一种用于紫铜板带折弯方法及装置与流程
本发明涉及紫铜板带生产加工,具体为一种用于紫铜板带折弯方法及装置。
背景技术:
1、紫铜板带(也称为紫铜箔带)是一种以紫铜为主要材料的平板状金属制品,通常具有较薄的厚度。它通常用于电子、电气、通信等领域,作为导电材料、接地材料、屏蔽材料等。紫铜板带具有优良的导电性能、加工性能和耐腐蚀性能,因此在各种应用中得到了广泛的应用。紫铜板带的厚度通常在几微米到几毫米之间,可以根据具体的需求进行定制。其表面通常经过处理,如光亮处理、电镀、涂覆等,以满足不同应用的要求。紫铜板带可以通过切割、冲压、折弯等加工工艺进行成型,以适应不同形状和尺寸的应用场景。
2、金属板带的表面通常会留有一定的氧化层,为了适应客户的需求或者提高对板带折弯的质量,需要对氧化层进行处理,随后再进行折弯操作可提高折弯的金属板带的质量。因此,需要一种用于紫铜板带折弯方法及装置,来提高紫铜板带的折弯质量。
技术实现思路
1、针对现有技术的不足,本发明提供了一种用于紫铜板带折弯方法及装置,解决了紫铜板带在折弯前需要表面打磨提高折弯质量的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:
3、一种紫铜板带折弯方法及装置,包括:
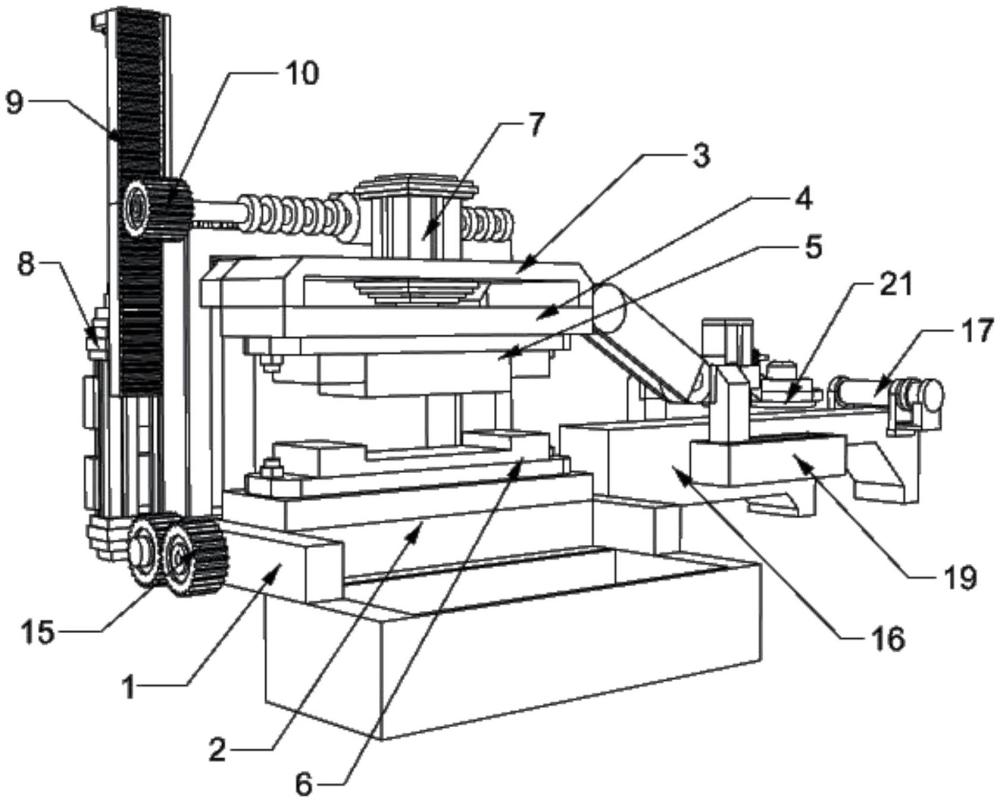
4、架体,所述架体的内壁底端转动连接有下基座,所述架体的后侧转动连接有两个往复丝杆,所述往复丝杆通过传动组件一连接有齿轮一,两个所述往复丝杆的前侧设置有移动架,所述移动架的底侧通过冲压组件连接有上基座,所述下基座的左侧设置有传动组件二,所述上基座的底侧通过螺栓螺母安装有上模具,所述下基座的顶侧通过螺栓螺母安装有下模具,所述上模具和下模具相近一侧的右端均设置有切断结构;
5、齿条,所述齿条通过驱动组件连接在所述架体的左侧,所述齿条的前侧与齿轮一啮合连接,所述传动组件二位于所述齿条的底侧;
6、上料台,所述上料台的左侧固定连接在架体的右侧,所述架体的右端安装有上料辊,所述上料辊外接有电机,所述上料台的中端顶侧通过滑动机构连接有电动打磨盘。
7、优选的,所述传动组件包括转动连接在所述架体顶侧的蜗杆,所述蜗杆的左侧固定连接在齿轮一的右侧,所述往复丝杆的顶侧固定连接有涡轮,所述涡轮与蜗杆啮合连接。
8、优选的,所述移动架的后侧两端均套设在往复丝杆的外壁上。
9、优选的,所述传动组件二包括位于所述架体左侧底端的两个齿轮二,后端所述齿轮二与架体转动连接,前端所述齿轮二的右侧固定连接有转杆,所述转杆的右端固定连接在下基座的左侧。
10、优选的,所述滑动机构包括固定连接在所述上料台中端前后两侧的滑动框,所述上料台的中端顶侧设置有滑动架,所述滑动架的底侧两端均滑动连接在滑动框的内部,所述滑动架的右端通过调节组件与电动打磨盘相连,所述滑动架的左端通过连杆与移动架相连。
11、优选的,所述调节组件包括滑动连接在所述滑动架右端的滑套,所述滑套的右端安装在电动打磨盘的左端,所述滑套的顶端螺纹连接有抵紧螺栓,所述抵紧螺栓的一端抵紧在滑动架的右侧,所述电动打磨盘的另一端设置有施力件。
12、优选的,所述连杆的一端与移动架的右端转动连接,所述连杆的另一端与滑动架的左端转动连接。
13、优选的,所述冲压组件包括安装在所述移动架中端的液压缸,所述液压缸的底侧驱动端固定连接在上基座的顶侧上。
14、优选的,所述驱动组件包括位于所述齿条后侧的电动推杆,所述电动推杆的非驱动端安装在架体的左侧上,所述电动推杆的驱动端固定连接在齿条的后侧顶端上。
15、一种用于紫铜板带折弯方法,包括以下步骤:
16、步骤一、准备工作,选择符合需求的冲压折弯用的上模具和下模具,上模具通过螺栓螺母安装在上基座的底侧,下模具通过螺栓螺母安装在下基座的顶侧,随后将抵紧螺栓在滑套上拧松,使滑套带动电动打磨盘在滑动架上滑动,来调节电动打磨盘的高度,适应需要折弯的紫铜板带的高度;
17、步骤二、将紫铜板带进行上料,将紫铜板带置于上料台的顶侧,并将紫铜板带的左端依次穿过上料辊的底侧和电动打磨盘的底侧,并启动上料辊外接的电机,使上料辊滚动接触紫铜板带,使紫铜板带向左进行位移直至紫铜板带位移到下模具的顶侧,电动打磨盘打磨紫铜板带的顶侧表面,此时上料辊停止上料;
18、步骤三、启动作为动力源的电动推杆,电动推杆的驱动端拉动与之连接的齿条,使齿条向下位移,齿条的位移过程中,啮合齿轮一,齿轮一带动与之连接的蜗杆进行转动,并使蜗杆啮合传动连接着往复丝杆的涡轮,使涡轮进行转动,从而传动前侧与之相连的移动架进行位移,位移的移动架带动与之连接的包括液压缸和上模具在内的结构向下位移,从而使上模具压在紫铜板带表面,进行固定,随后启动液压缸,液压缸的驱动端带动与之连接的上模具对紫铜板带进行冲压折弯,并利用上模具和下模具上的切断结构对完成冲压折弯的紫铜板带进行截断;
19、步骤四、齿条向下位移的过程中将传动往复丝杆带动移动架进行一段来回位移,完成折弯后,移动架将带动与之连接的冲压折弯结构上抬,此时齿条与后端齿轮二啮合,后端齿轮二转动并啮合传动前端齿轮二进行转动,从而使与所述转杆连接的前端齿轮二连接的下基座带动顶侧连接的下模具向前倾转动,使置于下模具顶侧的完成折弯的紫铜板带进行下料;
20、步骤五、设备复位,电动推杆的驱动端推动电动推杆向上位移,使各部件复位,移动架上下位移的过程中通过与之连接的连杆,拉动连杆右端连接的滑动架进行位移,使滑动架右端安装的电动打磨盘进行来回位移,对底侧的紫铜板带表面进行打磨,随后启动上料辊再度进行上料。
21、本发明提供了一种用于紫铜板带折弯方法及装置。具备以下有益效果:
22、1、本发明通过在折弯前利用电动打磨盘的打磨,可去除紫铜板带表面的不平整和氧化层,确保折弯后的表面平整度和精度,以符合客户的要求、折弯后的质量或者美观性。
23、2、本发明通过一体化设计,到达了对板带冲压折弯、自动上料以及快速下料的目的,从而大幅提高了该装置的的紫铜板带折弯效率。
24、3、本发明通过上模具和下模具的可更换性、电动打磨盘的高度可调,从而能够适应各种厚度的紫铜板带以及适应各种规格的折弯,进而提高了该装置生产的灵活性。
技术特征:
1.一种紫铜板带折弯方法及装置,其特征在于,包括:
2.根据权利要求1所述的一种紫铜板带折弯方法及装置,其特征在于,所述传动组件一包括转动连接在所述架体(1)顶侧的蜗杆(11),所述蜗杆(11)的左侧固定连接在齿轮一(10)的右侧,所述往复丝杆(13)的顶侧固定连接有涡轮(12),所述涡轮(12)与蜗杆(11)啮合连接。
3.根据权利要求1所述的一种紫铜板带折弯方法及装置,其特征在于,所述移动架(3)的后侧两端均套设在往复丝杆(13)的外壁上。
4.根据权利要求1所述的一种紫铜板带折弯方法及装置,其特征在于,所述传动组件二包括位于所述架体(1)左侧底端的两个齿轮二(15),后端所述齿轮二(15)与架体(1)转动连接,前端所述齿轮二(15)的右侧固定连接有转杆(14),所述转杆(14)的右端固定连接在下基座(2)的左侧。
5.根据权利要求1所述的一种紫铜板带折弯方法及装置,其特征在于,所述滑动机构包括固定连接在所述上料台(16)中端前后两侧的滑动框(18),所述上料台(16)的中端顶侧设置有滑动架(19),所述滑动架(19)的底侧两端均滑动连接在滑动框(18)的内部,所述滑动架(19)的右端通过调节组件与电动打磨盘(21)相连,所述滑动架(19)的左端通过连杆(20)与移动架(3)相连。
6.根据权利要求5所述的一种紫铜板带折弯方法及装置,其特征在于,所述调节组件包括滑动连接在所述滑动架(19)右端的滑套(22),所述滑套(22)的右端安装在电动打磨盘(21)的左端,所述滑套(22)的顶端螺纹连接有抵紧螺栓(23),所述抵紧螺栓(23)的一端抵紧在滑动架(19)的右侧,所述电动打磨盘(21)的另一端设置有施力件。
7.根据权利要求5所述的一种紫铜板带折弯方法及装置,其特征在于,所述连杆(20)的一端与移动架(3)的右端转动连接,所述连杆(20)的另一端与滑动架(19)的左端转动连接。
8.根据权利要求1所述的一种紫铜板带折弯方法及装置,其特征在于,所述冲压组件包括安装在所述移动架(3)中端的液压缸(7),所述液压缸(7)的底侧驱动端固定连接在上基座(4)的顶侧上。
9.根据权利要求1所述的一种紫铜板带折弯方法及装置,其特征在于,所述驱动组件包括位于所述齿条(9)后侧的电动推杆(8),所述电动推杆(8)的非驱动端安装在架体(1)的左侧上,所述电动推杆(8)的驱动端固定连接在齿条(9)的后侧顶端上。
10.一种用于紫铜板带折弯方法,使用如权利要求1~9任意一项所述的一种紫铜板带折弯方法及装置,其特征在于,包括以下步骤:
技术总结
本发明涉及紫铜板带生产加工技术领域,提供一种紫铜板带折弯方法及装置,包括:架体,所述架体的内壁底端转动连接有下基座,所述架体的后侧转动连接有两个往复丝杆,所述往复丝杆通过传动组件一连接有齿轮一,两个所述往复丝杆的前侧设置有移动架,所述移动架的底侧通过冲压组件连接有上基座,所述下基座的左侧设置有传动组件二,所述上基座的底侧通过螺栓螺母安装有上模具,所述下基座的顶侧通过螺栓螺母安装有下模具,所述上模具和下模具相近一侧的右端均设置有切断结构。通过在折弯前利用电动打磨盘的打磨,可去除紫铜板带表面的不平整和氧化层,确保折弯后的表面平整度和精度,以符合客户的要求、折弯后的质量或者美观性。
技术研发人员:赖士浩,孙锋,张作成,谢从有,杨双,徐慧
受保护的技术使用者:江西云盛新材料有限公司
技术研发日:
技术公布日:2024/10/14
- 还没有人留言评论。精彩留言会获得点赞!