一种管件法兰安装定位装置及定位方法与流程
本发明涉及船舶建造领域,具体涉及一种船舶建造过程中管件法兰安装定位装置及定位方法。
背景技术:
1、船舶管件与管件之间大都采用法兰连接,这些管件在车间内将法兰正确的焊接在管件两端,在现场只需对齐两段管件上的法兰,并用螺栓进行连接即可;而部分管件由于各种原因需要在现场先进行管件上法兰的安装,然后再进行管件间的连接。
2、由于施工条件的制约,这部分在现场进行的施工工作通常需要由两人完成,由其中一人手持法兰并对准具有相同内径尺寸的管件,再由另外一人完成焊接连接工作,这样不仅浪费体力,还影响工作效率。另外,因为是人眼进行法兰与管件中心的对准,容易造成比较大的偏心误差。如果是安装较大尺寸的法兰,由于人工手持的不稳定性,还比较容易发生碰撞、挤压、坠落等安全事故。
技术实现思路
1、为了克服现有技术中人工安装管件法兰存在的不足,提供一种管件法兰安装定位装置及安装方法。本发明的定位装置及管件法兰安装方法目的是为了针对上述背景技术当中提出管件法兰焊接前定位困难、定位稳定性差的问题,争取达到管件法兰安装对中后同心度误差小、施工安全性高的目标,并且着力提高工人的工作效率。
2、为了达到上述发明目的,本发明专利提供的技术方案如下:
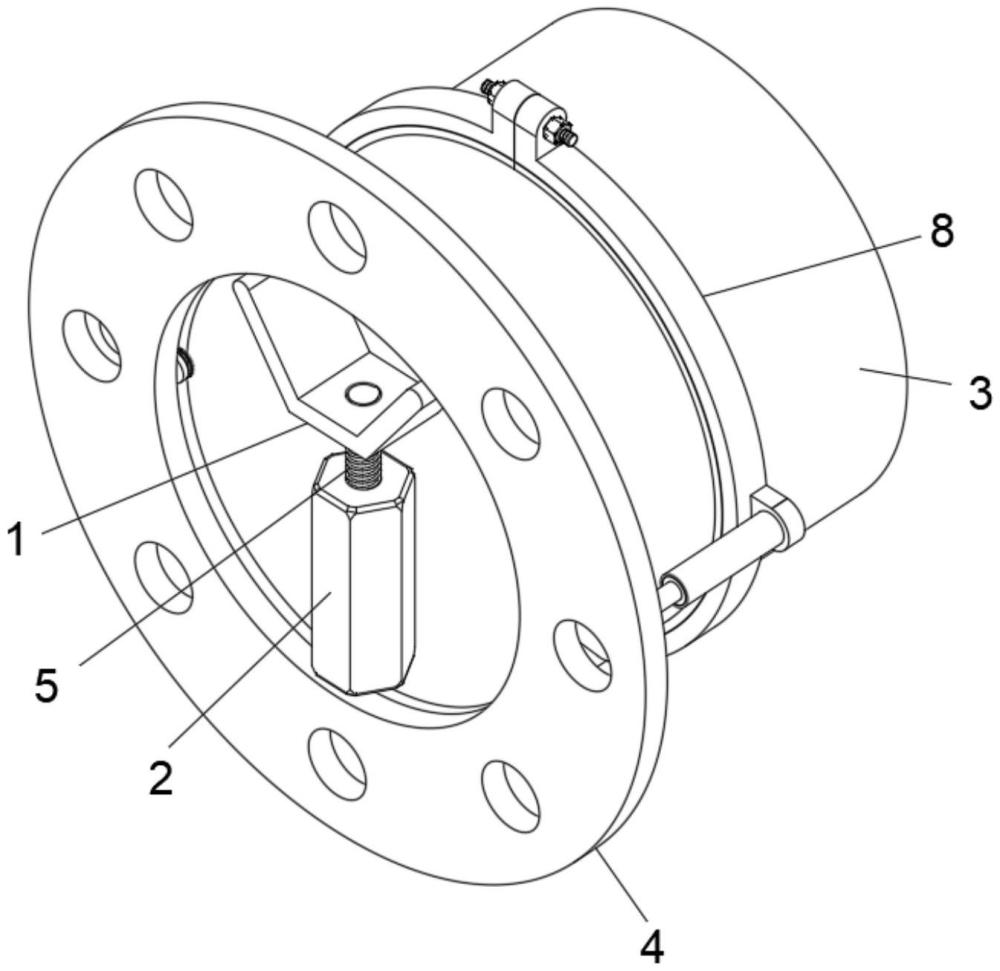
3、本发明首先提供了一种管件法兰安装定位装置,船舶上的舾装件包含有管件和法兰,管件和法兰的内腔中设置有支架和调节杆,所述支架的下端固定连接有螺杆;所述调节杆内部设有螺孔,螺孔与支架上的螺杆相匹配;
4、所述管件的外圈表面上设置有焊接间隙控制机构,焊接间隙控制机构的前段插入到管件和法兰之间的焊接间距中;其中,所述焊接间隙控制机构包括有两瓣以管件轴线为基点呈左右对称设置的半圆形抱箍,半圆形抱箍相互靠近的一端贯穿有丝杆并相互锁紧,且半圆形抱箍相互远离的一侧前段均固定有套管,套管的内腔中活动连接有活动杆;
5、其中,活动杆的前端转动连接有卡在管件和法兰之间间隙中的塞片,塞片的后侧表面开设有凹槽,凹槽的内部连接有3-7片磁片。
6、优选地,所述支架的竖截面呈“v”形,且支架的顶部左右两侧均固定有第一支撑面和第二支撑面,且支架上的第一支撑面和第二支撑面沿支架的中心呈左右镜像设置,其中,第一支撑面和第二支撑面的延伸面不相交,第一支撑面和第二支撑面的末端互相远离并倒圆角处理。
7、优选地,所述支架位于管件待焊接开口处且支架的前段伸出管件的开口外,令第一支撑面和第二支撑面与管件的轴心线平行,且第一支撑面和第二支撑面的末端与管件内壁抵接后并与管件内壁相切,其中,第一支撑面和第二支撑面的末端与法兰的内壁抵接后并与法兰内壁相切,使管件和法兰同心。
8、优选地,所述调节杆上的螺孔深度大于支架上的螺杆长度,所述法兰为圆形法兰,且法兰的内径与管件的内径一致。
9、优选地,所述管件和法兰之间具有0.5-1mm的焊接间距。
10、优选地,所述半圆形抱箍的顶端和底端均设有供丝杆贯穿的螺孔,丝杆位于螺孔外部的段落外圈分别锁紧有一枚螺母。
11、优选地,所述半圆形抱箍相互远离的一侧表面均固定有凸块,且凸块的前侧表面与套管的后端端面固定连接;所述半圆形抱箍相互靠近的一侧表面均通过黏合剂固定有一瓣硅胶垫,硅胶垫的内侧表面上均开设有2-3道沟槽,用于增大与管件外圈的抱紧力。
12、优选地,所述套管的内腔中均通过黏合剂固定有橡胶套,橡胶套的内腔侧壁与活动杆的外圈表面接触。
13、优选地,所述塞片材质采用包括但不限于铁、钴、镍,且凹槽内部的磁片通过磁性与塞片磁吸连接,所述塞片的厚度为0.5mm,所述凹槽的开设深度为0.2mm,且磁片的厚度在0.1mm。
14、本发明同时还提供了一种管件法兰安装定位方法,目的是利用上述专用的定位安装装置,来实现管件法兰的安装,该方法具有如下的实现步骤:
15、s1、将待焊接的管件水平悬空放置,并使悬空高度不小于法兰的半径;
16、s2、将支架放置在管件开口处并使支架的前段伸出管件的前侧开口外,令第一支撑面和第二支撑面与管件轴心线平行;
17、s3、顺时针旋转调节杆并升高支架,使支架上方的第一支撑面和第二支撑面末端与管件的内壁抵接,此时第一支撑面和第二支撑面的圆弧形倒角端面与管件内壁相切;
18、s4、通过丝杆和螺母的配合将两瓣半圆形抱箍抱紧在管件的外圈上,将活动杆在套管内部前后活动,并让塞片转动后位于管件和法兰之间的缝隙中,通过增加磁片的数量控制管件和法兰之间的焊接间距在0.5~1mm;
19、s5、将法兰放置在伸出管件前端口外的支架上,按照实际情况调整法兰上法兰孔的角度位置;
20、s6、由于支架的定位作用使法兰的内壁与第一支撑面和第二支撑面的圆弧形倒角端面相切,法兰和管件同心;
21、s7、单人进行焊接作业,连接管件和法兰;
22、s8、逆时针旋转调节杆并降低支架的高度,使第一支撑面和第二支撑面的末端与管件的内壁脱离,并解开半圆形抱箍之间的连接从管件的外表面上取下。
23、由上述技术方案可知,本发明提供一种管件法兰安装定位装置及定位方法与现有技术相比,本发明经过实践应用,在生产实际中取得了以下有益的技术效果:
24、本发明的管件法兰安装定位装置及定位方法,能够实现仅单人就完成法兰与管件的定位及焊接工作,且对中后同心度误差小、施工安全性高,并极大的提高了工人的工作效率。
技术特征:
1.一种管件法兰安装定位装置,船舶上的舾装件包括有管件(3)和法兰(4),其特征在于,在管件(3)和法兰(4)的内腔中设置有支架(1)和调节杆(2),所述支架(1)的下端固定连接有螺杆(5);所述调节杆(2)内部设有螺孔,螺孔与支架(1)上的螺杆(5)相匹配;
2.根据权利要求1所述的一种管件法兰安装定位装置,其特征在于,所述支架(1)的竖截面呈“v”形,且支架(1)的顶部左右两侧均固定有第一支撑面(6)和第二支撑面(7),且支架(1)上的第一支撑面(6)和第二支撑面(7)沿支架(1)的中心呈左右镜像设置,其中,第一支撑面(6)和第二支撑面(7)的延伸面不相交,第一支撑面(6)和第二支撑面(7)的末端互相远离并倒圆角处理。
3.根据权利要求1所述的一种管件法兰安装定位装置,其特征在于,所述支架(1)位于管件(3)待焊接开口处且支架(1)的前段伸出管件(3)的开口外,令第一支撑面(6)和第二支撑面(7)与管件(3)的轴心线平行,且第一支撑面(6)和第二支撑面(7)的末端与管件(3)内壁抵接后与管件(3)内壁相切,其中,第一支撑面(6)和第二支撑面(7)的末端与法兰(4)的内壁抵接后与法兰(4)内壁相切,使管件(3)和法兰(4)同心。
4.根据权利要求1所述的一种管件法兰安装定位装置,其特征在于,所述调节杆(2)上的螺孔深度大于支架(1)上的螺杆(5)长度,所述法兰(4)为圆形法兰,且法兰(4)的内径与管件(3)的内径一致。
5.根据权利要求1所述的一种管件法兰安装定位装置,其特征在于,所述管件(3)和法兰(4)之间具有0.5-1mm的焊接间距。
6.根据权利要求1所述的一种管件法兰安装定位装置,其特征在于,所述半圆形抱箍(81)的顶端和底端均设有供丝杆(88)贯穿的螺孔,丝杆(88)位于螺孔外部的段落外圈分别锁紧有一枚螺母(89)。
7.根据权利要求1所述的一种管件法兰安装定位装置,其特征在于,所述半圆形抱箍(81)相互远离的一侧表面均固定有凸块(83),且凸块(83)的前侧表面与套管(84)的后端端面固定连接;所述半圆形抱箍(81)相互靠近的一侧表面均通过黏合剂固定有一瓣硅胶垫(82),硅胶垫(82)的内侧表面上均开设有2-3道沟槽(87),用于增大与管件(3)外圈的抱紧力。
8.根据权利要求1所述的一种管件法兰安装定位装置,其特征在于,所述套管(84)的内腔中均通过黏合剂固定有橡胶套(811),橡胶套(811)的内腔侧壁与活动杆(85)的外圈表面接触。
9.根据权利要求1所述的一种管件法兰安装定位装置,其特征在于,所述塞片(86)材质采用包括但不限于铁、钴、镍,且凹槽(812)内部的磁片(810)通过磁性与塞片(86)磁吸连接,所述塞片(86)的厚度为0.5mm,所述凹槽(812)的开设深度为0.2mm,且磁片(810)的厚度在0.1mm。
10.一种管件法兰安装定位方法,其特征在于,该定位方法适用于权利要求1-9任意一项所述的一种管件法兰安装定位装置,且具有如下的步骤:
技术总结
本发明公开了一种管件法兰安装定位装置及定位方法,所述定位装置包括有管件和法兰,管件和法兰的内腔中设置有支架和调节杆,所述支架的下端固定连接有螺杆;所述调节杆内部设有螺孔,螺孔与支架上的螺杆相匹配;所述管件的外圈表面上设置有焊接间隙控制机构,焊接间隙控制机构的前段插入到管件和法兰之间的焊接间距中,还包括利用定位装置对管件法兰定位的方法。本发明的管件法兰安装定位装置及定位方法,能够实现仅单人就完成法兰与管件的定位及焊接工作,且对中后同心度误差小、施工安全性高,并极大的提高了工人的工作效率。
技术研发人员:吴伟春,顾健,黄烨,陈鹏
受保护的技术使用者:沪东中华造船(集团)有限公司
技术研发日:
技术公布日:2024/9/29
- 还没有人留言评论。精彩留言会获得点赞!