一种高速制钉机自动矫直修整装置的制作方法
本发明涉及制钉矫直,具体为一种高速制钉机自动矫直修整装置。
背景技术:
1、高速制钉机是一种用于快速生产钢钉、螺丝或其他类似产品的机械设备,高速制钉机主要用于制造业中,特别是在木工、建筑和其他需要大量使用固定件的领域。制作钢钉的原材料通常为钢丝,设备通过进料系统将原材料送入机器的工作区域,根据所需长度将原材料自动切割成相应的长度,切割后的原材料被送入成型部分,在此过程中通过机械力和形状模具将原材料弯曲成钉子的形状。
2、因钢丝通常以成卷的形式进行供料,初始时的钢丝已经处于非平直的状态,在通过进料系统输送原材料的过程中,钢丝也未接受有效且充分的矫直处理,这样一来就会导致制造的钢钉易会出现形状不规则或者弯曲的情况,而弯曲或形状不规则的钉子可能无法正确安装或使用,继而影响产品的质量和性能,导致钢钉的废品率增加,同时弯曲的钉子在使用时也容易造成不良安装或安全隐患,增加了安装过程中的调整和损耗。
3、此外,即便采用相应的矫直结构对钢丝实施矫直,也缺乏对矫直结构本身的位置校准措施,因矫直结构在钢钉生产过程中需持续的与钢丝进行摩擦接触,其被设置为可更换的磨损件,因此当矫直结构在持续的外力影响下或更换后出现位置偏差时,会直接降低钢丝的矫直效果。
技术实现思路
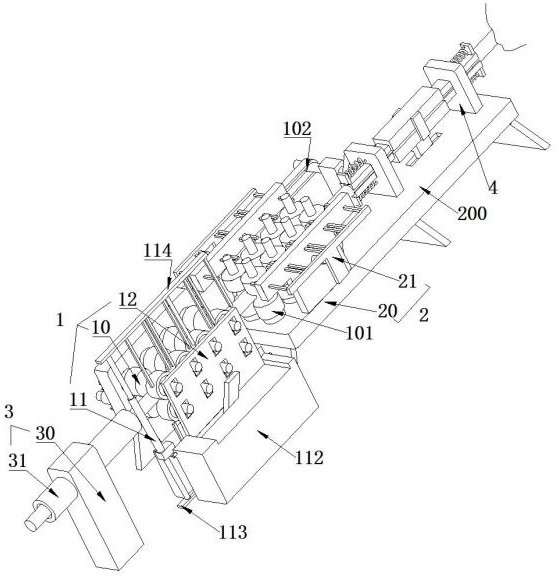
1、为了解决上述问题,本发明提供了一种高速制钉机自动矫直修整装置,包括矫直一部和矫直二部。
2、所述矫直一部包括用于实施竖直向矫直的实施组以及对实施组实施位置限位的校准一组,所述矫直二部包括用于实施水平向矫直的执行组以及对执行组实施位置限位的校准二组。
3、所述实施组包括架板,执行组包括台座,架板侧端和台座上端均通过中心轴转动安装有若干线性分布的呈哑铃状的矫直柱,矫直柱与中心轴螺纹连接,架板上的矫直柱上下对称且水平设置,台座上的矫直柱前后对称且竖直设置,对称的相配合的两个矫直柱的中部构成圆形矫直区域,所述架板和台座上的矫直柱通过同个传动组件进行同步转动控制。
4、所述校准一组包括均分为上下两部分的若干板组,每个板组均包括关于对应的矫直柱轴线对称设置的且位于矫直柱远离架板一侧的竖直校板,上下排布的板组中的两个竖直校板间距不同,上下对称的矫直柱通过两个板组配合进行竖向共面校准,若干板组通过联合件实现同步竖直移动。
5、所述校准二组包括多组板件,每组板件均包括两个关于对应的矫直柱轴线对称设置的且位于矫直柱上方的水平校板,前后对称的矫直柱通过前后排布的两组板件配合进行水平共面校准,横向排布的板件通过联动件实现水平移动。
6、在一种可能实施的方式中,所述自动矫直修整装置还包括初始矫直组,初始矫直组设于矫直一部远离矫直二部的一侧,用于完成大曲度矫直;所述初始矫直组包括架设板,架设板上端设置有圆形通管,圆形通管内径大于矫直一部和矫直二部所要矫直的钢丝的直径。
7、在一种可能实施的方式中,所述自动矫直修整装置还包括矫直三部,矫直三部设于台座上端且位于校准二组远离校准一组的一侧,矫直三部和传动组件配合实施水平往复捋直;所述矫直三部包括对称安装在台座上端的耳板,耳板之间设置有与台座上端滑动连接的捋直板,捋直板中部开设有圆形通孔,捋直板与传动组件连接。
8、在一种可能实施的方式中,所述耳板上端水平滑动设置有带圆弧凹面的水平板,水平板上下对称设置,且水平板一端与捋直板端部抵触、另一端安装有凸板,凸板与对应的耳板侧端面之间连接有复位弹簧。
9、在一种可能实施的方式中,所述联合件包括倒置的凵形块,位于下侧的竖直校板贯穿且竖直滑动安装在凵形块水平段,位于下侧的竖直校板下端共同安装有位于凵形块内的连板,位于上侧的竖直校板安装在同个上置架上,上置架位于架板上方,上置架与连板之间连接有双向电动推杆,双向电动推杆安装在凵形块外侧壁。
10、在一种可能实施的方式中,所述联动件包括t形板,台座上的矫直柱均位于t形板之间,横向排布的水平校板贯穿且水平滑动安装在同个t形板水平段,同时横向排布的水平校板之间共同连接有共板,t形板位于共板之间,共板与对应的t形板竖直段之间连接有单向电动推杆。
11、在一种可能实施的方式中,所述校准一组还包括用于对架板上的矫直柱实施端部支撑的承托件;所述承托件包括转动安装在凵形块上端的转板,转板侧端面开设有与架板上的矫直柱一一对应的矩形通槽,矩形通槽内底壁弹性滑动连接有托块,转板远离架板的一侧设置有限制板,限制板下端转动安装在凵形块上端。
12、在一种可能实施的方式中,水平设置的所述矫直柱的两端、竖直设置的矫直柱的下端均螺纹连接有环套,同组的竖直校板、同组的水平校板之间的距离大于对应环套的外径,环套远离对应矫直柱的一端安装有若干周向排布的滚珠。
13、在一种可能实施的方式中,所述传动组件包括安装在中心轴端部的齿轮,实施组内上下对称的齿轮相啮合,执行组内前后对称的齿轮相啮合,实施组和执行组二者内呈水平直线排布的其中一组中心轴之间均连接有主皮带,执行组内与主皮带相连的其中一个中心轴下端通过副皮带连接有竖轴,竖轴与台座侧端转动连接,架板靠近竖轴的一端转动安装有平轴,平轴和竖轴之间通过锥齿轮组传动连接。
14、在一种可能实施的方式中,所述台座侧端转动安装有衔接轴,衔接轴一端通过曲柄滑块机构与捋直板下端连接、另一端通过衔接皮带与平轴连接,通过传动组件、曲柄滑块机构和衔接皮带配合实现矫直柱的转动和捋直板的水平往复移动。
15、本发明的有益效果:1、本发明通过矫直一部和矫直二配合形成双重矫直模式,利用双重矫直模式对输送中的钢丝实施上下竖直向的周圈矫直处理和前后水平向的周圈矫直处理,前后水平向的周圈矫直处理既是作为上下竖直向的周圈矫直处理后的再次操作,也是作为上下竖直向的周圈矫直处理的补偿,仅通过上下竖直向的周圈矫直处理也可对钢丝实施全方位的矫直,但上下竖直向的周圈矫直处理和前后水平向的周圈矫直处理相配合可进一步充分确保钢丝接受全方位的矫直,使得钢丝的矫直效果和效率更上一层。
16、2、本发明所采用的矫直一部和矫直二部均具备自我位置校准功能,通过矫直一部中的校准一组、矫直二部中的校准二组对用于矫直钢丝的矫直柱的安装位置进行校准,保证上下相对的矫直柱以及纵向相对的矫直柱均保持正相对的状态,避免矫直柱在安装后出现位置偏差,继而确保上下竖直向的周圈矫直处理和前后水平向的周圈矫直处理的矫直效果。
17、3、本发明采用了多重矫直与矫直点位的位置校准相结合的矫直方式,在保证钢丝接受充分且有效的矫直处理的同时,确保矫直点位稳定、准确,使钢丝保持平直的状态进行钢钉的成型加工,提高钢钉的成型质量。
技术特征:
1.一种高速制钉机自动矫直修整装置,包括矫直一部(1)和矫直二部(2),其特征在于:
2.根据权利要求1所述的一种高速制钉机自动矫直修整装置,其特征在于:所述自动矫直修整装置还包括初始矫直组(3),初始矫直组(3)设于矫直一部(1)远离矫直二部(2)的一侧,用于完成大曲度矫直;所述初始矫直组(3)包括架设板(30),架设板(30)上端设置有圆形通管(31),圆形通管(31)内径大于矫直一部(1)和矫直二部(2)所要矫直的钢丝的直径。
3.根据权利要求1所述的一种高速制钉机自动矫直修整装置,其特征在于:所述矫直三部(4)包括对称安装在台座(200)上端的耳板,耳板之间设置有与台座(200)上端滑动连接的捋直板(40),捋直板(40)中部开设有圆形通孔,捋直板(40)与传动组件(102)连接。
4.根据权利要求3所述的一种高速制钉机自动矫直修整装置,其特征在于:所述耳板上端水平滑动设置有带圆弧凹面的水平板(41),水平板(41)上下对称设置,且水平板(41)一端与捋直板(40)端部抵触、另一端安装有凸板(42),凸板(42)与对应的耳板侧端面之间连接有复位弹簧(43),捋直板(40)处于两个水平板(41)之间的中间位置时,两个复位弹簧(43)均处于拉伸状态。
5.根据权利要求1所述的一种高速制钉机自动矫直修整装置,其特征在于:所述联合件(111)包括倒置的凵形块(112),位于下侧的竖直校板(110)贯穿且竖直滑动安装在凵形块(112)水平段,位于下侧的竖直校板(110)下端共同安装有连板(113),位于上侧的竖直校板(110)安装在同个上置架(114)上,上置架(114)位于架板(100)上方,上置架(114)与连板(113)之间连接有双向电动推杆,双向电动推杆安装在凵形块(112)外侧壁。
6.根据权利要求1所述的一种高速制钉机自动矫直修整装置,其特征在于:所述联动件(211)包括t形板(212),台座(200)上的矫直柱(101)均位于t形板(212)之间,横向排布的水平校板(210)贯穿且水平滑动安装在同个t形板(212)水平段,同时横向排布的水平校板(210)之间共同连接有共板(213)。
7.根据权利要求1所述的一种高速制钉机自动矫直修整装置,其特征在于:所述校准一组(11)还包括用于对架板(100)上的矫直柱(101)实施端部支撑的承托件(12);所述承托件(12)包括转动安装在凵形块(112)上端的转板(120),转板(120)侧端面开设有与架板(100)上的矫直柱(101)一一对应的矩形通槽(121),矩形通槽(121)内底壁弹性滑动连接有托块(122),转板(120)远离架板(100)的一侧设置有限制板(123),限制板(123)下端转动安装在凵形块(112)上端。
8.根据权利要求1所述的一种高速制钉机自动矫直修整装置,其特征在于:水平设置的所述矫直柱(101)的两端、竖直设置的矫直柱(101)的下端均螺纹连接有环套(103),环套(103)远离对应矫直柱(101)的一端安装有若干周向排布的滚珠。
9.根据权利要求1所述的一种高速制钉机自动矫直修整装置,其特征在于:所述传动组件(102)包括安装在中心轴(203)端部的齿轮(104),实施组(10)内上下对称的齿轮(104)相啮合,执行组(20)内前后对称的齿轮(104)相啮合,实施组(10)和执行组(20)二者内呈水平直线排布的其中一组中心轴(203)之间均连接有主皮带(105),执行组(20)内与主皮带(105)相连的其中一个中心轴(203)下端通过副皮带(107)连接有竖轴(106),竖轴(106)与台座(200)侧端转动连接,架板(100)靠近竖轴(106)的一端转动安装有平轴(108),平轴(108)和竖轴(106)之间通过锥齿轮组传动连接。
10.根据权利要求9所述的一种高速制钉机自动矫直修整装置,其特征在于:所述台座(200)侧端转动安装有衔接轴(201),衔接轴(201)一端通过曲柄滑块机构(204)与捋直板(40)下端连接、另一端通过衔接皮带(202)与平轴(108)连接,通过传动组件(102)、曲柄滑块机构(204)和衔接皮带(202)配合实现矫直柱(101)的转动和捋直板(40)的水平往复移动。
技术总结
本发明涉及制钉矫直技术领域,具体为一种高速制钉机自动矫直修整装置,包括矫直一部和矫直二部,所述矫直一部包括用于实施竖直向矫直的实施组以及对实施组实施位置限位的校准一组,所述矫直二部包括用于实施水平向矫直的执行组以及对执行组实施位置限位的校准二组。本发明通过矫直一部和矫直二配合形成双重矫直模式,利用双重矫直模式对输送中的钢丝实施上下竖直向的周圈矫直处理和前后水平向的周圈矫直处理。本发明采用了多重矫直与矫直点位的位置校准相结合的矫直方式,在保证钢丝接受充分且有效的矫直处理的同时,确保矫直点位稳定、准确。
技术研发人员:唐加胜,万红伟,唐加成
受保护的技术使用者:盐城市炎黄自动化设备有限公司
技术研发日:
技术公布日:2024/8/21
- 还没有人留言评论。精彩留言会获得点赞!