一种焊枪稳定结构及全位置自动焊接机的制作方法
本发明涉及焊接部,具体涉及一种焊枪稳定结构及全位置自动焊接机。
背景技术:
1、在常规的焊接过程中,当涉及到圆管,尤其是大口径的圆管时,传统的方法通常是通过固定焊枪并手动旋转圆管来实现焊接。然而,对于大口径圆管,手动旋转会变得困难,并且人工焊接整周的焊缝难以确保焊接质量的一致性。
2、为了解决这个问题,市场上出现了一种新型的焊接部,它在管件外部设置了一个轨道,焊接部安装在轨道上,可以围绕管件进行一周的焊接。这种设计看似解决了手动旋转圆管的难题,但在实际应用中,却暴露出了一些问题。
3、具体来说,由于焊接部本身质量较重,当它在环形轨道上移动,特别是移动到管件的侧面或底部时,轨道容易因为承受不了这样的重量而发生变形。一旦轨道发生变形,焊枪端部的位置就会随之偏移,导致焊枪与焊缝之间的距离发生变化。这种变化会直接影响焊接效果,可能产生焊缝不连续、不平整或甚至焊接不完全等问题,严重降低焊接的质量。
4、因此,尽管这种围绕管件进行焊接的设备在一定程度上提高了焊接的自动化程度,但如何确保轨道的稳定性和焊接部在轨道上移动的准确性,仍然是需要进一步研究和解决的问题。
技术实现思路
1、针对上述存在的技术不足,本发明的目的是提供一种焊枪稳定结构及全位置自动焊接机,能够令焊接部移动过程保持稳定的焊接机。
2、为解决上述技术问题,本发明采用如下技术方案:本发明提供一种焊枪稳定结构,包括环形轨道及能够在环形轨道上移动的焊接部,还包括:
3、定位结构,所述定位结构可移动地安装在焊接部上,所述焊枪安装在定位结构上,所述定位结构上设有定位轮,所述定位轮与焊枪之间相对静止;
4、箍紧装置,所述箍紧装置包括箍紧带,所述箍紧带穿过焊接部并套设在环形轨道上。
5、优选地,所述定位结构包括支撑架,所述焊枪固定在支撑架上,所述定位结构还包括一个弹性体,该弹性体安装在所述支撑架与焊接部的连接位置,用于对支撑架施加一个指向环形轨道轴线方向的压力。
6、优选地,所述焊接部包括底架,所述底架沿着环形轨道的表面移动,所述底架的内部转动安装有齿轮,所述环形轨道的表面设有齿牙,所述齿轮与齿牙啮合。
7、优选地,所述底架的两侧均设有两组限位组件,两组限位组件分别设置在底架移动方向的前后两端,所述限位组件包括滚动连接在环形轨道内外两侧的内支轮和外支轮。
8、优选地,所述限位组件还包括支板,所述支板上转动安装有抵紧轮,所述抵紧轮抵在环形轨道的侧壁上。
9、优选地,所述支板上固定有底板,所述内支轮转动安装在底板上,所述外支轮转动安装在底架上。
10、一种全位置自动焊接机,其套接安装在圆管上,所述焊接机包括上述焊枪稳定结构,所述环形轨道的内环面上固定有若干个抵紧柱,所述抵紧柱抵紧在圆管上。
11、优选地,所述焊接部的内部设有贯通腔,所述贯通腔的两侧均设有侧槽,所述箍紧带穿过两侧侧槽,所述贯通腔的内部设有多个导向轮,所述箍紧带绕过多个导向轮。
12、优选地,所述定位轮的数量为两个,两个定位轮在环形轨道的轴线上对称布置在焊枪的两侧。
13、优选地,所述环形轨道上开设有导向槽,所述导向槽与箍紧带一一对应,所述导向槽的内部转动安装有多个转辊,所述箍紧带套设在转辊上。
14、本发明的有益效果在于:
15、相对于现有技术中“轨道容易因为承受不了焊接部的重量而发生变形,变形会引起焊枪与焊缝之间的距离发生变化,影响焊接效果”的问题,本发明主要提供了“稳固环形轨道以及在焊接部上安装稳固结构”的方案,具体包括:将焊枪设计为活动安装在焊接部上,并在焊枪上增加了一个定位结构,该定位结构能够紧密地抵在圆管上。通过这种方式,焊接过程中,定位结构能够实时确定焊枪与圆管之间的距离,并据此调整焊枪的位置,确保焊枪始终保持在最佳焊接距离。即便在轨道发生轻微变形的情况下,定位结构也能有效补偿这种变化,降低焊枪与焊缝之间距离的改变程度。其次,为了进一步增强轨道的稳定性,在焊接部与环形轨道之间设置了一箍紧装置。这个装置能够紧密地贴合在轨道上,提供额外的支撑和固定,显著减少环形轨道在焊接部移动过程中的变形量。通过减少轨道的变形,能够进一步降低焊枪与圆管之间的偏移,确保焊接过程更加稳定和精确。
技术特征:
1.一种焊枪稳定结构,包括环形轨道(1)及能够在环形轨道(1)上移动的焊接部(2),其特征在于,还包括:
2.根据权利要求1所述的一种焊枪稳定结构,其特征在于,所述定位结构包括支撑架(3),所述焊枪(5)固定在支撑架(3)上,所述定位结构还包括一个弹性体(7),该弹性体(7)安装在所述支撑架(3)与焊接部(2)的连接位置,用于对支撑架(3)施加一个指向环形轨道(1)轴线方向的压力。
3.根据权利要求1所述的一种焊枪稳定结构,其特征在于,所述焊接部(2)包括底架(8),所述底架(8)沿着环形轨道(1)的表面移动,所述底架(8)的内部转动安装有齿轮(11),所述环形轨道(1)的表面设有齿牙,所述齿轮(11)与齿牙啮合。
4.根据权利要求3所述的一种焊枪稳定结构,其特征在于,所述底架(8)的两侧均设有两组限位组件,两组限位组件分别设置在底架(8)移动方向的前后两端,所述限位组件包括滚动连接在环形轨道(1)内外两侧的内支轮(10)和外支轮(14)。
5.根据权利要求4所述的一种焊枪稳定结构,其特征在于,所述限位组件还包括支板(9),所述支板(9)上转动安装有抵紧轮(12),所述抵紧轮(12)抵在环形轨道(1)的侧壁上。
6.根据权利要求5所述的一种焊枪稳定结构,其特征在于,所述支板(9)上固定有底板(13),所述内支轮(10)转动安装在底板(13)上,所述外支轮(14)转动安装在底架(8)上。
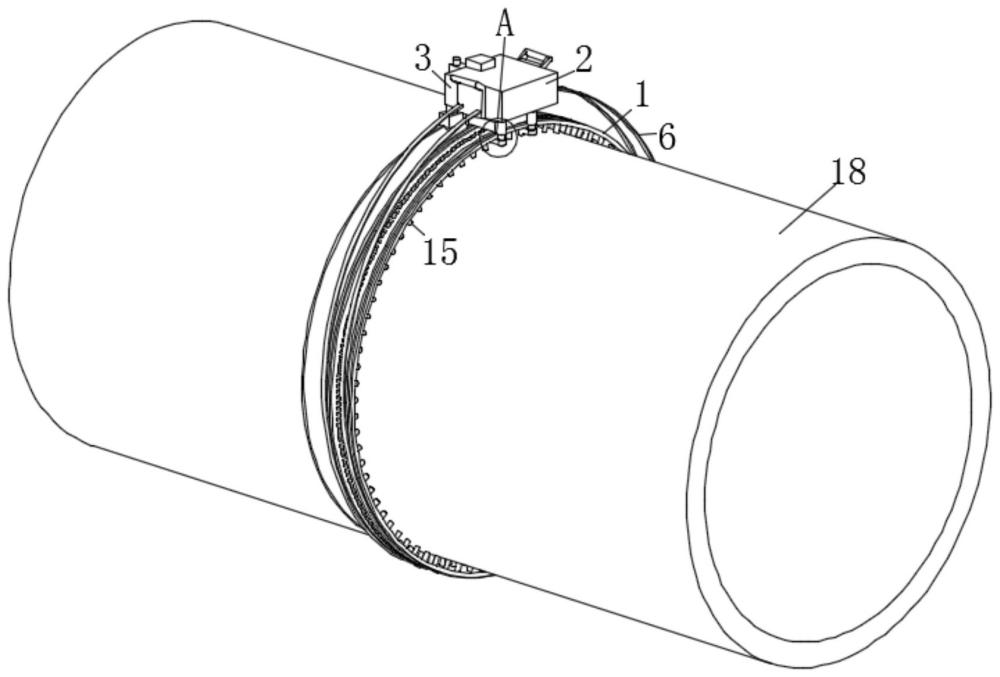
7.一种全位置自动焊接机,其套接安装在圆管(18)上,其特征在于,所述焊接机包括权利要求1-6任一所述的焊枪稳定结构,所述环形轨道(1)的内环面上固定有若干个抵紧柱(15),所述抵紧柱(15)抵紧在圆管(18)上。
8.根据权利要求7所述的一种全位置自动焊接机,其特征在于,所述焊接部(2)的内部设有贯通腔,所述贯通腔的两侧均设有侧槽(16),所述箍紧带(6)穿过两侧侧槽(16),所述贯通腔的内部设有多个导向轮(17),所述箍紧带(6)绕过多个导向轮(17)。
9.根据权利要求7所述的一种全位置自动焊接机,其特征在于,所述定位轮(4)的数量为两个,两个定位轮(4)在环形轨道(1)的轴线上对称布置在焊枪(5)的两侧。
10.根据权利要求7所述的一种全位置自动焊接机,其特征在于,所述环形轨道(1)上开设有导向槽(19),所述导向槽(19)与箍紧带(6)一一对应,所述导向槽(19)的内部转动安装有多个转辊,所述箍紧带(6)套设在转辊上。
技术总结
本发明公开了一种焊枪稳定结构及全位置自动焊接机,属于焊接部技术领域,包括环形轨道、能够在轨道上移动的焊接部、定位结构及箍紧装置。定位结构通过定位轮确保焊枪与圆管保持恒定距离,并补偿轨道变形。箍紧装置通过箍紧带固定在轨道上,增强轨道稳定性。全位置自动焊接机通过抵紧柱固定于圆管上,实现焊枪的稳定焊接。有效解决了轨道变形导致的焊接问题,提高了焊接过程的精确性。
技术研发人员:王建华,鲁传仓
受保护的技术使用者:徐州达玛激光科技有限公司
技术研发日:
技术公布日:2024/8/20
- 还没有人留言评论。精彩留言会获得点赞!