一种用于大规格优特钢棒材快速收集的冷床控制方法与流程
本发明涉及冷床控制方法,尤其是一种用于大规格优特钢棒材快速收集的冷床控制方法。
背景技术:
1、大规格合金钢棒材在生产过程中,因批量小,生产控制不稳定,棒材本身的温度不易控制。高合金棒材在热锯完成后,高温上冷床,在锯切以及辊道行走过程中易形成弯曲,
2、现有冷床无法做到矫直效果,冷床后面为动、定齿条,棒材温度临界需入坑温度时无法快速收集,影响入坑温度,易产生内部缺陷。
技术实现思路
1、为了克服现有的不足,本发明提供了一种用于大规格优特钢棒材快速收集的冷床控制方法,一排圆钢锯切后上冷床,通过旋转平托将这一排圆钢托到冷床前横移链条上,链条移动圆钢至末端设置的限位装置处。根据圆钢规格利用限位控制圆钢与矫直板租一的距离,步进动齿条可以步进一步取一支圆钢,确保一个齿内放一支圆钢。经过错齿矫直板组一,利用圆钢在步进(齿间错开50mm)前进滚动矫直调整直度。后续经过中段快速收集两边测温点检测圆钢温度,根据工艺温度要求判定将升降斜铁组一是否升起,圆钢是否需要快速滚动前进。经过错齿直板组二,利用(齿间错开50mm)再次进行滚动矫直调整直线度。末端快速收集两边设置有温度检测装置,检测温度,根据工艺要求温度判定将升降斜铁组二是否升降,圆钢快速收集。
2、本发明解决其技术问题所采用的技术方案是:一种用于大规格优特钢棒材快速收集的冷床控制方法,包括将大规格优特钢棒材快速收集分别通过前段上冷床、中段矫直、中段快速收集、末端校直后在完成末端快速收集;其中,冷床依照大规格优特钢棒材快速收集的方向依次设有横移链条、错齿直板组一、中段收集装置、错齿直板组二和末端收集装置;所述中段收集装置内侧设有升降斜铁组一,所述末端收集装置内侧设有升降斜铁组二,中段收集装置和末端收集装置两侧分别都设有测温点;所述大规格优特钢棒材通过横移链条完成前端上冷床步骤后由错齿直板组一进行校直,通过升降斜铁组一完成中段快速收集通过错齿直板组二进行矫直,后在末端通过升降斜铁组二后完成收集。
3、根据本发明的另一个实施例,进一步包括,所述横移链条末端与错齿直板组一前端的接触处设有三组限位装置;所述限位装置为可移动式且距离错齿直板组一位移位置为l0,其中,根据大规格优特钢棒材生产规格直径d及错齿直板组一的齿条宽度l,满足l0=l-d。
4、根据本发明的另一个实施例,进一步包括,所述中段收集装置两侧检测测温点检测到圆钢温度ti1,中段收集装置的钢种设定快速步进温度t0。
5、根据本发明的另一个实施例,进一步包括,所述末端收集装置两侧检测测温点检测到圆钢温度ti2,末端收集装置的钢种设定快速步进温度t1。
6、根据本发明的另一个实施例,进一步包括,所述中段收集装置和末端收集装置都包括动梁和定梁;所述中段收集装置的动梁和定梁都为齿条式,动齿与定齿齿尖在最低位位置相差50mm;所述末端收集装置的定梁为平板无齿,动梁为齿条梁。
7、根据本发明的另一个实施例,进一步包括,大规格优特钢棒材快速收集的操作包括如下步骤:
8、步骤一,前段上冷床,圆钢上冷床后,排布向前移动,接触到限位装置则横移链条停止移动,圆钢由错齿直板组一的步进齿条取钢后,横移链条恢复移动,由下一个圆钢再一次接触到限位装置时横移链条停止,错齿直板组一的步进齿条取钢,若限位得不到信号,步进齿条在动作一个周期后停止动作;
9、步骤二,中段矫直,圆钢经过错齿直板组一错齿矫直,形成直度相对较直圆钢;
10、步骤三,中段快速收集,ti1≥t0则圆钢按照一齿一步步进,检测圆钢温度ti1<t0时,则将通过升降斜铁组一进行升降操作,圆钢经过升降斜铁组一快速滚动向前;
11、步骤四,末端校直,圆钢经过错齿直板组二错齿矫直,形成直度相对较直圆钢;
12、步骤五,末端快速收集,ti2≥t1则圆钢按照一齿一步步进,检测圆钢温度ti2<t1时,则通过升降斜铁组二进行升降操作。
13、本发明的有益效果是,结合大规格棒材经过热锯后,合金棒材可能产生的弯曲经过冷床错齿矫直后,圆钢直度提升,经过滚动向前后,直度满足标准要求,合金钢生产时,可以满足多种状态的冷却条件。减少离线矫直成本。
技术特征:
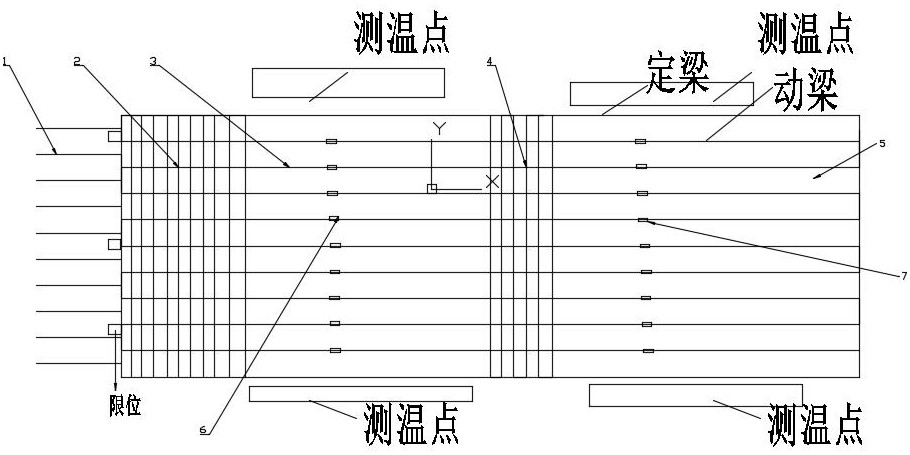
1.一种用于大规格优特钢棒材快速收集的冷床控制方法,其特征是,包括将大规格优特钢棒材快速收集分别通过前段上冷床、中段矫直、中段快速收集、末端校直后在完成末端快速收集;其中,冷床依照大规格优特钢棒材快速收集的方向依次设有横移链条(1)、错齿直板组一(2)、中段收集装置(3)、错齿直板组二(4)和末端收集装置(5);所述中段收集装置(3)内侧设有升降斜铁组一(6),所述末端收集装置(5)内侧设有升降斜铁组二(7),中段收集装置(3)和末端收集装置(5)两侧分别都设有测温点;所述大规格优特钢棒材通过横移链条(1)完成前端上冷床步骤后由错齿直板组一(2)进行校直,通过升降斜铁组一(6)完成中段快速收集通过错齿直板组二(4)进行矫直,后在末端通过升降斜铁组二(7)后完成收集。
2.根据权利要求1所述的用于大规格优特钢棒材快速收集的冷床控制方法,其特征是,所述横移链条(1)末端与错齿直板组一(2)前端的接触处设有三组限位装置;所述限位装置为可移动式且距离错齿直板组一(2)位移位置为l0,其中,根据大规格优特钢棒材生产规格直径d及错齿直板组一(2)的齿条宽度l,满足l0=l-d。
3.根据权利要求1所述的用于大规格优特钢棒材快速收集的冷床控制方法,其特征是,所述中段收集装置(3)两侧检测测温点检测到圆钢温度ti1,中段收集装置(3)的钢种设定快速步进温度t0。
4.根据权利要求1所述的用于大规格优特钢棒材快速收集的冷床控制方法,其特征是,所述末端收集装置(5)两侧检测测温点检测到圆钢温度ti2,末端收集装置(5)的钢种设定快速步进温度t1。
5.根据权利要求1所述的用于大规格优特钢棒材快速收集的冷床控制方法,其特征是,所述中段收集装置(3)和末端收集装置(5)都包括动梁和定梁;所述中段收集装置(3)的动梁和定梁都为齿条式,动齿与定齿齿尖在最低位位置相差50mm;所述末端收集装置(5)的定梁为平板无齿,动梁为齿条梁。
6.根据权利要求1-5所述的用于大规格优特钢棒材快速收集的冷床控制方法,其特征是,大规格优特钢棒材快速收集的操作包括如下步骤:
技术总结
本发明涉及冷床控制方法技术领域,尤其是一种用于大规格优特钢棒材快速收集的冷床控制方法,包括将大规格优特钢棒材快速收集分别通过前段上冷床、中段矫直、中段快速收集、末端校直后在完成末端快速收集。结合大规格棒材经过热锯后,合金棒材可能产生的弯曲经过冷床错齿矫直后,圆钢直度提升,经过滚动向前后,直度满足标准要求,合金钢生产时,可以满足多种状态的冷却条件。减少离线矫直成本。
技术研发人员:戴霖,周仕姣,葛卫群,陆伟,王飞鹏,王钢,殷开凯
受保护的技术使用者:常州东方特钢有限公司
技术研发日:
技术公布日:2024/9/29
- 还没有人留言评论。精彩留言会获得点赞!