一种短天线针脚焊接折弯设备的制作方法
本发明涉及电子产品焊接设备,特别涉及一种短天线针脚焊接折弯设备。
背景技术:
1、天线棒为常用的电子产品,其主要包括棒体、缠绕于所述棒体上的线圈、设置于所述棒体上的针脚,所述针脚通过焊接方式与线圈接头连接。同时针脚使用时需要处于弯折状态,如生产时奖罚针脚处于弯折状态时,易导致针脚末端意外蘸锡,同时针脚在焊接过程中会出现变形。
技术实现思路
1、针对现有技术的不足,本发明的目的是提供一种短天线针脚焊接折弯设备。
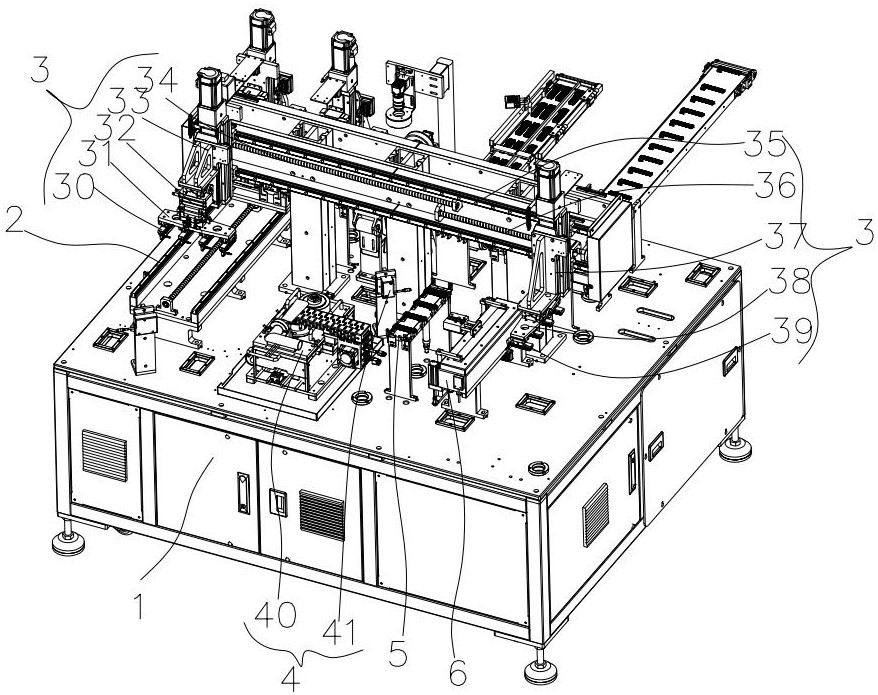
2、本发明解决其技术问题所采用的技术方案是:一种短天线针脚焊接折弯设备,包括:
3、机架;
4、焊接组件,其设置于所述机架上,用于对短天线的焊点进行焊接;
5、折弯移载组件,其设置于所述机架上,用接纳焊接后的短天线,并对所述短天线的针脚折弯;
6、焊接移载组件,其设置于所述机架上,其用于将短天线依次移动到焊接组件和所述折弯移载组件上;
7、所述折弯移载组件包括设置于所述机架上的移动模组、设置于所述移动模组上的移动台、设置于所述移动台上的折弯组件;
8、所述折弯组件包括设置于所述移动台上的短天线定位件、设置于所述短天线定位件上的折弯模、设置于所述移动台上的折弯推动件、设置于所述折弯推动件上的折弯头,在所述折弯推动件的驱动下所述折弯模与所述折弯头相对移动且对所述针脚形成折弯力。
9、作为本设计的进一步改进,所述移动台上设有针脚定夹气缸,所述折弯模设置于所述针脚定夹气缸上的气缸杆上,所述短天线定位件上设有定位爪,所述定位爪位于所述折弯模头部的行程终点并与所述折弯模头部夹持所述针脚折弯根部。
10、作为本设计的进一步改进,所述折弯头包括与所述移动台滑动连接的折弯滑座、与所述折弯滑座摆动连接的折弯摆臂、连接所述折弯滑座与所述折弯摆臂的浮动组件、设置于所述折弯摆臂头部的折弯体,所述浮动组件用于根据所述折弯体行程位置调整所述折弯摆臂的摆动角度。
11、作为本设计的进一步改进,所述折弯体为与所述折弯摆臂转动连接的滚轮,所述滚轮的轮面与所述折弯模的折弯面形成折弯腔室,所述折弯模的折弯面头部与所述折弯体的运动轨迹距离小于所述折弯模的折弯面尾部与所述折弯体的运动轨迹距离。
12、作为本设计的进一步改进,所述浮动组件包括设置于所述折弯滑座上的复位弹簧、设置于所述折弯滑座上的折弯气缸,所述折弯气缸用于驱动所述折弯体向所述折弯面压紧,所述复位弹簧用于驱动所述折弯体背离所述折弯面移动。
13、作为本设计的进一步改进,还包括:
14、助焊剂涂覆组件,其设置于所述机架上且位于所述焊接移载组件的有效工位范围内,其包括设置于所述机架上的助焊剂仓、设置于所述助焊剂仓顶部开口的盖板、设置于所述助焊剂仓内的助焊剂槽、驱动所述助焊剂槽升降的助焊剂升降驱动机构;
15、助焊剂烘干组件,其设置于所述助焊剂涂覆组件与所述焊接组件之间的所述机架上,其包括设置于所述机架上的烘干架、设置于所述烘干架上的烘干台、设置于所述烘干台上的短天线定位架、设置于所述烘干台上的热风枪;
16、作为本设计的进一步改进,所述焊接移载组件包括设置于所述机架上的焊接移载架、设置于所述焊接移载架上的焊接水平直线模组、设置于所述焊接水平直线模组上的焊接升降直线模组、设置于输送焊接升降直线模组上的焊接水平旋转模组、设置于所述焊接水平旋转模组上的焊接夹爪座、线性排列于所述焊接夹爪座上的焊接夹爪气缸、设置于所述焊接移载架上的助焊剂直线模组、设置于所述助焊剂直线模组上的助焊剂升降模组、设置于所述助焊剂升降模组上的助焊剂夹爪座、线性排列于所述助焊剂夹爪座上的助焊剂夹爪气缸。
17、作为本设计的进一步改进,还包括:
18、焊点清洁组件,其包括设置于所述机架上的清洁架、设置于所述清洁架上的短天线清洁毛刷;
19、清洁平移组件,其包括清洁下料架、设置于所述清洁下料架上的清洁直线模组、设置于所述清洁直线模组上的清洁升降模组、设置于所述清洁升降模组上的清洁夹爪座、线性排列于所述清洁夹爪座上的清洁气缸夹爪。
20、作为本设计的进一步改进,还包括:
21、不良品输送带,其设置于所述机架上;
22、合格品输送带,其设置于所述机架上;
23、质量检测组件,其包括设置于所述机架上的ccd相机检测组件,所述短天线的焊接和针脚完全暴露于所述ccd相机检测组件有效检测视野内;
24、下料平移组件,其包括设置于所述清洁下料架上的下料直线模组、设置于所述下料直线模组上的下料升降模组、设置于所述下料升降模组上的下料旋转气缸、设置于所述下料旋转气缸上的下料夹爪座、线性排列于所述下料夹爪座上的下料夹爪气缸、设置于所述清洁架上的中继定位件。
25、作为本设计的进一步改进,所述焊接组件包括设置于所述机架上的波峰锡炉、设置于所述机架上用于检测所述波峰锡炉的锡液高度的激光传感器。
26、本发明的有益效果是:本发明通过焊接移载组件和焊接组件配合预先对焊点进行焊接,然后再通过折弯移载组件接驳焊接后的短天线并对短天线的针脚进行焊接,全程实现自动化,实现先焊接后折弯保证针脚质量;短天线的针脚在折弯移载组件移载过程中就被折弯,进一步提高生产效率。
技术特征:
1.一种短天线焊接折弯设备,其特征在于,包括:
2.根据权利要求1所述的一种短天线焊接折弯设备,其特征是,所述移动台上设有针脚定夹气缸,所述折弯模设置于所述针脚定夹气缸上的气缸杆上,所述短天线定位件上设有定位爪,所述定位爪位于所述折弯模头部的行程终点并与所述折弯模头部夹持所述针脚折弯根部。
3.根据权利要求2所述的一种短天线焊接折弯设备,其特征是,所述折弯头包括与所述移动台滑动连接的折弯滑座、与所述折弯滑座摆动连接的折弯摆臂、连接所述折弯滑座与所述折弯摆臂的浮动组件、设置于所述折弯摆臂头部的折弯体,所述浮动组件用于根据所述折弯体行程位置调整所述折弯摆臂的摆动角度。
4.根据权利要求3所述的一种短天线焊接折弯设备,其特征是,所述折弯体为与所述折弯摆臂转动连接的滚轮,所述滚轮的轮面与所述折弯模的折弯面形成折弯腔室,所述折弯模的折弯面头部与所述折弯体的运动轨迹距离小于所述折弯模的折弯面尾部与所述折弯体的运动轨迹距离。
5.根据权利要求4所述的一种短天线焊接折弯设备,其特征是,所述浮动组件包括设置于所述折弯滑座上的复位弹簧、设置于所述折弯滑座上的折弯气缸,所述折弯气缸用于驱动所述折弯体向所述折弯面压紧,所述复位弹簧用于驱动所述折弯体背离所述折弯面移动。
6.根据权利要求1所述的一种短天线焊接折弯设备,其特征是,还包括:
7.根据权利要求6所述的一种短天线焊接折弯设备,其特征是,所述焊接移载组件包括设置于所述机架上的焊接移载架、设置于所述焊接移载架上的焊接水平直线模组、设置于所述焊接水平直线模组上的焊接升降直线模组、设置于输送焊接升降直线模组上的焊接水平旋转模组、设置于所述焊接水平旋转模组上的焊接夹爪座、线性排列于所述焊接夹爪座上的焊接夹爪气缸、设置于所述焊接移载架上的助焊剂直线模组、设置于所述助焊剂直线模组上的助焊剂升降模组、设置于所述助焊剂升降模组上的助焊剂夹爪座、线性排列于所述助焊剂夹爪座上的助焊剂夹爪气缸。
8.根据权利要求1所述的一种短天线焊接折弯设备,其特征是,还包括:
9.根据权利要求8所述的一种短天线焊接折弯设备,其特征是,还包括:
10.根据权利要求1-9任一项所述的一种短天线焊接折弯设备,其特征是,所述焊接组件包括设置于所述机架上的波峰锡炉、设置于所述机架上用于检测所述波峰锡炉的锡液高度的激光传感器。
技术总结
本发明涉及一种短天线针脚焊接折弯设备,包括:机架;焊接组件,用于对短天线的焊点进行焊接;折弯移载组件,用接纳焊接后的短天线,并对短天线的针脚折弯;焊接移载组件,其用于将短天线依次移动到焊接组件和折弯移载组件上;折弯移载组件包括移动模组、移动台、折弯组件;折弯组件包括短天线定位件、折弯模、折弯推动件、折弯头,在折弯推动件的驱动下折弯模与折弯头对针脚形成折弯力。本发明通过焊接移载组件和焊接组件配合预先对焊点进行焊接,然后再通过折弯移载组件接驳焊接后的短天线并对短天线的针脚进行焊接,全程实现自动化,实现先焊接后折弯保证针脚质量;短天线的针脚在折弯移载组件移载过程中就被折弯,进一步提高生产效率。
技术研发人员:徐光伟,罗勋
受保护的技术使用者:苏州恊合自动化科技有限公司
技术研发日:
技术公布日:2024/10/24
- 还没有人留言评论。精彩留言会获得点赞!