一种浸渍产品生产用直筒型金属手模的制造方法与流程
本申请涉及手模生产工艺的,尤其是涉及一种浸渍产品生产用直筒型金属手模的制造方法。
背景技术:
1、目前不锈钢金属手模的产品尺寸精度稳定,导热良好,耐腐蚀,板材能做到各种厚度,其这些特点刚好适应乳胶、硅胶、pvc、丁腈等手套类生产的要求,不锈钢金属手模具有大规模生产、加工成本低、生产效率高、轻薄、高刚度和高导热、耐腐蚀、耐高温抗氧化、抗震性能好、寿命长、维修量小、操作简便、利润空间大的要求。
2、不锈钢金属手模分为手掌部、腕筒部和底座部,腕筒部是连接手掌部和底座部的中间部分,腕筒部与手掌部之间通过焊接连接,底座部与腕筒部之间通过焊接连接。现有的不锈钢金属手模存在如下问题,手掌部与腕筒部的焊接部位呈椭圆形,而腕筒部上部呈圆形,这样手掌部直接与腕筒部进行焊接时,两者不能很好拼接并焊接,并且在焊接后容易存在段差和波痕等缺陷,造成不锈钢金属手模的生产质量降低,因此存在一定的改进之处。
技术实现思路
1、为了提高生产质量,本申请提供一种浸渍产品生产用直筒型金属手模的制造方法。
2、本申请提供的一种浸渍产品生产用直筒型金属手模的制造方法采用如下的技术方案:
3、一种浸渍产品生产用直筒型金属手模的制造方法,包括如下步骤:
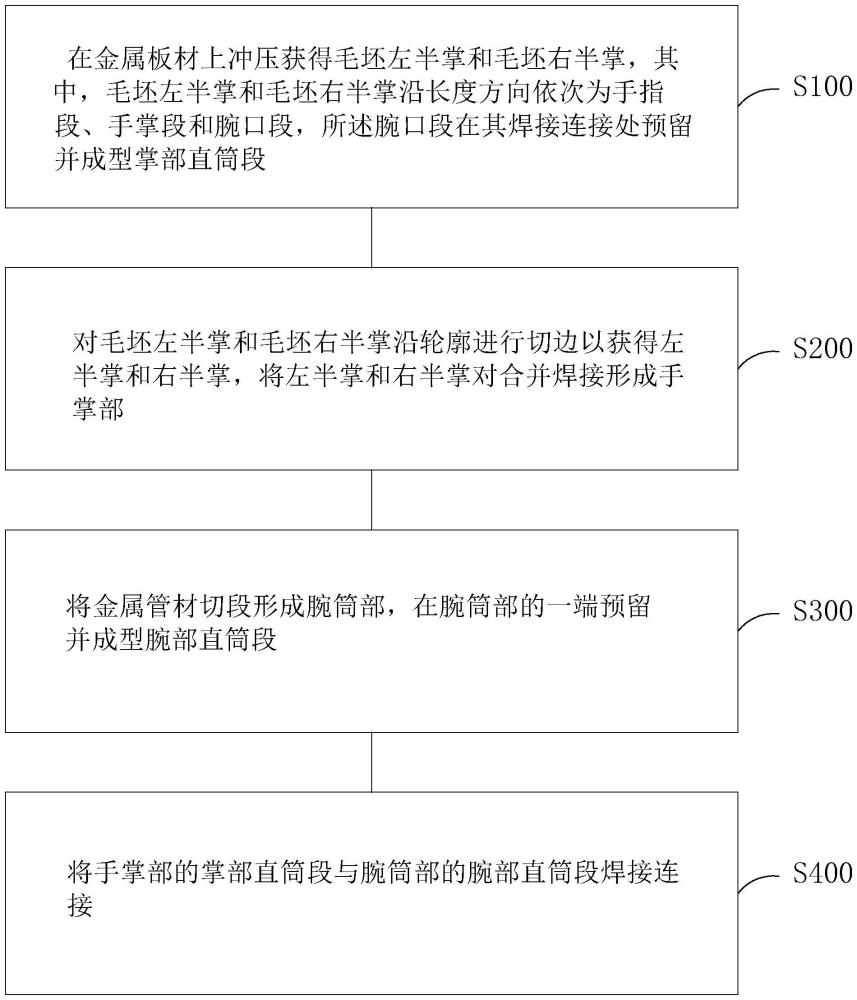
4、在金属板材上冲压获得毛坯左半掌和毛坯右半掌,其中,毛坯左半掌和毛坯右半掌沿长度方向依次为手指段、手掌段和腕口段,所述腕口段在其焊接连接处预留并成型掌部直筒段;对毛坯左半掌和毛坯右半掌沿轮廓进行切边以获得左半掌和右半掌,将左半掌和右半掌对合并焊接形成手掌部;
5、将金属管材切段形成腕筒部,在腕筒部的一端预留并成型腕部直筒段;
6、将手掌部的掌部直筒段与腕筒部的腕部直筒段焊接连接。
7、优选的,所述掌部直筒段和所述腕部直筒段的长度为5mm。
8、优选的,在金属板材上冲压获得毛坯左半掌和毛坯右半掌中,金属板材的侧边边沿在冲压中弯折并形成毛坯左半掌和毛坯右半掌腕口段开口处的折边。
9、优选的,对毛坯左半掌和毛坯右半掌沿轮廓进行切边以获得左半掌和右半掌,将左半掌和右半掌对合并焊接形成手掌部,包括如下步骤:
10、对毛坯左半掌和毛坯右半掌沿轮廓进行切边以获得左半掌和右半掌中,保留毛坯左半掌和毛坯右半掌上的折边;
11、将左半掌和右半掌对合并焊接形成手掌部;
12、将手掌部腕口段开口处的折边进行修圆切除。
13、优选的,所述折边的宽度在5mm-10mm之间。
14、优选的,将手掌部的掌部直筒段与腕筒部的腕部直筒段焊接连接中,通过激光焊接设备进行焊接;
15、所述激光焊接设备包括机架、设置在机架上的工作台、设置在工作台上的手模定位机构、以及设置在工作台上且位于手模定位机构一侧的焊接枪;
16、所述手模定位机构包括转动安装在所述工作台上的旋转轴、以及设置在工作台上以用于驱使所述旋转轴转动的驱动机构,所述旋转轴上设置有定位盘,所述定位盘的中心竖直固定有定位治具,所述定位治具上固定有内张紧部,所述定位治具外套接有脱料板,所述脱料板置于所述定位盘上,所述定位治具外套接有定位套,所述定位套置于所述脱料板上,所述定位套用于供腕筒部套接安装,所述内张紧部用于供手掌部套接安装,所述工作台上设置有用于驱使所述内张紧部动作以固定手掌部的伸缩驱动部;
17、所述焊接枪的枪口朝向腕筒部与手掌部的拼接位置处。
18、优选的,所述内张紧部包括内张紧套,所述内张紧套的一端固定在所述定位治具上,所述内张紧套的另一端开设有若干张紧槽,若干所述张紧槽沿所述内张紧套的周向方向等间距分布,所述张紧槽的长度方向沿所述内张紧套的轴向方向延伸,所述内张紧套的另一端通过若干张紧槽分隔形成若干张紧块,每个张紧块的外壁面上具有向外凸起的张紧凸面;所述伸缩驱动部用于驱使每个所述张紧块沿径向向外膨胀。
19、优选的,所述伸缩驱动部包括拉杆和张紧杆,所述拉杆穿设在所述旋转轴、所述定位治具和所述内张紧套的轴向中心线上,所述张紧杆固定在所述拉杆的端部,所述内张紧套的另一端围绕其中心开设有第一张紧锥面,所述张紧杆的端部具有与所述第一张紧锥面配合的第二张紧锥面;
20、所述机架在下方设置有用于驱使所述拉杆伸缩的伸缩驱动构件。
21、优选的,所述工作台上设置有支撑架,所述支撑架在所述手模定位机构的上方设置有用于压紧手掌部的下压机构,所述支撑架在所述手模定位机构的一侧设置有用于压紧手掌部和腕筒部的外限位机构。
22、优选的,所述外限位机构包括两个固定设置在所述支撑架上的限位气缸,两个限位气缸对称设置在所述手模定位机构的两侧,所述限位气缸的输出杆上安装有限位板,所述限位板上转动安装有两个限位轮,两个所述限位轮并排间隔设置,两个所述限位轮的轮面抵触在腕筒部与手掌部的拼接缝位置处。
23、综上所述,本申请包括以下至少一种有益技术效果:
24、1、本申请通过掌部直筒段和腕部直筒段进行焊接连接,能够解决手掌部与腕筒部之间的焊接段差的问题,同时保证手掌部与腕筒部焊接时的真圆度,以有效提高生产质量。
25、2、本申请通过掌部直筒段和腕部直筒段的设置,能够有效适应手掌部和腕筒部长度的误差,掌部直筒段和腕部直筒段上下微移动均能够适应,从而保证手掌部和腕筒部焊接缝的质量。
26、3、本申请中腕筒部通过金属管材切段形成,不需要对金属管材额外进行胀管,从而提高了成品率,降低了生产难度以及提高了生产效率。
技术特征:
1.一种浸渍产品生产用直筒型金属手模的制造方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种浸渍产品生产用直筒型金属手模的制造方法,其特征在于,所述掌部直筒段(170)和所述腕部直筒段(180)的长度为5mm。
3.根据权利要求1所述的一种浸渍产品生产用直筒型金属手模的制造方法,其特征在于,在金属板材(120)上冲压获得毛坯左半掌和毛坯右半掌中,金属板材(120)的侧边边沿在冲压中弯折并形成毛坯左半掌和毛坯右半掌腕口段开口处的折边(130)。
4.根据权利要求3所述的一种浸渍产品生产用直筒型金属手模的制造方法,其特征在于,对毛坯左半掌和毛坯右半掌沿轮廓进行切边以获得左半掌和右半掌,将左半掌和右半掌对合并焊接形成手掌部(140),包括如下步骤:
5.根据权利要求3所述的一种浸渍产品生产用直筒型金属手模的制造方法,其特征在于,所述折边(130)的宽度在5mm-10mm之间。
6.根据权利要求1所述的一种浸渍产品生产用直筒型金属手模的制造方法,其特征在于,将手掌部(140)的掌部直筒段(170)与腕筒部(150)的腕部直筒段(180)焊接连接中,通过激光焊接设备进行焊接;
7.根据权利要求6所述的一种浸渍产品生产用直筒型金属手模的制造方法,其特征在于,所述内张紧部(35)包括内张紧套(351),所述内张紧套(351)的一端固定在所述定位治具(34)
8.根据权利要求7所述的一种浸渍产品生产用直筒型金属手模的制造方法,其特征在于,所述伸缩驱动部(38)包括拉杆(381)和张紧杆(382),所述拉杆(381)穿设在所述旋转轴(31)、所述定位治具(34)和所述内张紧套(351)的轴向中心线上,所述张紧杆(382)固定在所述拉杆(381)的端部,所述内张紧套(351)的另一端围绕其中心开设有第一张紧锥面(383),所述张紧杆(382)的端部具有与所述第一张紧锥面(383)配合的第二张紧锥面(384);
9.根据权利要求6所述的一种浸渍产品生产用直筒型金属手模的制造方法,其特征在于,所述工作台(2)上设置有支撑架(7),所述支撑架(7)在所述手模定位机构(3)的上方设置有用于压紧手掌部(140)的下压机构(8),所述支撑架(7)在所述手模定位机构(3)的一侧设置有用于压紧手掌部(140)和腕筒部(150)的外限位机构(9)。
10.根据权利要求9所述的一种浸渍产品生产用直筒型金属手模的制造方法,其特征在于,所述外限位机构(9)包括两个固定设置在所述支撑架(7)上的限位气缸(91),两个限位气缸(91)对称设置在所述手模定位机构(3)的两侧,所述限位气缸(91)的输出杆上安装有限位板(92),所述限位板(92)上转动安装有两个限位轮(93),两个所述限位轮(93)并排间隔设置,两个所述限位轮(93)的轮面抵触在腕筒部(150)与手掌部(140)的拼接缝位置处。
技术总结
本申请涉及一种浸渍产品生产用直筒型金属手模的制造方法,包括如下步骤:在金属板材上冲压获得毛坯左半掌和毛坯右半掌,其中,毛坯左半掌和毛坯右半掌沿长度方向依次为手指段、手掌段和腕口段,所述腕口段在其焊接连接处预留并成型掌部直筒段;对毛坯左半掌和毛坯右半掌沿轮廓进行切边以获得左半掌和右半掌,将左半掌和右半掌对合并焊接形成手掌部;将金属管材切段形成腕筒部,在腕筒部的一端预留并成型腕部直筒段;将手掌部的掌部直筒段与腕筒部的腕部直筒段焊接连接。本申请通过掌部直筒段和腕部直筒段进行焊接连接,能够解决手掌部与腕筒部之间的焊接段差的问题,同时保证手掌部与腕筒部焊接时的真圆度,以有效提高生产质量。
技术研发人员:贺平,张成浩,李强,朱士剑,李赛,廖胜彪,柯瑶群
受保护的技术使用者:台州市真浩科技有限公司
技术研发日:
技术公布日:2024/11/18
- 还没有人留言评论。精彩留言会获得点赞!