矫直辊扭矩检测预警系统及方法与流程
本发明涉及矫直辊扭矩检测,尤其涉及一种矫直辊扭矩检测预警系统及方法。
背景技术:
1、矫直机是对金属型材、棒材、管材、线材等进行矫直的设备。矫直机通过矫直辊对棒材,板材等进行挤压使其改变直线度。矫直机中矫直辊是对金属棒材、管材、线材等进行矫直的关键部件。在对材料进行矫直时,通过旋转的方式进行挤压使其改变直线度,达到矫直的目的。
2、扭矩是旋转动力机械的重要性能参数之一,直接反映了旋转机械输出功率参数,同时对旋转机械安全运行起着至关重要的作用。若检测出机械轴出现过载情况,易造成传动轴变形、断裂,轻则宕机,重则引起安全事故。
3、目前矫直辊的健康状态是靠人工进行观察和测量,因在矫直过程中扭矩产生的变形并不能直接观测,也不能真实的反应矫直辊的精度和健康使用状态,更多时候矫直辊已经严重变形至肉眼明显可见或损坏才被发现,此时已经无法进行校正和维修,只能进行更换,不能有效的对矫直辊进行保护,同时也对矫直的材料的精度无法掌控,矫直误差大,更换成本高,更换周期长,影响矫直效率。
技术实现思路
1、为解决上述现有技术中存在的部分或全部技术问题,本发明提供一种矫直辊扭矩检测预警系统及方法,能对矫直辊的精度和健康使用状况进行监测,使得矫直辊在损坏之前进行报警。
2、本发明的技术方案如下:
3、一方面,本发明提供了一种矫直辊扭矩检测预警系统,包括:
4、应变测量元件,所述应变测量元件用于检测被测矫直辊的扭转应力;
5、接收处理模块,所述接收处理模块用于接收所述应变测量元件所检测的扭转应力,对扭转应力的应变值进行计算,并将所计算的结果无线传输至外部计算处理单元,以使所述外部计算处理单元得出被测矫直辊的扭矩数据并与被测矫直辊的设计扭矩进行比较、以及将比较后的结果传输至所述接收处理模块,所述接收处理模块根据所传输的比较结果进行选择性报警;
6、在使用时,所述应变测量元件和所述接收处理模块按照预设角度粘贴于被测矫直辊上。
7、进一步地,在上述矫直辊扭矩检测预警系统中,所述应变测量元件包括应变片。
8、进一步地,在上述矫直辊扭矩检测预警系统中,所述应变测量元件的数量包括一个或多个。
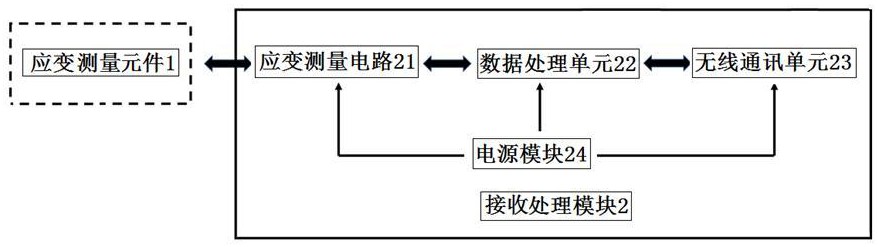
9、进一步地,在上述矫直辊扭矩检测预警系统中,所述接收处理模块包括应变测量电路、数据处理单元、无线通讯单元、电源模块和电源模块,其中:
10、所述应变测量电路用于接收所述应变测量元件测量的扭转应力;
11、所述数据处理单元与所述应变测量电路电连接,用于对接收的扭转应力的应变值进行计算;
12、所述无线通讯单元与所述数据处理单元无线连接,用于无线传输所计算的应变值至所述外部计算处理单元进行扭矩的计算和比较,并接收和传输所述外部计算处理单元反馈的计算和比较结果至所述数据处理单元;
13、所述电源模块用于给所述应变测量电路、所述数据处理单元和所述无线通讯单元供电;
14、所述预警设备,所述预警设备与所述数据处理单元电连接,用于根据所述无线通讯单元接收和传输的比较结果在所述数据处理单元的控制下进行报警。
15、进一步地,在上述矫直辊扭矩检测预警系统中,所述预设角度包括被测矫直辊沿轴线的45°方向或135°方向。
16、另一方面,本发明还提供了一种矫直辊扭矩检测预警方法,包括:
17、获取被测矫直辊的扭转应力;
18、计算扭转应力的应变值;
19、根据所计算的应变值的大小计算被测矫直辊的实际扭矩;
20、比较实际扭矩与设计扭矩的大小;
21、根据比较结果对被测矫直辊进行预警或持续检测。
22、进一步地,在上述矫直辊扭矩检测预警方法中,扭转应力的应变值的大小通过以下公式计算获得:
23、;
24、式中:表示扭转应力的应变值,表示剪切弹性模量,表示被测矫直辊的外径,表示被测矫直辊的内径,表示被测矫直辊所受的转矩,表示圆周率。
25、进一步地,在上述矫直辊扭矩检测预警方法中,采用应变片获取被测矫直辊的扭转应力。
26、本发明技术方案的主要优点如下:
27、本发明的矫直辊扭矩检测预警系统通过应变测量元件测量被测矫直辊的扭转力,并通过接收处理模块的接收和处理,将所测量的扭转力转化计算为扭矩,通过将计算的扭矩与设计扭矩进行比较,根据比较的结果进行报警,能够对矫直辊的精度和健康使用状况进行监测,使得矫直辊在损坏之前进行报警。
技术特征:
1.一种矫直辊扭矩检测预警系统,其特征在于,包括:
2.根据权利要求1所述的矫直辊扭矩检测预警系统,其特征在于,所述应变测量元件包括应变片。
3.根据权利要求1或2任一项所述的矫直辊扭矩检测预警系统,其特征在于,所述应变测量元件的数量包括一个或多个。
4.根据权利要求1所述的矫直辊扭矩检测预警系统,其特征在于,所述接收处理模块包括应变测量电路、数据处理单元、无线通讯单元、电源模块和预警设备,其中:
5.根据权利要求1所述的矫直辊扭矩检测预警系统,其特征在于,所述预设角度包括被测矫直辊沿轴线的45°方向或135°方向。
6.一种矫直辊扭矩检测预警方法,其特征在于,包括:
7.根据权利要求6所述的矫直辊扭矩检测预警方法,其特征在于,扭转应力的应变值通过以下公式计算获得:
8.根据权利要求6所述的矫直辊扭矩检测预警方法,其特征在于,采用应变片获取被测矫直辊的扭转应力。
技术总结
本发明公开了一种矫直辊扭矩检测预警系统及方法,涉及矫直辊检测领域,该系统包括:应变测量元件,应变测量元件用于检测被测矫直辊的扭转应力;接收处理模块,接收处理模块用于接收应变测量元件所检测的扭转应力,对所检测的扭转应力的应变值进行计算,并将所计算的结果无线传输至外部计算处理单元,得出被测矫直辊的扭矩数据并与被测矫直辊的设计扭矩进行比较,将比较后的结果传输至接收处理模块,接收处理模块根据所传输的比较结果进行选择性报警;在使用时,应变测量元件和接收处理模块按照预设角度粘贴于被测矫直辊上进行矫直辊的扭矩检测。通过本发明的系统及方法,能对矫直辊的精度和健康使用状况进行监测,使得矫直辊在损坏之前进行报警。
技术研发人员:秦捷,闫文秀,王鑫,陈晋峰,聂海雄,石媚杰,葛剑鸿
受保护的技术使用者:太原重工股份有限公司
技术研发日:
技术公布日:2024/9/5
- 还没有人留言评论。精彩留言会获得点赞!