一种精密螺栓模具成型压制工装的制作方法
本发明属于螺栓生产加工,更具体地说,特别涉及一种精密螺栓模具成型压制工装。
背景技术:
1、螺栓模具成型压制工装是一种专门用于生产螺栓的工装设备,它通过冷镦或热镦等工艺,将金属材料在模具内压制成螺栓的特定形状和尺寸,通过压力机的作用,使金属坯料在模具型腔内成型,从而制造出具有一定规格和形状的螺栓,螺栓模具成型压制工装的操作流程通常包括坯料的预热、放入模具、压力机压制成型、卸压开模、取出预制坯、螺纹加工以及最终的热处理和表面处理等步骤,通过这些工艺流程,可以生产出具有高强度和良好塑性的螺栓产品。
2、但常见的螺栓模具在成型压制过程中仍存在以下缺点:
3、1、螺栓模具限位孔洞固定,每次更换不同尺寸的螺栓生产时,可能需要额外的时间和劳动力来调整工装,导致生产效率下降,难以快速固定不同直径或尺寸的螺栓生产,限制了生产线的多样性和灵活性。
4、2、螺栓模具大多通过螺丝进行固定,拆卸和安装需要耗费更多的时间,模具的不易拆卸会增加日常维护和清洁的难度,可能导致模具磨损或损坏,每次更换模具都需要停机,不易拆卸的模具延长了停机时间,减少了设备的有效运行时间。
5、于是,有鉴于此,针对现有的结构及缺失予以研究改良,提供一种精密螺栓模具成型压制工装,以期达到更具有更加实用价值性的目的。
技术实现思路
1、为了解决上述技术问题,本发明提供一种精密螺栓模具成型压制工装,以解决上述的问题。
2、一种精密螺栓模具成型压制工装,包括机架,所述机架上方设置有压力机,所述压力机下方设置有连接板,所述连接板下表面固定连接有支撑板,所述支撑板下表面设置有上模具,所述压力机下表面固定连接有连接轴,所述机架上表面开设有卡槽一,所述卡槽一内设置有下模具,所述下模具下表面固定连接有连接块,所述下模具内转动连接有两个连接杆,两个所述连接杆表面均固定连接有一组限位板,所述支撑板下表面固定连接有两个固定块,所述上模具表面设置有两个限位环,两个所述固定块下表面均开设有限位槽二,两个所述限位槽二内壁开设有限位槽三,两个所述限位槽三内均活动卡接有限位块,两个所述限位槽三内壁均开设有环形槽,两个所述环形槽内均转动连接有螺杆,所述连接块下表面固定连接有两个电机,两个所述电机输出轴分别与两个连接杆固定连接。
3、优选的,所述连接块下表面固定连接有连接柱,所述连接柱上表面开设有圆槽一,所述圆槽一内活动套接有圆柱,所述圆柱表面固定连接有格挡环,所述圆柱下表面固定连接有弹簧,所述弹簧与圆槽一固定连接,所述连接块上表面贯穿开设有圆槽二,所述圆槽二与圆柱活动套接,所述下模具表面固定连接有两个连接条,两个所述连接条表面均设置有两个固定螺栓一,两对所述固定螺栓一均与机架螺纹套接。
4、优选的,所述连接柱表面固定连接有两个支撑块,所述下模具上表面固定连接有固定环,两个所述支撑块分别与两个连接条固定连接,所述下模具表面贯穿开设有一组卡槽二,两组所述限位板均设置在一组卡槽二内,所述上模具表面开设有环形槽,两个所述限位环表面分别设置有两个固定螺栓二,两个所述限位环均与环形槽活动卡接,所述限位环表面均固定连接有卡块一,两个所述卡块一分别与两个限位槽二活动卡接。
5、优选的,两个所述卡块一表面均开设有限位槽一,两个所述限位槽一分别与两个限位块活动卡接,两个所述限位块上表面均固定连接有卡块二,两个所述卡块二分别与两个螺杆螺纹套接。
6、与现有技术相比,本发明具有如下有益效果:
7、本发明中,在针对不同粗细的圆棒进行固定时,启动两个电机其输出轴将带动其上固定的连接杆一起相对转动,两个连接杆表面均固定有一组限位板,每个限位板表面均开设有一组大小不一的半圆槽,两组限位板相对的半圆槽对圆棒进行限位,适应不同粗细的圆棒,保证其在加工过程中的稳定性,不会轻易发生移动。
8、本发明中,当在进行成型压制时,首先将原材料进行切割、热处理等预处理工作,预处理完成后,将切割完后的圆棒放置在下模具内,此时启动气缸带动压力机向下冲压,压力机下方设置的上模具即对圆棒进行成型处理,成型完成后将圆棒取出,完成整体的成型压制处理,整体可调节的设计满足了使用需要,提高了整体的实用性。
9、本发明中,圆柱上固定的格挡环与连接块贴合,压缩了圆柱下方设置的弹簧,此时圆棒上端通过上模具进行冲压成型,冲压完成后,压力机通过气缸进行复位,而在其复位的过程中,圆柱通过弹簧的弹力也随之进行复位,圆柱在复位的过程中将推动成型的圆棒向上顶出,方便后续螺栓的脱模和拿取,不易出现卡模的情况,减少了人工干预。
10、本发明中,两个限位环通过固定螺栓二进行固定,重复操作另一侧的螺杆,当两侧限位打开后,上模具即可完成拆卸,此时根据需要更换至所需上模具,将其卡接在两个固定块内,通过转动螺杆带动卡块一进行限位固定,整体操作方便,上模具便于更换的设计使得生产线能够迅速适应不同规格螺栓的生产需求,可以减少更换过程中的停机时间,提高生产效率。
技术特征:
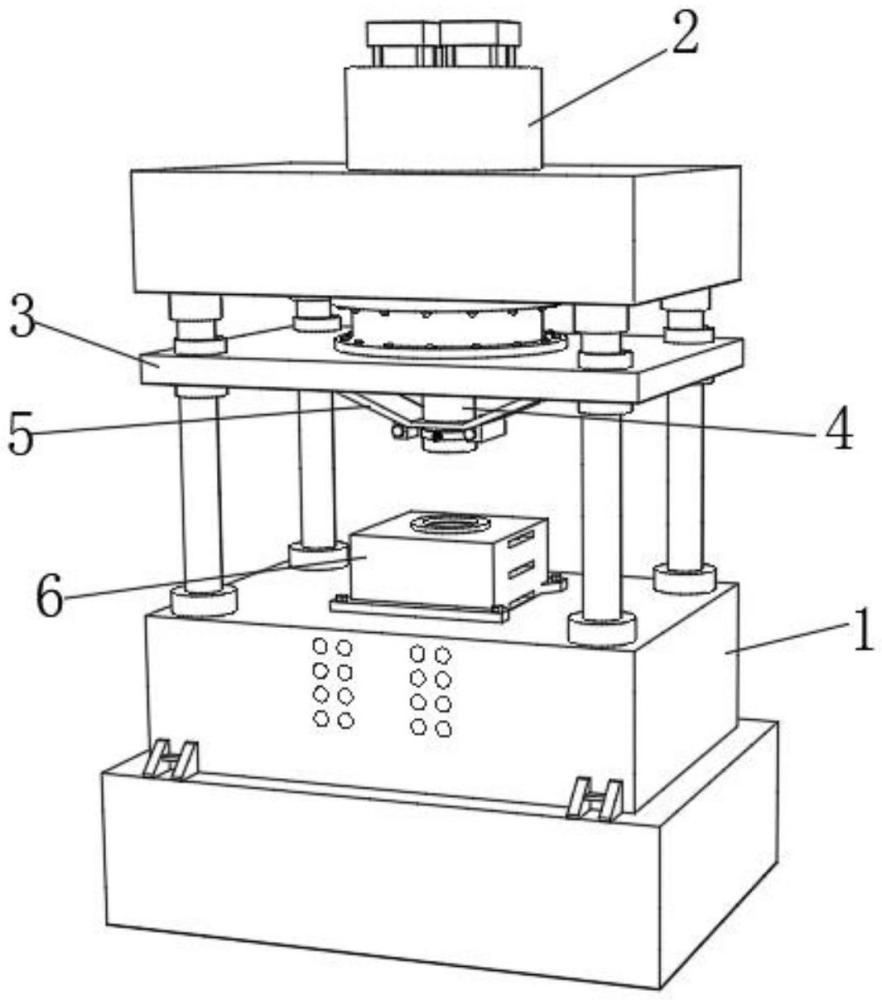
1.一种精密螺栓模具成型压制工装,包括机架(1),其特征在于:所述机架(1)上方设置有压力机(2),所述压力机(2)下方设置有连接板(3),所述连接板(3)下表面固定连接有支撑板(5),所述支撑板(5)下表面设置有上模具(25),所述压力机(2)下表面固定连接有连接轴(4),所述机架(1)上表面开设有卡槽一(7),所述卡槽一(7)内设置有下模具(6),所述下模具(6)下表面固定连接有连接块(10);
2.如权利要求1所述一种精密螺栓模具成型压制工装,其特征在于,所述连接块(10)下表面固定连接有两个电机(13);
3.如权利要求2所述一种精密螺栓模具成型压制工装,其特征在于,所述连接块(10)下表面固定连接有连接柱(14),所述连接柱(14)上表面开设有圆槽一(19),所述圆槽一(19)内活动套接有圆柱(17);
4.如权利要求3所述一种精密螺栓模具成型压制工装,其特征在于,所述圆柱(17)下表面固定连接有弹簧(22),所述弹簧(22)与圆槽一(19)固定连接;
5.如权利要求4所述一种精密螺栓模具成型压制工装,其特征在于,所述下模具(6)表面固定连接有两个连接条(8),两个所述连接条(8)表面均设置有两个固定螺栓一(11);
6.如权利要求5所述一种精密螺栓模具成型压制工装,其特征在于,所述连接柱(14)表面固定连接有两个支撑块(15),所述下模具(6)上表面固定连接有固定环(9);
7.如权利要求6所述一种精密螺栓模具成型压制工装,其特征在于,所述上模具(25)表面开设有环形槽(31),两个所述限位环(26)表面分别设置有两个固定螺栓二(27);
8.如权利要求7所述一种精密螺栓模具成型压制工装,其特征在于,所述限位环(26)表面均固定连接有卡块一(28);
9.如权利要求8所述一种精密螺栓模具成型压制工装,其特征在于,两个所述卡块一(28)表面均开设有限位槽一(29);
10.如权利要求9所述一种精密螺栓模具成型压制工装,其特征在于,两个所述限位块(33)上表面均固定连接有卡块二(34);
技术总结
本发明提供一种精密螺栓模具成型压制工装,涉及螺栓生产加工技术领域,包括机架,机架上方设置有压力机,压力机下方设置有连接板,连接板下表面固定连接有支撑板,支撑板下表面设置有上模具,压力机下表面固定连接有连接轴,机架上表面开设有卡槽一,卡槽一内设置有下模具,下模具下表面固定连接有连接块,当在进行成型压制时,首先将原材料进行切割、热处理等预处理工作,预处理完成后,将切割完后的圆棒放置在下模具内,此时启动气缸带动压力机向下冲压,压力机下方设置的上模具即对圆棒进行成型处理,成型完成后将圆棒取出,完成整体的成型压制处理,在针对不同粗细的圆棒进行固定。
技术研发人员:汤斌杰,陈卫东,雷雄杰,李刚
受保护的技术使用者:上海东风汽车专用件有限公司
技术研发日:
技术公布日:2024/10/10
- 还没有人留言评论。精彩留言会获得点赞!