一种内冷却钨极的制作方法
本发明涉及焊接,尤其涉及一种内冷却钨极的制作方法。
背景技术:
1、焊接是金属材料成型的基本技术之一。作为一种实现材料永久性连接的方法,被广泛地应用于机械制造、石油化工、石及天然气管道、桥梁、船舶、建筑、动力工程、交通车辆、航空航天等各个工业部门,已成为现代机械制造工业中不可缺少的加工工艺方法。而钨极作为焊接的主要材料,在焊接领域应用十分广泛,钨极在焊接领域的应用主要体现在其高熔点、良好的电导性能和热传导性能上,这使得钨极成为焊接过程中可靠的电弧和能量传导材料。
2、而在现有的技术下所制造出的钨极,在使用过程中电流达到一定的程度,就会因为所产生的电流焦耳热过高,使钨极在焊接过程中发生融化,从而无法观测出我们所推理的完整的弧焊电源外特性曲线,也无法实现一些电流过大的钨极焊接作业。
技术实现思路
1、本发明要解决的问题是针对上述现有技术的不足,提供一种内冷却钨极的制作方法,以解决现有钨极在通过大电流时因电流焦耳热过高而融化无法进行实验及焊接作业的问题。
2、本发明的技术方案为:
3、一种内冷却钨极的制作方法,包括以下步骤:
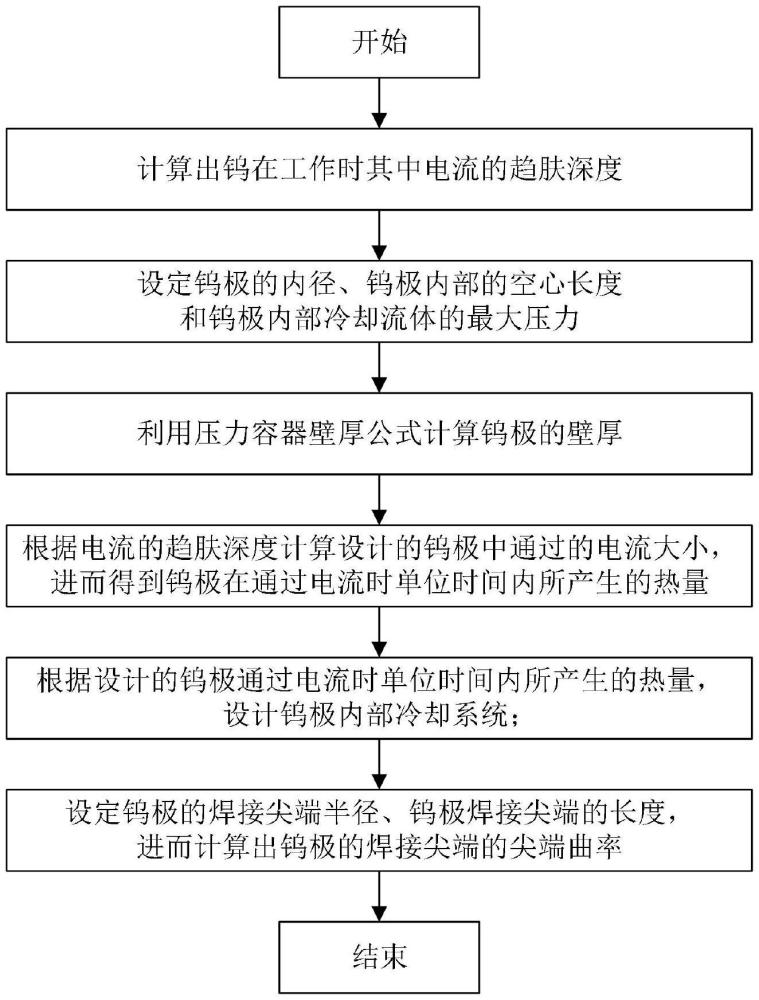
4、步骤1:根据电流趋肤深度公式,计算出钨极在工作时其中电流的趋肤深度;
5、步骤2:设定钨极的内径、钨极内部的空心长度和钨极内部冷却流体的最大压力;
6、步骤3:根据钨极的内径和钨极内部冷却流体的最大压力,利用压力容器壁厚公式计算钨极的壁厚;
7、步骤4:根据钨在工作时其中电流的趋肤深度设计钨极中通过的电流大小,进而得到钨极在通过电流时单位时间内所产生的热量;
8、具体为:首先计算钨极在接通电源时所通过的电流大小,然后利用热量公式计算得到钨极在通过电流时单位时间内所产生的热量;
9、钨极在接通电源时所通过的电流大小的计算公式为:
10、
11、其中,i为钨极中电流的大小;n为钨极中自由电子的数量;ρ为钨极的密度;s为电流通过的钨极的截面积;v为电子在钨极内的移动速度;e为一个电子所带的电荷量;na为阿伏伽德罗常数;m为摩尔质量;
12、所述电流通过的导体的截面积为:
13、
14、其中,d=r+2δ为钨极的外径,δ钨极的壁厚,r为钨极的内径;
15、步骤5根据钨极通过电流时单位时间内所产生的热量,设计钨极内部冷却系统;步骤5.1:选择在流通时带走钨极通过电流时单位时间内所产生的热量的冷却流体作为钨极内部冷却系统的冷却流体;
16、冷却流体的导热量为:
17、
18、其中,dq为冷却流体的导热量;λ为导热系数;a为导热面积,即垂直于热流方向的表面积;为温度梯度;
19、步骤5.2:确定钨极内部冷却系统的冷却流道的形状,并设定冷却流道的内径;所述冷却流道为螺旋冷却流道;
20、步骤5.3:根据冷却流道的内径和钨极内部冷却流体的最大压力,利用压力容器壁厚公式计算冷却流道的厚度;
21、步骤5.4:根据钨极内径和冷却管道的内径和厚度来确定螺旋冷却流道的内螺径;步骤5.5:选择内冷却系统的冷却水泵和冷却水泵与冷却流道之间的连接管,计算冷却流道中的冷却流体的最大流速,确保在最大流速下冷却流体产生的压力不超过设定的冷却流体的最大压力;
22、首先计算冷却水泵与冷却流道之间的连接管内部的流体流速:
23、q=av'(4)
24、其中,q为流体的流量m3/s;a为流体通过的面积m2,即冷却水泵与冷却流道之间的连接管的截面的面积;v'为冷却水泵与冷却流道之间的连接管内部的流体的流速m/s;
25、其次根据冷却水泵与冷却流道之间的连接管内部的流体流速计算冷却流道中的冷却流体的最大流速:
26、ρ1s1v'1=ρ2s2v'2(5)
27、其中,ρ1和ρ2分别表示两个不同位置流体的密度(kg/m3);s1为冷却水泵与冷却流道之间的连接管的截面的面积,s1=a;s2为冷却流道的截面的面积;v'1为冷却水泵与冷却流道之间的连接管位置的流速(m/s),且v'1=v';v'2为冷却流道位置的流速(m/s),即冷却流道中的冷却流体的最大流速;
28、最后计算冷却流体产生的压力:
29、
30、其中,p1为流体在连接管处的压力;p2为流体在冷却流道内的压力;v1为连接管中流体流速;v2为冷却流道中流体流速;h1为冷却流道中一点到连接管中心的距离;h2为为冷却流道中一点到内螺径中心的距离;ρ表示流体密度;g表示重力加速度;
31、步骤6:设定钨极的焊接尖端半径、钨极焊接尖端的长度,进而计算出钨极的焊接尖端的尖端曲率,钨极制作完成;
32、尖端曲率公式如公式(19)所示:
33、
34、式中,k为钨极电极焊接尖端的尖端曲率;r'为钨极电极焊接尖端的半径;d'为钨极焊接尖端的长度。
35、本发明采用的技术方案与现有技术相比,具有以下的技术效果:
36、利用本发明提出的一种内冷却钨极的制作方法制作的钨极具有内部冷却流道,这种钨极在进行焊接的使用过程中,不会因为电流过大产生大量的焦耳热而融化,相较于传统的钨极,使用本发明所提供的制作方法制作的钨极可以实现在较大电流环境下的焊接作业。
技术特征:
1.一种内冷却钨极的制作方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种内冷却钨极的制作方法,其特征在于,步骤4具体为:首先计算钨极在接通电源时所通过的电流大小,然后利用热量公式计算得到钨极在通过电流时单位时间内所产生的热量;
3.根据权利要求1所述的一种内冷却钨极的制作方法,其特征在于,步骤5具体包括:
4.根据权利要求1所述的一种内冷却钨极的制作方法,其特征在于,步骤6中尖端曲率公式如公式(19)所示:
技术总结
本发明公开一种内冷却钨极的制作方法,涉及焊接技术领域。计算钨在工作时其中电流的趋肤深度;设定钨极的内径、钨极内部的空心长度和钨极内部冷却流体的最大压力;利用压力容器壁厚公式计算钨极的壁厚;计算设计的钨极中通过的电流大小,得到钨极在通过电流时单位时间内所产生的热量;设计钨极内部冷却系统;设定钨极的焊接尖端半径、钨极焊接尖端的长度,计算出钨极的焊接尖端的尖端曲率。利用本发明提出的一种内冷却钨极的制作方法制作的钨极具有内部冷却流道,这种钨极在进行焊接的使用过程中,不会因为电流过大产生大量的焦耳热而融化,相较于传统的钨极,使用本发明所提供的制作方法制作的钨极可以实现在较大电流环境下的焊接作业。
技术研发人员:徐兴文,潘亭宇
受保护的技术使用者:沈阳理工大学
技术研发日:
技术公布日:2024/10/21
- 还没有人留言评论。精彩留言会获得点赞!