Q345qD钢用药芯焊丝在钢桥U肋仰位内焊中的应用的制作方法
本发明属于焊接,具体涉及q345qd钢用药芯焊丝在钢桥u肋仰位内焊中的应用。
背景技术:
1、众所周知,焊接实际使用场景中,焊材的选择要与其母材等强匹配。
2、用于低强度钢(如q345qd)的药芯焊丝通常以提高焊缝金属的塑性和韧性为主,从而适应低强度钢的焊接要求。而用于高强度钢的药芯焊丝,需要获得较高的强度和硬度。因此,如果使用现已公开的用于高强度钢的药芯焊丝来焊接低强度钢,可能会导致焊缝金属的塑性和韧性不足,从而影响焊接接头的质量和性能。
3、此外,不同种类的钢材在化学成分、机械性能、热处理工艺等方面也存在差异,因此需要选择适合的药芯焊丝来满足特定的焊接要求。如果使用不合适的焊丝,可能会导致焊缝金属与其母材之间的冶金不相容性,从而影响焊接接头的性能和质量。
4、q345钢是一种优质低合金结构钢,因其强度和韧性较好,常用于制造钢结构桥梁等需要有耐震能力的工程。q345钢包括q345qc、q345qd、q345qe等型号,这些型号的桥梁钢板是制造桥梁结构件用的厚钢板,主要用于架造铁路、公路桥梁、跨海大桥等。
5、其中q345qd钢板具有良好的焊接性能和低的缺口敏感性,使得它在桥梁建设中具有广泛的应用。它不仅可以承受桥梁结构的重量和外部荷载,还能传递这些力量到桥梁的支撑结构上。同时,q345qd钢材还具有良好的耐久性和稳定性,能够抵抗如风雨、温度变化等各种自然因素的影响。
6、总的来说,使用q345qd钢建造的钢桥具有优异的力学性能和稳定性,能够满足现代桥梁工程对于安全性、稳定性和经济性的要求。现如今,q345qd钢是用于建造铁路或公路桥梁最广泛的钢板。
7、受制于过往技术的原因,没有对已经建成的钢桥u肋内侧进行过內焊处理,导致焊根处向顶板萌生的裂纹不仅隐蔽而且修复困难,若对其施加內焊缝处理,则可以提高在役桥梁面板的疲劳性能。利用在役桥梁仰位內焊机器人进入已经建成钢桥梁u肋的内部,进行仰位內焊缝增补施工,形成双面焊缝,则可以延长桥梁面系疲劳耐久性。
8、在焊接方面,q345qd钢桥仰位內焊的工作需要采用适当的焊接材料和工艺,以确保焊缝的质量和性能。虽然药芯焊丝作为一种常用的焊接材料,但是市面上现有的药芯焊丝,由于焊接过程中所形成的熔池在受到重力的作用下变形下坠,使得在仰焊位置的焊接工作难度很大,容易出现焊缝成形不良、焊接缺陷等问题,而且焊接时容易产生的飞溅较多,很难保证q345qd钢桥仰位內焊的焊接质量。
技术实现思路
1、针对现有技术的不足,本发明提供一种q345qd钢用药芯焊丝在钢桥u肋仰位内焊中的应用。
2、本发明提供了q345qd钢用药芯焊丝在钢桥u肋仰位内焊中的应用,所述药芯焊丝中的化学成分按质量百分比计包括:0.035%≤c≤0.06%,0.4%≤si≤0.61%,1.29%≤mn≤1.6%,s≤0.0085%,p≤0.017,余量为fe。
3、进一步,所述药芯焊丝中包含有tio2、sio2、al2o3、naf,且tio2、sio2、al2o3、naf具体按质量的比例关系为36-40:3.5-5.5:1.0-1.6:0.98-2.94,在焊接过程中,熔点保持在990-2050℃范围内。
4、进一步,所述药芯焊丝中还包含镁粉、金属锰、硅锰合金,且镁粉、金属锰、硅锰合金具体按质量的比例关系为3-5:2-4:18-22,依次在焊接过程的先期、中期、后期进行脱硫、脱氧反应。
5、进一步,所述硅锰合金中硅与锰的质量比为17:65。
6、进一步,所述药芯焊丝包括焊丝用药芯材料和焊丝外皮。
7、进一步,所述焊丝用药芯材料以13.5~15.0%的填充率填充在所述焊丝外皮内。
8、进一步,所述焊丝用药芯材料包括如下按质量百分比计的组分:金红石38-42%、长石5-8%、氟化钠1-3%、硅锰合金18-22%、金属锰2-4%、镁粉3-6%、铁粉补足至100%。
9、进一步,所述焊丝外皮由低碳钢材料或低合金钢材料制成。
10、进一步,所述药芯焊丝的直径为1.2mm至1.4mm。
11、进一步,所述药芯焊丝的制备方法包括以下步骤:
12、1)、将所述焊丝用药芯材料的各组分进行第一次烘干,之后加入到混粉机中搅拌混合均匀,然后将混合均匀的焊丝用药芯材料进行第二次烘干,得到焊丝用药芯材料干粉混合物;
13、2)、将用作焊丝外皮的钢带轧制成u型槽;
14、3)、将所述焊丝用药芯材料干粉混合物填充至所述u型槽内;
15、4)、将含有所述药芯材料干粉混合物的所述u型槽闭合,并轧制成o型,然后拉拔其至所设定焊丝的直径即可。
16、本发明相对于现有技术具有如下的优点及效果:
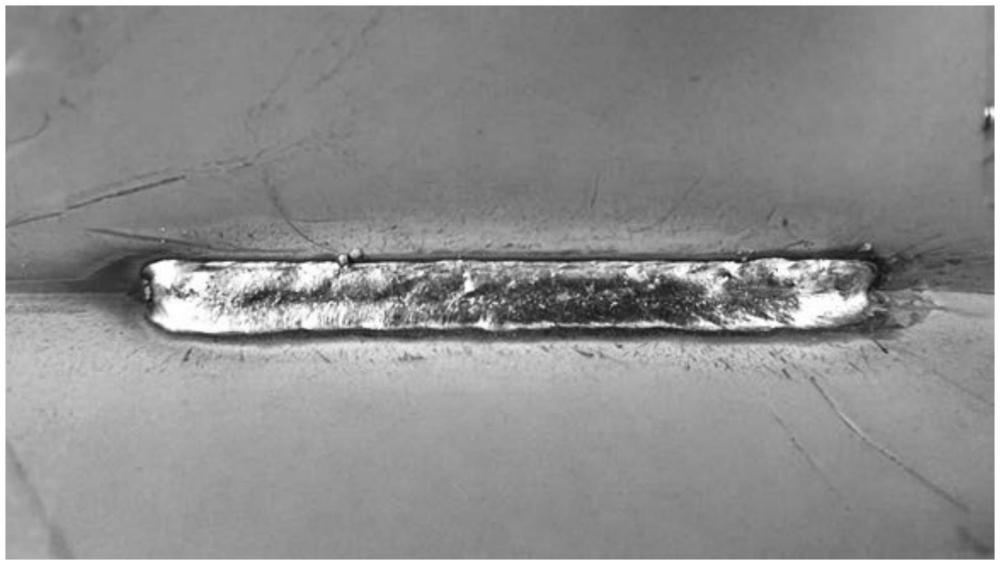
17、本发明q345qd钢用药芯焊丝在钢桥u肋仰位内焊中的应用,其中药芯焊丝中的化学成分按质量百分比计包括:0.035%≤c≤0.06%,0.4%≤si≤0.61%,1.29%≤mn≤1.6%,s≤0.0085%,p≤0.017,余量为fe。在满足高强度级别钢板的工程使用要求同时,能够满足钢q345qd的全位置焊接的要求,尤其适用于q345qd钢桥u肋仰位内焊工程。本发明所提供的q345qd钢用药芯焊丝在u肋仰位内焊焊接后所形成的熔敷金属:抗拉强度≥545mpa、屈服强度≥450mpa、断后伸长率≥24%、-20℃下吸收能量≥34kv2/j。使得本发明q345qd钢用药芯焊丝在钢桥u肋仰位内焊中形成的熔渣具有高粘性和高韧性,焊接形成的焊缝成形整齐,减少缺陷,焊接时不易产生飞溅,不仅保证了q345qd钢桥仰位內焊的焊接质量,还进一步提高桥梁结构的焊接质量和效率,降低工程成本,提升整体工程的安全性和经济性。
18、本发明所提供的q345qd钢用药芯焊丝主要针对q345qd钢,尤其是仰位内焊的焊接场景使用,基于钢q345qd具有强度级别相对较低且为大众化桥梁用钢的特点,与现有的药芯焊丝相比,本发明所提供的q345qd钢用药芯焊丝组分中优选石英、钛铁、硼铁等其他组分,通过配方中药芯组分合理的配比即可达到其要求使用性能的标准。q345qd钢用药芯焊丝组分种类少使得配比混匀的组分性能稳定性好,焊丝制造工艺较简单,相对成本较低,有利于产品的推广应用;于此同时,通过增加q345qd钢用药芯焊丝中铁粉用量,使得过渡到焊缝的铁含量增多,从而提升q345qd钢用药芯焊丝焊接的熔敷效率,增加仰位内焊焊缝的饱满度,增强q345qd钢用药芯焊丝的焊接性能。
技术特征:
1.q345qd钢用药芯焊丝在钢桥u肋仰位内焊中的应用,其特征在于,所述药芯焊丝中的化学成分按质量百分比计包括:0.035%≤c≤0.06%,0.4%≤si≤0.61%,1.29%≤mn≤1.6%,s≤0.0085%,p≤0.017,余量为fe。
2.根据权利要求1所述的应用,其特征在于,所述药芯焊丝中包含有tio2、sio2、al2o3、naf,且tio2、sio2、al2o3、naf具体按质量的比例关系为36-40:3.5-5.5:1.0-1.6:0.98-2.94,在焊接过程中,熔点保持在990-2050℃范围内。
3.根据权利要求2所述的应用,其特征在于,所述药芯焊丝中还包含镁粉、金属锰、硅锰合金,且镁粉、金属锰、硅锰合金具体按质量的比例关系为3-5:2-4:18-22,依次在焊接过程的先期、中期、后期进行脱硫、脱氧反应。
4.根据权利要求3所述的应用,其特征在于,所述硅锰合金中硅与锰的质量比为17:65。
5.根据权利要求1所述的应用,其特征在于,所述药芯焊丝包括焊丝用药芯材料和焊丝外皮。
6.根据权利要求5所述的应用,其特征在于,所述焊丝用药芯材料以13.5~15.0%的填充率填充在所述焊丝外皮内。
7.根据权利要求5或6所述的应用,所述焊丝用药芯材料包括如下按质量百分比计的组分:金红石38-42%、长石5-8%、氟化钠1-3%、硅锰合金18-22%、金属锰2-4%、镁粉3-6%、铁粉补足至100%。
8.根据权利要求7所述的应用,其特征在于,所述焊丝外皮由低碳钢材料或低合金钢材料制成。
9.根据权利要求7所述的应用,其特征在于,所述药芯焊丝的直径为1.2mm至1.4mm。
10.根据权利要求5所述的应用,其特征在于,所述药芯焊丝的制备方法包括以下步骤:
技术总结
本发明涉及焊接技术,一种Q345qD钢用药芯焊丝在钢桥U肋仰位内焊中的应用,药芯焊丝中的化学成分按质量百分比计包括:0.035%≤C≤0.06%,0.4%≤Si≤0.61%,1.29%≤Mn≤1.6%,S≤0.0085%,P≤0.017,余量为Fe。上述Q345qD钢用药芯焊丝包括焊丝用药芯材料和焊丝外皮,其熔敷金属化学成分、熔敷金属力学性能均能满足钢Q345qD的全位置焊接的要求,尤其适用于Q345qD钢桥U肋仰位内焊工艺。通过使用本发明提供的Q345qD钢用药芯焊丝对Q345qD钢桥U肋进行仰位内焊,可以进一步提高桥梁结构的焊接质量和效率,降低工程成本,提升整体工程的安全性和经济性。
技术研发人员:刘兴欢,吕奎清,杜学铭,刘伦艳,管高,王成林
受保护的技术使用者:武汉锂鑫自动化科技有限公司
技术研发日:
技术公布日:2024/11/21
- 还没有人留言评论。精彩留言会获得点赞!