一种钢桥梁支座垫板平面度控制方法与流程
本发明涉及一种既能有效地控制腹板与底板焊缝焊接导致弦杆底板变形,又能防止座垫板与底板焊接周圈焊缝时,导致的支座垫板中间鼓包的钢桥梁支座垫板平面度控制方法。
背景技术:
1、现有的钢桁梁支座处弦杆通常由顶板、隔板、腹板、底板、支座垫板等组成。如图3。钢桥梁通过支座垫板将荷载传递给桥墩支座,为了保证支座垫板与支座的紧密接触,对支座垫板的平面度要求就比较高,但是此处的焊缝比较多,容易导致结构变形,使支座垫板不平度超标。经过分析杆件结构特点和焊缝分布规律,认为变形是由两方面的因素所导致的,一是腹板与底板焊缝焊接导致的弦杆底板变形,如图4;二是支座垫板与底板焊接周圈焊缝时,导致的支座垫板中间鼓包,这两方面的因素导致支座垫板不平度严重超标。
技术实现思路
1、设计目的:避免背景技术中的不足之处,设计一种既能有效地控制腹板与底板焊缝焊接导致弦杆底板变形,又能防止座垫板与底板焊接周圈焊缝时,导致的支座垫板中间鼓包的钢桥梁支座垫板平面度控制方法。
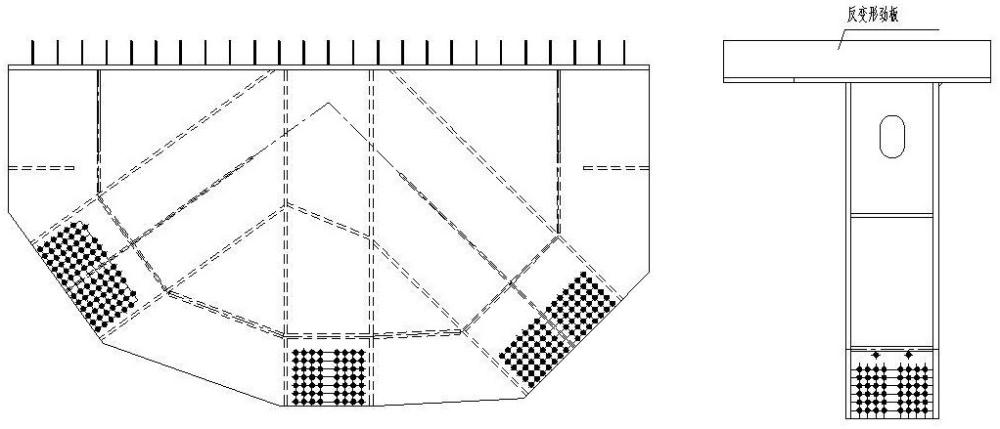
2、设计方案:为了实现上述设计目的。本发明综合分析支座处弦杆结构特点和焊缝分布规律,采取如下措施控制支座垫板的焊接变形:⑴ 支座处箱型杆件组装完成后,在底板支座部位安装反变形劲板,然后采用线能量较小的co2气保焊焊接方法,焊接时采用多层多道焊工艺,减少底板焊接变形。⑵ 支座垫板在弦杆底板上组装时,在支座垫板上布设直径等于或大于φ50塞焊孔。焊接作业时先焊接塞焊孔,再焊接支座垫板周圈焊缝,防止支座垫板中间变形鼓包。
3、本发明与背景技术相比,一是通过对支座处弦杆结构特点及焊缝分布进行分析,找出了引起不平度的主要原因,进而研发了控制支座垫板平面度的控制方法,使得支座垫板平面度均达到规范要求。
技术特征:
1.一种钢桥梁支座垫板平面度控制方法,钢桁梁支座处弦杆通常由顶板、隔板、腹板、底板、支座垫板组成弦杆箱型,其特征是:1)在弦杆底板背面组装反变形劲板,然后再采用线能量较小的co2气保焊焊接方法焊接腹板与底板的焊缝,焊接时采用多层多道焊工艺,待焊缝自然冷却到常温后,去掉反变形劲板,对弦杆底板进行火焰矫正,重点控制底板平面度;2)在支座垫板上布设多个塞焊孔,然后将支座垫板组装到弦杆底板上,焊接时先焊接塞焊孔,再焊接支座垫板周圈焊缝,最后将塞焊孔部位打磨平整,对支座垫板平面度进行检测。
2.根据权利要求1所述的钢桥梁支座垫板平面度控制方法,其特征是:塞焊孔的孔径等于或大于φ50mm。
技术总结
本发明涉及一种既能有效地控制腹板与底板焊缝焊接导致弦杆底板变形,又能防止座垫板与底板焊接周圈焊缝时,导致的支座垫板中间鼓包的钢桥梁支座垫板平面度控制方法,1)在弦杆底板背面组装反变形劲板,然后再采用线能量较小的CO<subgt;2</subgt;气保焊焊接方法焊接腹板与底板的焊缝,焊接时采用多层多道焊工艺,待焊缝自然冷却到常温后,去掉反变形劲板,对弦杆底板进行火焰矫正,重点控制底板平面度;2)在支座垫板上布设多个塞焊孔,然后将支座垫板组装到弦杆底板上,焊接时先焊接塞焊孔,再焊接支座垫板周圈焊缝,最后将塞焊孔部位打磨平整,对支座垫板平面度进行检测。
技术研发人员:孙建都,李拴林,薛长利
受保护的技术使用者:中铁宝桥(宝鸡)路桥建设有限公司
技术研发日:
技术公布日:2025/1/2
- 还没有人留言评论。精彩留言会获得点赞!