一种适用于飞机狭窄空间的托板螺母更换方法与流程
本发明属于托板螺母更换,具体涉及一种适用于飞机狭窄空间的托板螺母更换方法。
背景技术:
1、托板螺母是一种常见的紧固件,通常用于连接托板和其他零件。其作用是通过将托板和其他零件紧密连接在一起(一般为铆接),保证整个结构的稳定性和安全性。飞机在设计初期未充分考虑到狭窄空间更换托板螺母的可维护性。在飞机制造时,托板螺母先安装,再铆接周边蒙皮或安装附件、导管、电缆等,制造工序依次进行,不会出现狭窄空间情况。更换托板螺母出现在大修阶段或现场排故阶段,工序颠倒,托板螺母便处于狭窄空间。
2、针对飞机狭窄空间的托板螺母更换,由于原托板螺母处于狭窄空间,无充足空间进行铆接,传统修理方式一般采用拆除机件或开工艺口盖进行维修,现有方法的不足主要包括:
3、(1)拆除机件,工作量大,降低工作效率,延长修理时间,增加负担又延长接机周期。
4、(2)拆除机件,再次安装时难以保证装配质量,飞机损伤风险增加。
5、(3)开工艺口盖,使得飞机结构完整性破坏并且增重较多。
技术实现思路
1、本发明要解决的技术问题是,针对现有托板螺母更换方式工作量大且飞机损伤风险增大的不足,提供一种操作灵活、无需拆除机件、更换效率高且连接强度高的适用于飞机狭窄空间的托板螺母更换方法。为实现上述目的,本发明可采用以下技术方案:
2、一种适用于飞机狭窄空间的托板螺母更换方法,包括以下步骤:
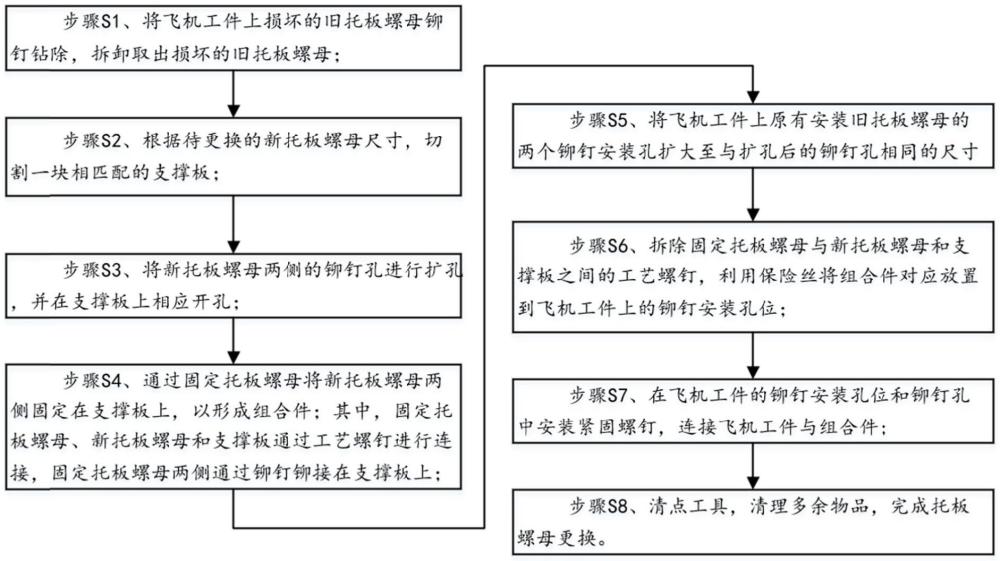
3、步骤s1、将飞机工件上损坏的旧托板螺母铆钉钻除,拆卸取出损坏的旧托板螺母;
4、步骤s2、根据待更换的新托板螺母尺寸,切割一块相匹配的支撑板;
5、步骤s3、将新托板螺母两侧的铆钉孔进行扩孔,并在支撑板上相应开孔;
6、步骤s4、通过固定托板螺母将新托板螺母两侧固定在支撑板上,以形成组合件;其中,固定托板螺母、新托板螺母和支撑板通过工艺螺钉进行连接,固定托板螺母两侧通过铆钉铆接在支撑板上;
7、步骤s5、将飞机工件上原有安装旧托板螺母的两个铆钉安装孔扩大至与扩孔后的铆钉孔相同的尺寸;
8、步骤s6、拆除固定托板螺母与新托板螺母和支撑板之间的工艺螺钉,利用保险丝将组合件对应放置到飞机工件上的铆钉安装孔位;
9、步骤s7、在飞机工件的铆钉安装孔位和铆钉孔中安装紧固螺钉,连接飞机工件与组合件;
10、步骤s8、清点工具,清理多余物品,完成托板螺母更换。
11、作为本发明的进一步改进,所述步骤s3中,根据扩孔后的新托板螺母尺寸,在支撑板上开出一个与新托板螺母的连接孔相对应的第一螺钉孔、两个与新托板螺母的铆钉孔相对应的第二螺钉孔。
12、作为本发明的进一步改进,所述步骤s4中,固定托板螺母的固定孔与铆钉孔和第二螺钉孔相匹配,新托板螺母两侧均通过工艺螺钉和固定托板螺母固定在支撑板上。
13、作为本发明的进一步改进,所述步骤s6进一步包括:
14、步骤s61、先将两根保险丝分别穿过飞机工件上对应的孔位,然后穿过组合件上的连接孔和固定孔,接着再将两根保险丝打结连接;
15、步骤s62、将保险丝朝飞机工件蒙皮外拉动,使得组合件拉近飞机工件,并通过紧固螺钉将组合件一侧与飞机工件连接;
16、步骤s63、剪断保险丝,将保险丝取出。
17、作为本发明的进一步改进,所述步骤s1中,采用气钻将飞机工件上损坏的旧托板螺母铆钉钻除。
18、作为本发明的进一步改进,所述步骤s3中,采用气钻将铆钉孔进行扩孔,并采用气钻在支撑板上开孔。
19、作为本发明的进一步改进,所述新托板螺母为单耳托板螺母或三角托板螺母。
20、作为本发明的进一步改进,所述支撑板为铝板。
21、与现有技术相比,本发明的优点在于:
22、本发明的适用于飞机狭窄空间的托板螺母更换方法,利用支撑板作为依托,并对新托板螺母两侧的铆钉孔进行扩孔,在支撑板上也开设了相应的通孔,然后再选择与扩孔后的铆接孔相匹配的固定托板螺母作为连接件,先利用工艺螺钉将固定托板螺母、新托板螺母和支撑板进行连接,再利用铆钉将固定托板螺母固定在支撑板上,即实现了新托板螺母与支撑板之间的稳固连接,进而拆除工艺螺钉,即得到了用于替代旧托板螺母的组合件;通过将飞机工件上原有安装旧托板螺母的两个铆钉安装孔扩大至与铆钉孔相同的尺寸,利用保险丝进行牵引辅助,将组合件对应放置到飞机工件上的铆钉安装孔位,最后在飞机工件的铆钉安装孔位和铆钉孔中安装紧固螺钉,即实现了飞机工件与组合件连接,在狭小空间内完成了新托板螺母的快速更换,过程简便,无需拆除机件,工作量减少,提高了工作效率,而且无需在飞机工件上开设工艺孔,保证了飞机结构完整性,操作风险低,将原本需要铆接的位置采用螺钉连接托板螺母与飞机工件,连接强度高。
技术特征:
1.一种适用于飞机狭窄空间的托板螺母更换方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的适用于飞机狭窄空间的托板螺母更换方法,其特征在于,所述步骤s3中,根据扩孔后的新托板螺母(1)尺寸,在支撑板(2)上开出一个与新托板螺母(1)的连接孔(12)相对应的第一螺钉孔(21)、两个与新托板螺母(1)的铆钉孔(11)相对应的第二螺钉孔(22)。
3.根据权利要求2所述的适用于飞机狭窄空间的托板螺母更换方法,其特征在于,所述步骤s4中,固定托板螺母(3)的固定孔(31)与铆钉孔(11)和第二螺钉孔(22)相匹配,新托板螺母(1)两侧均通过工艺螺钉和固定托板螺母(3)固定在支撑板(2)上。
4.根据权利要求3所述的适用于飞机狭窄空间的托板螺母更换方法,其特征在于,所述步骤s6进一步包括:
5.根据权利要求1至4中任意一项所述的适用于飞机狭窄空间的托板螺母更换方法,其特征在于,所述步骤s1中,采用气钻将飞机工件(100)上损坏的旧托板螺母铆钉钻除。
6.根据权利要求1至4中任意一项所述的适用于飞机狭窄空间的托板螺母更换方法,其特征在于,所述步骤s3中,采用气钻将铆钉孔(11)进行扩孔,并采用气钻在支撑板(2)上开孔。
7.根据权利要求1至4中任意一项所述的适用于飞机狭窄空间的托板螺母更换方法,其特征在于,所述新托板螺母(1)为单耳托板螺母或三角托板螺母。
8.根据权利要求1至4中任意一项所述的适用于飞机狭窄空间的托板螺母更换方法,其特征在于,所述支撑板(2)为铝板。
技术总结
本发明公开一种适用于飞机狭窄空间的托板螺母更换方法,包括以下步骤:S1、将飞机工件上的旧托板螺母拆卸取出;S2、根据待更换的新托板螺母尺寸,切割支撑板;S3、将新托板螺母两侧的铆钉孔扩大,并在支撑板上相应开孔;S4、通过固定托板螺母将新托板螺母固定在支撑板上,以形成组合件;S5、将飞机工件上安装旧托板螺母的铆钉安装孔扩大;S6、拆除工艺螺钉,利用保险丝将组合件对应放置到飞机工件上的铆钉安装孔位;S7、在飞机工件的铆钉安装孔位中安装紧固螺钉,以连接组合件;S8、清点工具,收尾。本发明具有操作灵活、无需拆除机件、更换效率高且连接强度高等特点,提高了托板螺母更换的便捷性,并保证了飞机结构完整性。
技术研发人员:彭宏伟,胡聪,李桃山,贾德杰,殷舟
受保护的技术使用者:长沙五七一二飞机工业有限责任公司
技术研发日:
技术公布日:2024/12/2
- 还没有人留言评论。精彩留言会获得点赞!