一种用于铝合金的自动化冲压成型模具的制作方法
本发明涉及铝合金冲压成型领域,具体为一种用于铝合金的自动化冲压成型模具。
背景技术:
1、冷冲压成型模具大多数是对铝合金板材进行冲压加工处理,在铝合金板材上冲压出合适的形状,对铝合金板材冲压前,需要将下模固定在作业台上,将上模固定在压力机的输出端,下模的上端面有对铝合金板材起到限定作用的定位销,而铝合金板材上有定位孔,通过定位销与定位孔的配合,从而保证对铝合金板材的精准冲压处理。
2、上述冲压成型过程中,虽然能对铝合金板材起到精准冲压的作用,但是在冲压成型完成后,需要工作人员将铝合金板材取下,而取下的过程中是需要将铝合金板材上的定位孔与定位销分离,而由于定位孔与定位销尺寸匹配精准,所以在人工分离时,就需要拿住铝合金板材竖直向上移动,其卸料的方式不够方便。
技术实现思路
1、本发明的目的在于提供一种用于铝合金的自动化冲压成型模具,以解决上述背景技术中提出的问题。
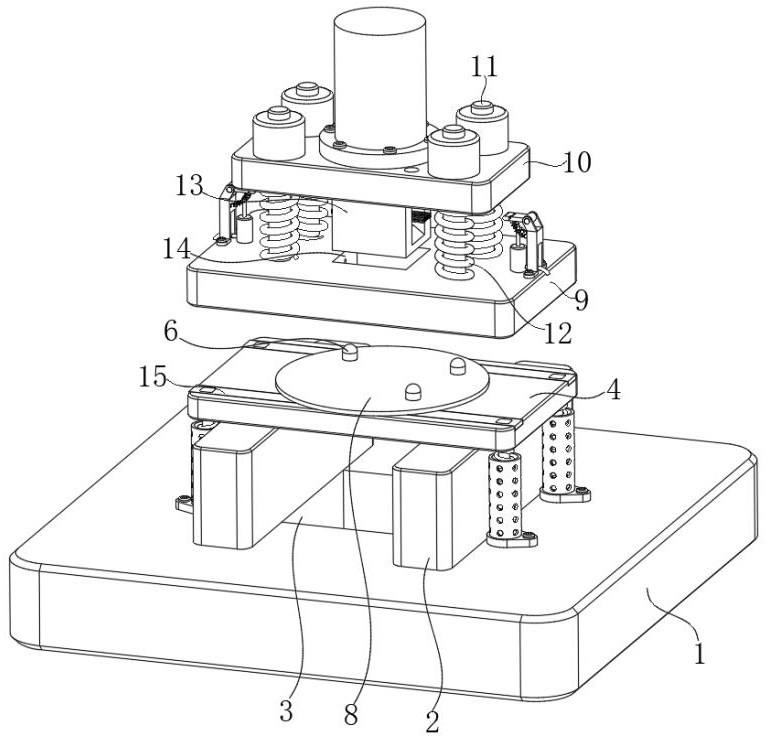
2、为实现上述目的,本发明提供如下技术方案:一种用于铝合金的自动化冲压成型模具,包括:下模以及装配在压力机输出端的上模,所述上模位于所述下模的上方,所述上模与所述下模之间还放置有一个活动模,且所述活动模的上端面固定安装有四个呈矩阵分布的光轴,每个所述光轴的外部均套设有第一弹簧,且所述第一弹簧的两端分别与所述上模和所述活动模固定,所述下模的上端面中心开设有成型槽,且所述下模的上端面围绕所述成型槽的周边固定设置有至少两个定位销,所述上模的下端面固定设置有与所述成型槽配合的成型压块,且所述活动模的内部开设有用于所述成型压块通过的通孔,所述下模的上端面放置有铝合金板材,且所述铝合金板材的内部开设有与所述定位销嵌合的定位孔,所述下模的下方为加工台,且所述加工台的上端面固定设置有对所述下模承载的两个架块,所述加工台的中心开设有中空槽口;
3、还包括:自动卸料单元,用于对冲压完成的所述定位孔自动与所述下模分离,所述自动卸料单元位于所述下模和所述活动模之间;
4、喷油单元,用于对所述成型压块的底面喷涂冲压油,所述成型压块朝着所述通孔的内部移动时触发所述喷油单元运行。
5、优选的,所述自动卸料单元包括活动装嵌在所述下模上端面的两个呈对称分布的横条,所述横条呈前后对称,所述横条的两端部均固定装嵌有磁块,所述活动模的下端面也固定装嵌有四个呈矩阵分布的磁块二,四个所述磁块和四个所述磁块二为上下对立状态,且两者的相向面磁极相反,每个所述横条的两端下部均固定设置有滑杆,且所述滑杆滑动贯穿于所述下模,所述滑杆的下端面固定设置有卡柱,且所述卡柱的上部与所述下模之间固定设置有第二弹簧,其中磁块与磁块二磁吸在一块的磁力,大于第二弹簧压缩产生的弹力。
6、优选的,所述横条的上端水平面与所述下模的上端水平面重合,即横条不会影响到铝合金板材的正常放置,也不会影响下模的均匀承重。
7、优选的,位于前侧的两个所述滑杆的长度为a,位于后侧的两个所述滑杆的长度为b,且a<b,即横条被磁吸拉拽升起时,位于前方的两个滑杆会比位于后方的两个滑杆更早的达到最大伸出量。
8、优选的,所述卡柱为磁吸柱体,每个所述卡柱的外部均滑动套装有铜制筒柱,且所述铜制筒柱固定装配在所述加工台的上部,磁吸柱体的卡柱在铜制筒柱的内部移动时,会产生电磁阻尼,而磁块与磁块二的磁吸力度能够克服电磁阻尼的影响,并将两个横条往上提升。
9、优选的,所述喷油单元包括开设在所述活动模内部的两个槽道,且两个所述槽道以所述通孔为中心呈左右对称分布,两个所述槽道相互靠近的一端与所述通孔相互连通,且所述槽道与所述通孔互通的一端呈倾斜向上的状态,所述槽道靠近所述通孔的一端固定对接有喷头,且所述喷头装嵌在所述活动模的内部,所述槽道远离所述喷头的另一端设置有注液部件,当成型压块往通孔的内部伸入时,能够触发注液部件让两个喷头呈倾斜向上的对成型压块的底部喷射冲压油。
10、优选的,所述注液部件包括固定设置在所述活动模上端面的密封筒,且所述槽道远离所述喷头的一端与所述密封筒的底部固定对接,所述密封筒的内部滑动装嵌有活塞,所述活塞的顶部固定设置有滑动贯穿于所述密封筒的活塞杆,且所述活塞的另一端设置有第三弹簧,所述密封筒远离所述成型压块的一侧设置有支架,且所述支架固定在所述活动模的上部,所述支架的上端部靠近所述成型压块的一侧铰接设置有摆动块,且所述摆动块的下端面与所述支架之间固定设置有呈弧状的第四弹簧,所述密封筒与所述槽道的连接处设置有第一单向阀,所述密封筒的底部外壁通过第二单向阀固定对接有外接管,其中第一单向阀是限制密封筒内的冲压油只能单向流入至槽道内部,而第二单向阀的单向流通方向为外接管至密封筒的内部,外接管的另一端伸入装有冲压油的油箱内部。
11、优选的,所述上模竖直向下的投影与所述摆动块接触,且不与所述密封筒接触;
12、所述摆动块包括固定部、活动部,所述固定部比所述支架铰接装配,且所述固定部的另一端开设有阶梯槽,所述活动部靠近所述固定部的一端固定设置有配合块,且所述配合块活动放置在所述阶梯槽的内部,所述配合块与所述阶梯槽之间通过插销和卷簧弹性转动装配,上模的上下移动只会与活动部接触。
13、优选的,所述成型压块的左右端面均开设有容纳槽,两个所述容纳槽相互远离的一端面中部位置固定设置有毛刷,两个所述毛刷的刷毛长度大于所述容纳槽的深度,成型压块在通孔的内部上下移动时,其刷毛能够对喷头的端口表面的杂质刷除。
14、优选的,所述喷头为伸入所述通孔的内部,即喷头不会影响到成型压块的正常上下移动。
15、与现有技术相比,本发明的有益效果是:
16、本发明通过自动卸料单元的作用,当上模和活动模对铝合金板材冲压完成后复位时,能够自动的两铝合金板材提升起,让定位孔与定位销分离,从而便于工作人员直接去铝合金板材拾取卸料,而且每次成型压块进入到通孔内部过程中,都会触发喷油单元朝着成型压块的底部喷射冲压油,通过冲压油对成型压块起到润滑、散热、减少端面磨损的作用。
技术特征:
1.一种用于铝合金的自动化冲压成型模具,其特征在于,包括:下模(4)以及装配在压力机输出端的上模(10),所述上模(10)位于所述下模(4)的上方,所述上模(10)与所述下模(4)之间还放置有一个活动模(9),且所述活动模(9)的上端面固定安装有四个呈矩阵分布的光轴(11),每个所述光轴(11)的外部均套设有第一弹簧(12),且所述第一弹簧(12)的两端分别与所述上模(10)和所述活动模(9)固定,所述下模(4)的上端面中心开设有成型槽(5),且所述下模(4)的上端面围绕所述成型槽(5)的周边固定设置有至少两个定位销(6),所述上模(10)的下端面固定设置有与所述成型槽(5)配合的成型压块(13),且所述活动模(9)的内部开设有用于所述成型压块(13)通过的通孔(14),所述下模(4)的上端面放置有铝合金板材(7),且所述铝合金板材(7)的内部开设有与所述定位销(6)嵌合的定位孔(8),所述下模(4)的下方为加工台(1),且所述加工台(1)的上端面固定设置有对所述下模(4)承载的两个架块(2),所述加工台(1)的中心开设有中空槽口(3);
2.根据权利要求1所述的一种用于铝合金的自动化冲压成型模具,其特征在于:所述自动卸料单元包括活动装嵌在所述下模(4)上端面的两个呈对称分布的横条(15),所述横条(15)呈前后对称,所述横条(15)的两端部均固定装嵌有磁块(16),所述活动模(9)的下端面也固定装嵌有四个呈矩阵分布的磁块二,四个所述磁块(16)和四个所述磁块二为上下对立状态,且两者的相向面磁极相反,每个所述横条(15)的两端下部均固定设置有滑杆(19),且所述滑杆(19)滑动贯穿于所述下模(4),所述滑杆(19)的下端面固定设置有卡柱(18),且所述卡柱(18)的上部与所述下模(4)之间固定设置有第二弹簧(20)。
3.根据权利要求2所述的一种用于铝合金的自动化冲压成型模具,其特征在于:所述横条(15)的上端水平面与所述下模(4)的上端水平面重合。
4.根据权利要求2所述的一种用于铝合金的自动化冲压成型模具,其特征在于:位于前侧的两个所述滑杆(19)的长度为a,位于后侧的两个所述滑杆(19)的长度为b,且a<b。
5.根据权利要求2或4所述的一种用于铝合金的自动化冲压成型模具,其特征在于:所述卡柱(18)为磁吸柱体,每个所述卡柱(18)的外部均滑动套装有铜制筒柱(17),且所述铜制筒柱(17)固定装配在所述加工台(1)的上部。
6.根据权利要求1所述的一种用于铝合金的自动化冲压成型模具,其特征在于:所述喷油单元包括开设在所述活动模(9)内部的两个槽道(21),且两个所述槽道(21)以所述通孔(14)为中心呈左右对称分布,两个所述槽道(21)相互靠近的一端与所述通孔(14)相互连通,且所述槽道(21)与所述通孔(14)互通的一端呈倾斜向上的状态,所述槽道(21)靠近所述通孔(14)的一端固定对接有喷头(22),且所述喷头(22)装嵌在所述活动模(9)的内部,所述槽道(21)远离所述喷头(22)的另一端设置有注液部件。
7.根据权利要求6所述的一种用于铝合金的自动化冲压成型模具,其特征在于:所述注液部件包括固定设置在所述活动模(9)上端面的密封筒(23),且所述槽道(21)远离所述喷头(22)的一端与所述密封筒(23)的底部固定对接,所述密封筒(23)的内部滑动装嵌有活塞(24),所述活塞(24)的顶部固定设置有滑动贯穿于所述密封筒(23)的活塞杆(26),且所述活塞(24)的另一端设置有第三弹簧(25),所述密封筒(23)远离所述成型压块(13)的一侧设置有支架(27),且所述支架(27)固定在所述活动模(9)的上部,所述支架(27)的上端部靠近所述成型压块(13)的一侧铰接设置有摆动块(28),且所述摆动块(28)的下端面与所述支架(27)之间固定设置有呈弧状的第四弹簧(29),所述密封筒(23)与所述槽道(21)的连接处设置有第一单向阀,所述密封筒(23)的底部外壁通过第二单向阀固定对接有外接管。
8.根据权利要求7所述的一种用于铝合金的自动化冲压成型模具,其特征在于:所述上模(10)竖直向下的投影与所述摆动块(28)接触,且不与所述密封筒(23)接触;
9.根据权利要求7所述的一种用于铝合金的自动化冲压成型模具,其特征在于:所述成型压块(13)的左右端面均开设有容纳槽(34),两个所述容纳槽(34)相互远离的一端面中部位置固定设置有毛刷(35),两个所述毛刷(35)的刷毛长度大于所述容纳槽(34)的深度。
10.根据权利要求9所述的一种用于铝合金的自动化冲压成型模具,其特征在于:所述喷头(22)为伸入所述通孔(14)的内部。
技术总结
本发明公开了一种用于铝合金的自动化冲压成型模具,涉及铝合金冲压成型领域,包括下模和上模,上模位于下模的上方,上模与下模之间还放置有一个活动模,且活动模的上端面固定安装有四个呈矩阵分布的光轴,每个光轴的外部均套设有第一弹簧,且第一弹簧的两端分别与上模和活动模固定,下模的上端面中心开设有成型槽,本发明通过自动卸料单元,当上模和活动模对铝合金板材冲压完成后复位时,能够自动的两铝合金板材提升起,让定位孔与定位销分离,从而便于工作人员直接去铝合金板材拾取卸料,而且每次成型压块进入到通孔内部过程中,都会触发喷油单元朝着成型压块的底部喷射冲压油,通过冲压油对成型压块起到润滑、散热、减少端面磨损的作用。
技术研发人员:林艳春,颜华,颜少洲
受保护的技术使用者:江西拓琦五金制品有限公司
技术研发日:
技术公布日:2024/10/14
- 还没有人留言评论。精彩留言会获得点赞!