T23-TP347H异种材料焊接用焊丝及其制备方法、应用与流程
本公开属于金属材料,具体涉及一种t23-tp347h异种材料焊接用焊丝及其制备方法、应用。
背景技术:
1、近年来,随着火电机组容量及参数的提高,并迎合向高燃煤效率和节能方向的大趋势发展,大量超临界、超超临界机组进入各大电厂的安装运行中。在超临界及超超临界火电机组中,以t23、t91等马氏体钢和tp347h、super304h、hr3c等奥氏体耐热钢组成的异种钢管接头作为锅炉中过热器、再热器等核心材料得到了广泛应用。此类异种钢管焊接接头一般常作为过渡部件应用于锅炉受热面管的高温连接段,t23/tp347h异种钢服役中存在碳迁移和性能不匹配问题,异种接头失效将导致开裂泄漏,影响设备的正常运行。目前,针对此类异种钢接头性能及其失效行为的研究表表明,焊接材料的不匹配是导致其失效的主要因素。
技术实现思路
1、本公开旨在至少解决现有技术中存在的技术问题之一,提供一种t23-tp347h异种材料焊接用焊丝及其制备方法、应用。
2、本公开的一方面,提供一种t23-tp347h异种材料焊接用焊丝,所述焊丝包括:药芯和焊皮,其中,所述药芯包括:
3、70~75%的ni粉,10~15%的mo粉,3~5%的nb粉,3~5%的v粉,1~2%的mn粉,1~2%的si粉,0.5~1.0%的sr+la粉,其余为fe粉,以上组分质量百分比之和为100%。
4、可选地,所述药芯的各粉末粒度为200-300目。
5、可选地,所述药芯的填充率为23~25%。
6、可选地,所述焊皮采用430带。
7、可选地,所述焊皮的厚度为0.2~0.4mm,宽度3~9mm。
8、本公开的另一方面,提出一种制备前文记载的所述的t23-tp347h异种材料焊接用焊丝的方法,所述方法包括:
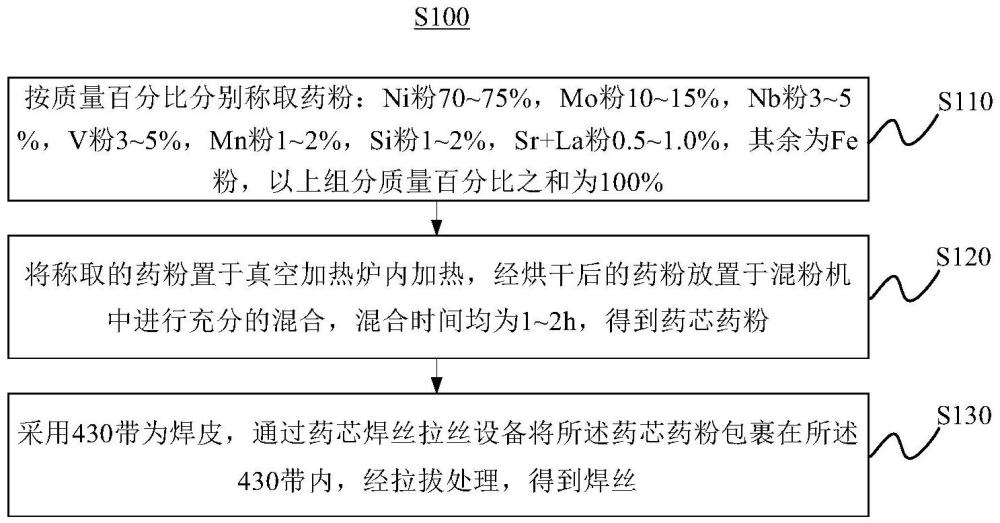
9、按质量百分比分别称取药粉:ni粉70~75%,mo粉10~15%,nb粉3~5%,v粉3~5%,mn粉1~2%,si粉1~2%,sr+la粉0.5~1.0%,其余为fe粉,以上组分质量百分比之和为100%;
10、将称取的药粉置于真空加热炉内加热,经烘干后的药粉放置于混粉机中进行充分的混合,混合时间均为1~2h,得到药芯药粉;
11、采用430带为焊皮,通过药芯焊丝拉丝设备把制备得到的药芯药粉包裹在所述430带内,经拉拔处理,得到焊丝。
12、可选地,所述加热的温度为200~220℃,时间为1~2h;和/或,
13、所述拉拔处理的第一道拉拔模具孔径为2.6mm;和/或,
14、所述焊丝的直径为1~1.5mm。
15、本公开的另一方面,提出一种t23-tp347h异种材料焊接用焊丝的应用,将前文记载的焊丝应用于焊接t23和tp347h异种材料,应用过程包括:
16、采用焊丝对待焊接的t23和tp347h异种材料进行坡口焊接。
17、可选地,在坡口焊接中,采用开单边不对称坡口,其中t23侧的坡口角度为25°~30°,tp347h侧的坡口角度为15°~20°,坡口间隙为0~0.5mm。
18、可选地,所述坡口焊接的预热温度为250~350℃,焊接电流为70~90a,层间温度控制在150~200℃。
19、本公开提出一种t23-tp347h异种材料焊接用焊丝及其制备方法、应用。其中,焊丝包括:药芯和焊皮,其中,所述药芯包括:70~75%的ni粉,10~15%的mo粉,3~5%的nb粉,3~5%的v粉,1~2%的mn粉,1~2%的si粉,0.5~1.0%的sr+la粉,其余为fe粉,以上组分质量百分比之和为100%。本公开设计了fe-cr-ni合金系焊丝,可以有效抵抗焊缝抗开裂能力,并且设计的fe基焊缝,与t23和tp347h焊接性优异。其次,还添加了nb、v元素,能够防止其发生碳迁移现象;添加了mo元素,保证了其高温下的强度,添加了sr和la,对晶界的净化作用更强,更有助于提高焊缝金属的高温性能。
技术特征:
1.一种t23-tp347h异种材料焊接用焊丝,其特征在于,所述焊丝包括:药芯和焊皮,其中,所述药芯包括:
2.根据权利要求1所述的t23-tp347h异种材料焊接用焊丝,其特征在于,所述药芯的各粉末粒度为200-300目。
3.根据权利要求1所述的t23-tp347h异种材料焊接用焊丝,其特征在于,所述药芯的填充率为23~25%。
4.根据权利要求1所述的t23-tp347h异种材料焊接用焊丝,其特征在于,所述焊皮采用430带。
5.根据权利要求1所述的t23-tp347h异种材料焊接用焊丝,其特征在于,所述焊皮的厚度为0.2~0.4mm,宽度3~9mm。
6.一种制备如权利要求1至5任一项所述的t23-tp347h异种材料焊接用焊丝的方法,其特征在于,所述方法包括:
7.根据权利要求6所述的方法,其特征在于,所述加热的温度为200~220℃,时间为1~2h;和/或,
8.一种t23-tp347h异种材料焊接用焊丝的应用,其特征在于,将权利要求1至5任一项所述的焊丝应用于焊接t23和tp347h异种材料中;其中,应用过程包括:
9.根据权利要求8所述的应用,其特征在于,在坡口焊接中,采用开单边不对称坡口,其中t23侧的坡口角度为25°~30°,tp347h侧的坡口角度为15°~20°,坡口间隙为0~0.5mm。
10.根据权利要求8所述的应用,其特征在于,所述坡口焊接的预热温度为250~350℃,焊接电流为70~90a,层间温度控制在150~200℃。
技术总结
本公开提出一种T23‑TP347H异种材料焊接用焊丝及其制备方法、应用,属于金属材料技术领域。其中,焊丝包括:药芯和焊皮,其中,所述药芯包括:70~75%的Ni粉,10~15%的Mo粉,3~5%的Nb粉,3~5%的V粉,1~2%的Mn粉,1~2%的Si粉,0.5~1.0%的Sr+La粉,其余为Fe粉,以上组分质量百分比之和为100%。本公开设计了Fe‑Cr‑Ni合金系焊丝,可以有效抵抗焊缝抗开裂能力,并且设计的Fe基焊缝,与T23和TP347H焊接性优异。其次,还添加了Nb、V元素,能够防止其发生碳迁移现象;添加了Mo元素,保证了其高温下的强度,添加了Sr和La,对晶界的净化作用更强,更有助于提高焊缝金属的高温性能。
技术研发人员:曹凯,李勇,刘福广,朱映栋,王威琦,王艳松,杨二娟,常哲,黎俊良,韩天鹏
受保护的技术使用者:西安热工研究院有限公司
技术研发日:
技术公布日:2024/11/18
- 还没有人留言评论。精彩留言会获得点赞!