一种适用于钎焊加工陶瓷感应加热炉的钎焊夹具
本发明涉及一种用于钎焊加工加热炉的钎焊夹具。
背景技术:
1、随着材料科学的不断发展,陶瓷及陶瓷复合材料等新型材料不断涌现。虽然陶瓷及陶瓷复合材料在绝缘、隔热等方面有不可替代的作用,但陶瓷材料韧性等相较于金属在韧性等方面相比仍有劣势。因此,将二者进行连接形成金属-陶瓷的复合结构,兼顾二者的优点,可以获得性能优异的异种材料复合结构。
2、目前钎焊是实现陶瓷与金属连接的重要方法。钎焊是将低于焊件熔点的钎料和焊件同时加热到钎料熔化温度后,利用液态钎料填充固态工件的缝隙使金属连接的焊接方法。
3、感应加热炉是利用电磁感应的方法使被加热的材料的内部产生电流,依靠这些涡流的能量达到加热目的。为了保持炉内的温度,通常使用泡沫耐火砖作为隔热材料,但力学性能较差。而用于支撑和防护的外壳通常为钢制,但其重量较大。陶瓷材料具有热导率低,密度小,力学性能优异等特点,因此可使用陶瓷作为炉体,将隔热层和外壳合二为一。附图1为现有的陶瓷感应加热炉的结构示意图,陶瓷炉体既可以保持炉内热量,又可以起到支撑防护的作用,可简化感应加热炉的结构,降低整体重量。
4、陶瓷感应加热炉的炉体的侧壁焊接有气体管路和热电偶衬套,热电偶的外端由热电偶衬套中心探出,炉体的底部焊接有两个感应线圈衬套;气体管路包括竖管、横管和垂直管,横管设置在竖管和垂直管之间,横管两端分别与竖管和垂直管垂直固接连通,垂直管与炉体的侧壁垂直焊接,气体管路、热电偶衬套和感应线圈衬套为金属部件,因此,这些金属部件与陶瓷感应加热炉的炉体焊接时存在组件数量较多、焊缝形状复杂等问题,导致焊接质量难以控制的问题,效率低。因此需要设计一种适用于陶瓷感应加热炉的钎焊夹具有利于提高钎焊质量、提高生产效率。
技术实现思路
1、本发明为了解决现有的陶瓷感应加热炉的炉体与金属部件的焊接质量难以控制和效率低的问题,提出一种适用于钎焊加工陶瓷感应加热炉的钎焊夹具。
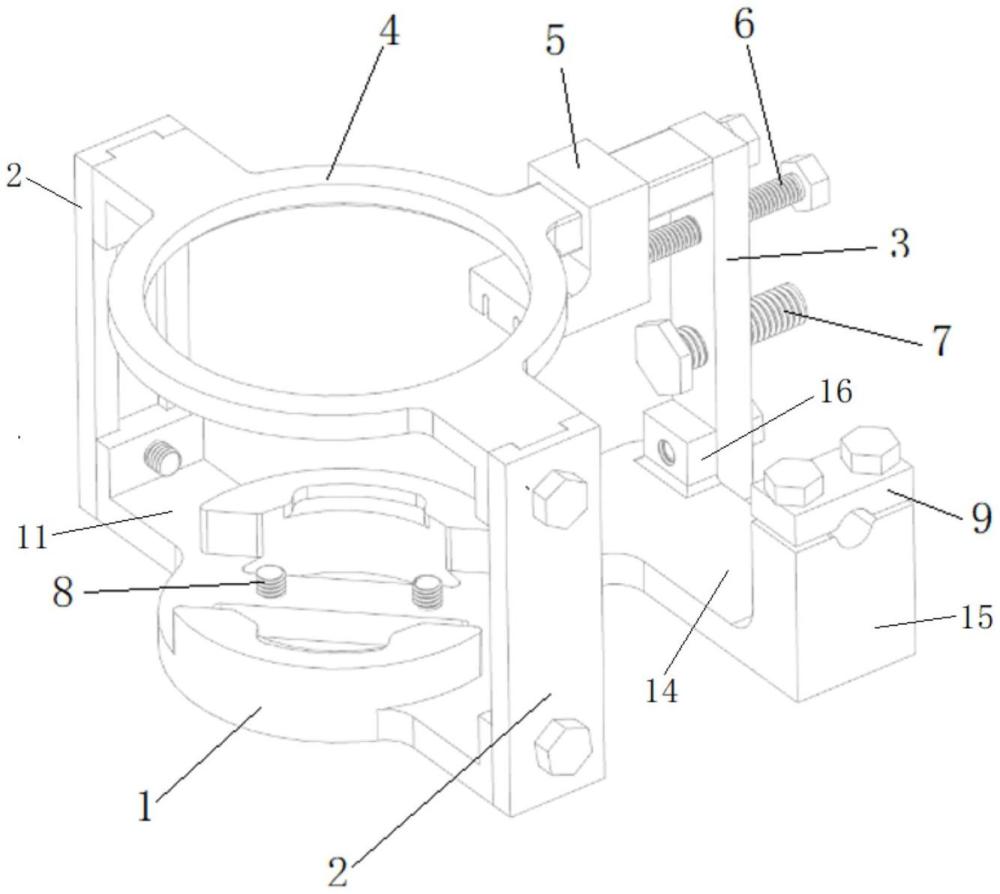
2、本发明适用于钎焊加工陶瓷感应加热炉的钎焊夹具由底座(1)、两个卡圈支架(2)、定位支架(3)、卡圈(4)和滑动压块(5)构成;
3、所述底座(1)的上表面设置有两个对称的卡槽(13),卡槽(13)用于固定陶瓷炉体;底座(1)上两个对称的卡槽(13)之间设置有两个顶丝(8);底座(1)的两侧对称设置有两个水平的第一底座水平连接块(11),每个第一底座水平连接块(11)的端部固定连接有第一底座竖向连接块(12),第二底座水平连接块(14)设置在底座(1)的侧部,第二底座水平连接块(14)为l形,第二底座水平连接块(14)的一条边的端部与底座(1)的侧边固接;第二底座水平连接块(14)的另一条边的上表面设置有第三底座竖向连接块(16),第二底座水平连接块(14)的另一条边的端部固接有第二底座竖向连接块(15),第二底座竖向连接块(15)的上端面设置有凹槽,第二底座竖向连接块(15)的上部设置有压板(9),压板(9)的下表面设置有凹槽,压板(9)和第二底座竖向连接块(15)通过螺栓连接;卡圈支架(2)的其中一个表面沿着长度方向设置有滑槽(21);卡圈(4)的主体为圆环体(41),圆环体(41)的两侧对称设置有水平的第二卡圈水平连接块(43)和水平的第三卡圈水平连接块(45);第三卡圈水平连接块(45)的端部设置有第二凸块(46),第二卡圈水平连接块(43)的端部设置有第一凸块(44);圆环体(41)的侧部第二卡圈水平连接块(43)和第三卡圈水平连接块(45)之间固接有水平的第一卡圈水平连接块(42);滑动压块(5)由滑块(51)和水平压块(52)构成,滑块(51)上设置有水平的通孔(53),水平压块(52)设置在滑块(51)下侧部,水平压块(52)的下端面上设置有两条水平槽(54);
4、所述定位支架(3)竖向设置,定位支架(3)的上端与第一卡圈水平连接块(42)通过螺栓连接,定位支架(3)的下端与第三底座竖向连接块(16)通过螺栓连接;卡圈(4)设置在底座(1)的上方,卡圈(4)中的第一卡圈水平连接块(42)设置在第三底座竖向连接块(16)上方,第二卡圈水平连接块(43)和第三卡圈水平连接块(45)分别设置在两个第一底座水平连接块(11)的上方;两个卡圈支架(2)的下端分别与第一底座竖向连接块(12)连接;其中一个卡圈支架(2)的上端与第三卡圈水平连接块(45)的端部连接,第三卡圈水平连接块(45)端部的第二凸块(46)设置在卡圈支架(2)的滑槽(21)内,另一个卡圈支架(2)的上端与第二卡圈水平连接块(43)连接,第二卡圈水平连接块(43)端部的第一凸块(44)设置在卡圈支架(2)的滑槽(21)内;滑块(51)上设置的水平的通孔(53)套设在第一卡圈水平连接块(42)上;定位支架(3)上水平压块(52)的外侧设置有水平的滑动压块压紧螺栓(6),定位支架(3)上滑动压块压紧螺栓(6)下方设置有水平的气管压紧螺栓(7)。
5、本发明原理及有益效果为:
6、本发明适用于钎焊加工陶瓷感应加热炉的钎焊夹具使用时,待焊的陶瓷感应加热炉的炉体放置在卡圈(4)内,炉体底部置于底座(1)上的卡槽(13)内,两个顶丝(8)分别将两个感应线圈衬套顶紧在炉体底部;待焊的气体管路中的横管通过压板(9)压紧在第二底座竖向连接块(15)上,气管压紧螺栓(7)将待焊的气体管路中的垂直管压紧在炉体的侧壁上;滑动压块压紧螺栓(6)用于调节滑块(51)在第一卡圈水平连接块(42)上的位置,第一卡圈水平连接块(42)将热电偶衬套压紧在炉体的侧壁上;水平槽(54)用于容纳探出的热电偶避免热电偶损伤;本发明钎焊夹具可以将感应线圈衬套、待焊的气体管路、热电偶衬套这些金属部件固定在陶瓷感应加热炉的炉体上,能够有效防止待焊部件的移动,保证了焊接质量,提高了焊接效率。
技术特征:
1.一种适用于钎焊加工陶瓷感应加热炉的钎焊夹具,其特征在于:适用于钎焊加工陶瓷感应加热炉的钎焊夹具由底座(1)、两个卡圈支架(2)、定位支架(3)、卡圈(4)和滑动压块(5)构成;
2.根据权利要求1所述的适用于钎焊加工陶瓷感应加热炉的钎焊夹具,其特征在于:第二底座竖向连接块(15)的上端面的凹槽和压板(9)的下表面设置有凹槽相对设置。
3.根据权利要求1所述的适用于钎焊加工陶瓷感应加热炉的钎焊夹具,其特征在于:卡圈支架(2)的滑槽(21)与第二卡圈水平连接块(43)端部的第一凸块(44)为间隙配合;卡圈支架(2)的滑槽(21)与第三卡圈水平连接块(45)端部的第二凸块(46)为间隙配合。
4.根据权利要求1所述的适用于钎焊加工陶瓷感应加热炉的钎焊夹具,其特征在于:所述底座(1)为圆形。
5.根据权利要求1所述的适用于钎焊加工陶瓷感应加热炉的钎焊夹具,其特征在于:所述定位支架(3)为条形。
6.根据权利要求1所述的适用于钎焊加工陶瓷感应加热炉的钎焊夹具,其特征在于:所述卡圈支架(2)条形。
7.根据权利要求1所述的适用于钎焊加工陶瓷感应加热炉的钎焊夹具,其特征在于:所述滑动压块压紧螺栓(6)的螺杆端部与水平压块(52)的侧部接触。
8.根据权利要求1所述的适用于钎焊加工陶瓷感应加热炉的钎焊夹具,其特征在于:所述顶丝(8)设置在底座(1)的螺纹孔内,螺纹孔贯穿底座(1)。
9.根据权利要求1所述的适用于钎焊加工陶瓷感应加热炉的钎焊夹具,其特征在于:滑动压块压紧螺栓(6)设置在定位支架(3)上设置的水平的螺纹孔内,定位支架(3)外侧的滑动压块压紧螺栓(6)的端部设置有螺母。
10.根据权利要求1所述的适用于钎焊加工陶瓷感应加热炉的钎焊夹具,其特征在于:气管压紧螺栓(7)设置在定位支架(3)上设置的水平的螺纹孔内,定位支架(3)内侧的气管压紧螺栓(7)的端部设置有螺母。
技术总结
一种适用于钎焊加工陶瓷感应加热炉的钎焊夹具,涉及一种用于钎焊加工加热炉的钎焊夹具。为了解决现有的陶瓷感应加热炉的炉体与金属部件的焊接质量难以控制和效率低的问题。本发明适用于钎焊加工陶瓷感应加热炉的钎焊夹具由底座、两个卡圈支架、定位支架、卡圈和滑动压块构成。本发明钎焊夹具可以将感应线圈衬套、待焊的气体管路、热电偶衬套这些金属部件固定在陶瓷感应加热炉的炉体上,能够有效防止待焊部件的移动,保证了焊接质量,提高了焊接效率。
技术研发人员:孙湛,张博彧,张丽霞,唐钧跃,马迎凯,常青,张博
受保护的技术使用者:哈尔滨工业大学
技术研发日:
技术公布日:2024/10/17
- 还没有人留言评论。精彩留言会获得点赞!