一种玻璃成品表面膜材激光切割方法与流程
本发明涉及激光切割,尤其涉及一种玻璃成品表面膜材激光切割方法。
背景技术:
1、激光切割膜材的方式主要分为烧蚀切割和熔融切割两种。这两种方法均采用激光直接作用于材料上,但由于激光对膜材下层的影响可能导致工艺损伤。对于贴膜产品,市场上通常采用两种切割方式:半透切割和全透切割。半透切割主要应用于标签纸等产品,通过激光切割在底膜上形成明显的切痕,而膜材本身未被完全切断。全透切割常用于手机膜贴膜等产品,通过激光将膜材完全切割成型,之后将其贴附至目标表面,如手机屏幕。
2、然而,上述传统的先切割再贴膜的方法存在一些局限性,主要体现在贴膜后膜材的位置精度不足以及容易产生气泡等问题上,这通常无法达到高品质产品的要求。特别是对于3d玻璃产品这类对品质有着极高要求的产品,这些问题尤为突出。因此,出现了一种新的贴膜方式,即先通过热贴合的方式将比玻璃产品尺寸略大的膜材贴合到玻璃产品表面,在贴合的过程中通过抽真空的方式去除膜材与玻璃产品之间的气泡,再通过激光去除玻璃产品边缘多余的膜材。然而,膜材通常是如图1所示的多层复合结构,按照产品品质要求,膜材的尺寸需要比玻璃产品略小,对膜材的边缘切割效果也有非常高的要求,有些玻璃产品底面还粘附有功能性涂层,这就要求激光能够刚好切透膜材,但是不损伤玻璃和涂层,并且膜材的边缘切割效果要达到要求。如何根据膜材、玻璃、涂层的特性选择合适的激光切割参数,以达到上述切割效果,是目前急需解决的问题。
技术实现思路
1、本发明要解决的技术问题是:针对现有技术的上述缺陷,提供一种玻璃成品表面膜材激光切割方法,用激光对玻璃成品表面贴附的膜材进行切割。
2、为实现上述目的,本发明提供了一种玻璃成品表面膜材激光切割方法,所述玻璃成品上表面贴附有膜材,下表面粘附有功能性涂层,所述方法包括以下步骤:
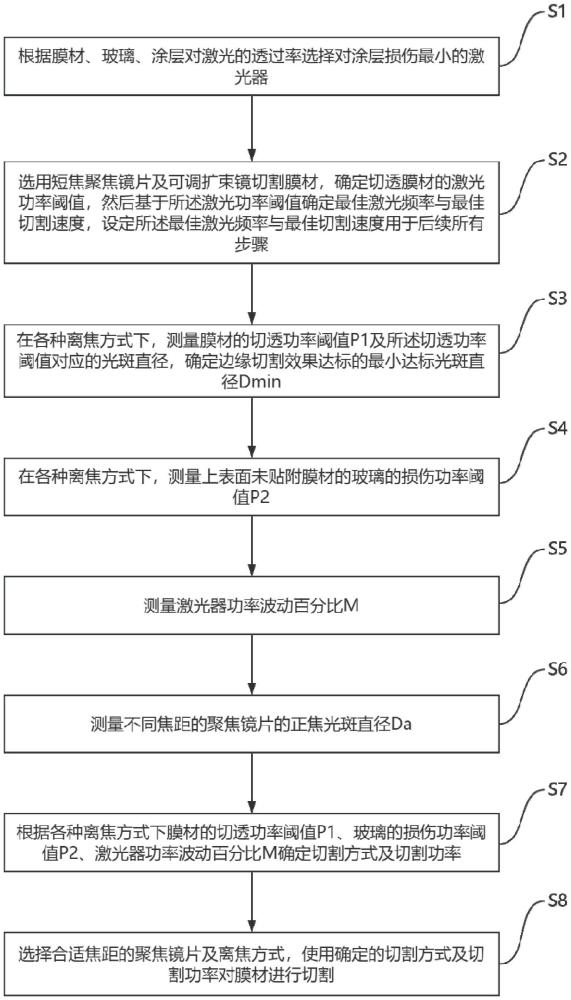
3、步骤s1,根据膜材、玻璃、涂层对激光的透过率选择对涂层损伤最小的激光器;
4、步骤s2,选用短焦聚焦镜片及可调扩束镜切割膜材,确定切透膜材的激光功率阈值,然后基于所述激光功率阈值确定最佳激光频率与最佳切割速度,设定所述最佳激光频率与最佳切割速度用于后续所有步骤;
5、步骤s3,在各种离焦方式下,测量膜材的切透功率阈值p1及所述切透功率阈值对应的光斑直径,确定边缘切割效果达标的最小达标光斑直径dmin;
6、步骤s4,在各种离焦方式下,测量上表面未贴附膜材的玻璃的损伤功率阈值p2;
7、步骤s5,测量激光器功率波动百分比m;
8、步骤s6,测量不同焦距的聚焦镜片的正焦光斑直径da;
9、步骤s7,根据各种离焦方式下膜材的切透功率阈值p1、玻璃的损伤功率阈值p2、激光器功率波动百分比m确定切割方式及切割功率:
10、如果p1<p2,切割一次,切割功率p的范围为:p1*(1+m)<p<p2*(1-m);
11、如果p1≥p2,切割多次,最后一次的切割功率为pz,前面n次的切割功率为pc1,其中:
12、pz<p2*(1-m);
13、pc1的确定方法为:
14、确定最后一次之前的切割次数h为膜材的总厚度,hz为功率pz对应的切割深度,hc为功率对应的切割深度,τ1为膜材对激光器中激光的透过率;
15、确定前n次的切割深度hn,并根据所述前n次的切割深度hn确定前n次的切割功率pc1:前n次的切割深度以pc为上限往下做激光功率、切割深度梯度曲线,找到切割深度hn对应的激光功率值pc1;
16、步骤s8,选择合适焦距的聚焦镜片及离焦方式,使用确定的切割方式及切割功率对膜材进行切割:
17、如果只需切割一次,计算各种离焦方式下激光切割功率的功率区间pa,结合各离焦方式下功率区间pa的大小、各种离焦方式的调试难度、最小达标光斑直径dmin、正焦光斑直径da,选择合适焦距的聚焦镜片及离焦方式;
18、如果需要切割多次,根据最大切割功率重新测量对应的最小达标光斑直径dmin,然后再依据最大切割功率对应的功率区间pa的大小、各种离焦方式的调试难度、最小达标光斑直径dmin、正焦光斑直径da,选择合适焦距的聚焦镜片及离焦方式。
19、优选的,所述步骤s8中,在所述使用确定的切割方式及切割功率对膜材进行切割之前,还包括:
20、改变扩束镜倍数,以对光斑直径进行微调,并根据切割效果调整激光切割功率。
21、优选的,所述改变扩束镜倍数,以对光斑直径进行微调,并根据切割效果调整激光切割功率的具体方法是:增大扩束镜的扩束倍数,使用贴膜玻璃产品对不同所述扩束倍数做梯度验证,记录不同扩束镜倍数下的膜材的切透功率阈值p1、玻璃的损伤功率阈值p2、光斑直径及切割效果,选择切割效果符合预期的扩束镜倍数,根据所述扩束镜倍数对应的膜材的切透功率阈值p1、玻璃的损伤功率阈值p2确定激光切割功率。
22、优选的,所述步骤s2中,所述聚焦镜片焦距为50mm,所述扩束镜的扩束倍数设置为2倍。
23、优选的,所述步骤s5中,所述激光器功率波动百分比=(最大功率值-最小功率值)/功率平均值。
24、优选的,所述步骤s5中,在膜材的切透功率阈值p1下进行激光器功率波动百分比测量。
25、优选的,所述步骤s8中,所述选择合适焦距的聚焦镜片及离焦方式的方法包括:如果各离焦方式下功率区间pa相差不大,选择正焦光斑直径da小于且最接近于最小达标光斑直径dmin的焦距的聚焦镜片。
26、优选的,所述步骤s5之后,还包括:
27、确定所述涂层的损伤功率阈值p3,如果所述步骤s1中确定了多个激光器,结合所述未贴附膜材的玻璃的损伤功率阈值p2、涂层的损伤功率阈值p3及玻璃对激光器中激光的透过率τ2选择合适的激光器。
28、本发明具有如下有益效果:本发明的方案根据膜材、玻璃、涂层对激光的透过率选择对涂层损伤最小的激光器;选用短焦聚焦镜片确定最佳激光频率与最佳切割速度,测量各种离焦方式下膜材的切透阈值、玻璃的损伤阈值、及对应光斑直径,根据边缘切割效果确定最小达标光斑直径;然后根据膜材的切透阈值、玻璃的损伤阈值以及膜材对激光的透过率确定切割次数及每次的切割功率;再综合考虑功率区间、调试难度、最小达标光斑直径、不同焦距的正焦光斑直径,选择合适焦距的聚焦镜片及离焦方式;最后使用确定的切割方式及切割功率对膜材进行切割。本发明的方案能够在确保不损伤玻璃和涂层的前提下,对玻璃成品表面的膜材进行单次或多次切割。这一方案极大地增强了通过热贴合方式将膜材贴附到玻璃成品表面后再使用激光切割多余膜材的可行性,使之更适合大规模生产应用。
技术特征:
1.一种玻璃成品表面膜材激光切割方法,所述玻璃成品上表面贴附有膜材,下表面粘附有功能性涂层,其特征在于,所述方法包括以下步骤:
2.根据权利要求1所述的玻璃成品表面膜材激光切割方法,其特征在于,所述步骤s8中,在所述使用确定的切割方式及切割功率对膜材进行切割之前,还包括:
3.根据权利要求2所述的玻璃成品表面膜材激光切割方法,其特征在于,所述改变扩束镜倍数,以对光斑直径进行微调,并根据切割效果调整激光切割功率的具体方法是:增大扩束镜的扩束倍数,使用贴膜玻璃产品对不同所述扩束倍数做梯度验证,记录不同扩束镜倍数下的膜材的切透功率阈值p1、玻璃的损伤功率阈值p2、光斑直径及切割效果,选择切割效果符合预期的扩束镜倍数,根据所述扩束镜倍数对应的膜材的切透功率阈值p1、玻璃的损伤功率阈值p2确定激光切割功率。
4.根据权利要求1所述的玻璃成品表面膜材激光切割方法,其特征在于,所述步骤s2中,所述聚焦镜片焦距为50mm,所述扩束镜的扩束倍数设置为2倍。
5.根据权利要求1所述的玻璃成品表面膜材激光切割方法,其特征在于,所述步骤s5中,所述激光器功率波动百分比=(最大功率值-最小功率值)/功率平均值。
6.根据权利要求1所述的玻璃成品表面膜材激光切割方法,其特征在于,所述步骤s5中,在膜材的切透功率阈值p1下进行激光器功率波动百分比测量。
7.根据权利要求1所述的玻璃成品表面膜材激光切割方法,其特征在于,所述步骤s8中,所述选择合适焦距的聚焦镜片及离焦方式的方法包括:如果各离焦方式下功率区间pa相差不大,选择正焦光斑直径da小于且最接近于最小达标光斑直径dmin的焦距的聚焦镜片。
8.根据权利要求1所述的玻璃成品表面膜材激光切割方法,其特征在于,所述步骤s5之后,还包括:
技术总结
本发明公开了一种玻璃成品表面膜材激光切割方法,属于激光切割技术领域。本方案根据膜材、玻璃、涂层对激光的透过率选择激光器;选用短焦聚焦镜片确定激光频率与切割速度,测量各种离焦方式下膜材的切透阈值、玻璃的损伤阈值,根据边缘切割效果确定最小达标光斑直径;然后根据各项阈值以及膜材对激光的透过率确定切割次数及每次的切割功率;再根据功率区间、调试难度、最小达标光斑直径等参数选择合适焦距的聚焦镜片及离焦方式。本发明的方案能够在确保不损伤玻璃和涂层的前提下,对玻璃成品表面的膜材进行单次或多次切割,极大地增强了通过热贴合方式将膜材贴附到玻璃成品表面后再使用激光切割多余膜材的可行性,使之更适合大规模生产应用。
技术研发人员:冯渭明,刘朋,蔡君古,洪嘉乐
受保护的技术使用者:伯恩光学(惠州)有限公司
技术研发日:
技术公布日:2025/1/2
- 还没有人留言评论。精彩留言会获得点赞!