一种两道次冷轧变厚度板轧制调节方法
本发明涉及变厚度板轧制,特别是涉及一种两道次冷轧变厚度板轧制调节方法。
背景技术:
1、变厚度轧制板材(variable-thickness rolled blanks,vrb)主要源于汽车工业对轻量化和高性能材料的需求。在钢板轧制过程中,通过控制轧辊间隙,使板材厚度在轧制方向发生变化,实现材料厚度的自由调节,通过优化厚度分布,变厚度板能够提高零件的力学性能和耐久性,且不同厚度的板料之间为连续性过渡区域,性能均匀无突变。
2、在变厚度轧制中,可能出现由于过渡区长度较短,相邻等厚度段的厚度差过大而导致一个道次无法完成板材的变厚度控制的情况,因而需要合理分配轧制比例,进行两道次轧制。一种轧制变厚板的板形调节方法,通过带材的压下量预先改变轧机的弯辊力,并检测实际轧制力然后对弯辊力进行修正,根据修正后的弯辊力进行轧制。一种冷轧变厚度板轧制方法,通过第一道次采用变厚轧制方式在出口每个轮廓周期的首尾相接处都打上了标记,或在第二道次轧制进辊缝前对标记进行识别,从而确定带材位置进行轧制。
3、在变厚度轧制中,现有的方案未考虑到当相邻等厚段厚度差较小且过渡区长度足够时可一次性轧制完成,如果两个厚度差距过大,过渡区又短,无法一次完成变厚度轧制时该如何处理,以及若分为两道次轧制,在两道次轧制中如何合理的分配轧制比例。针对以上问题,本发明提供了一种冷轧变厚度板轧制调节策略。
技术实现思路
1、本发明的目的是提供一种两道次冷轧变厚度板轧制调节方法,以解决上述现有技术存在的问题,根据过渡段的长度和相邻等厚段的厚度差来判断是否能实现一次轧制成形,若不满足一次轧制成形条件,通过控制压下率分配轧制比例,进行两道次轧制,从而实现出口各等厚度段及各过渡段衔接良好和板形良好的目的。
2、为实现上述目的,本发明提供了如下方案:
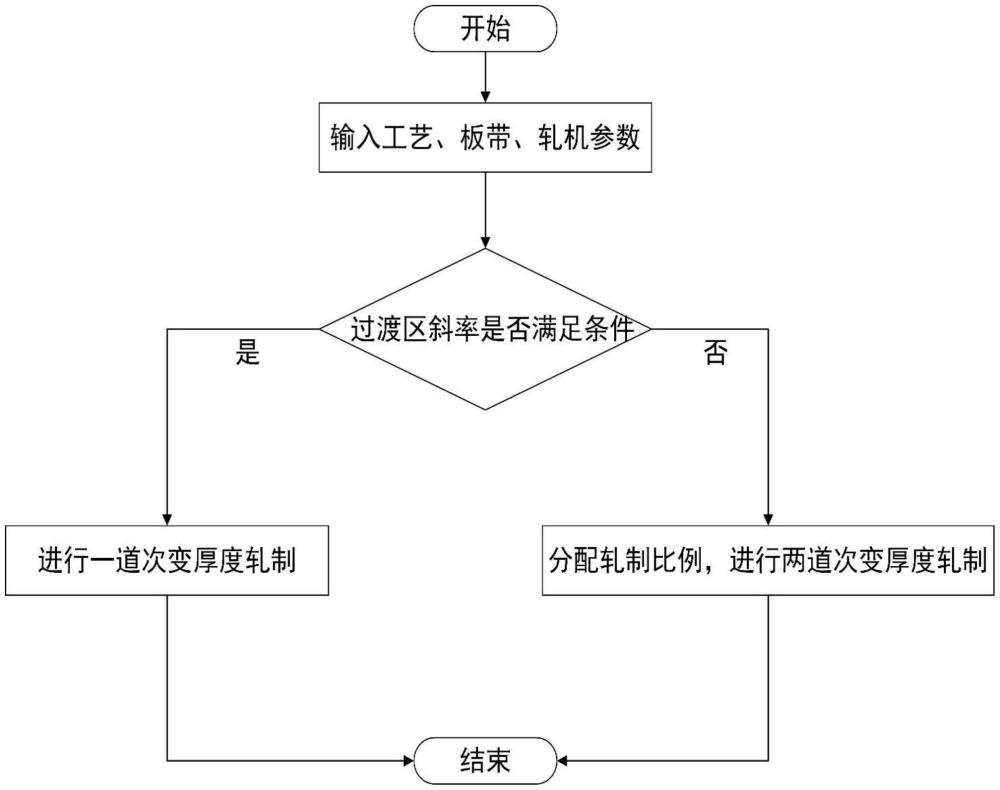
3、一种两道次冷轧变厚度板轧制调节方法,包括:
4、获取变厚度轧制的参数,所述参数包括:工艺参数、板带参数和轧机参数;
5、基于所述参数,获取过渡区的实际斜率;
6、将所述实际斜率与预设斜率进行比较,若所述实际斜率大于预设斜率,则分配轧制比例,通过两次轧制完成板材厚度控制,否则通过一次轧制完成板材厚度控制。
7、可选地,过渡区的所述实际斜率为:
8、
9、其中,ki为过渡区的实际斜率,下角标i为过渡区次值,hn为第一个等厚段的厚度,hn+1为第二个等厚段的厚度,ln为过渡区长度。
10、可选地,通过一次轧制完成板材厚度控制包括:
11、基于轧机弹跳模型,预设第一个等厚度段的辊缝值;
12、基于第一个等厚度段的辊缝值,进行第一个等厚度段轧制;
13、完成第一个等厚度段轧制后,抬升或下压轧辊,以第一个等厚度段结束点为零点,开始产生变厚度区;
14、基于过渡段辊缝控制模型、张力控制微分模型和流动速度模型,控制辊缝变化速度,完成过渡区的轧制,进入第二个等厚度段。
15、可选地,所述过渡段辊缝控制模型为:
16、
17、其中,hn为第一个等厚段的厚度,hn+1为第二个等厚段的厚度,ln为过渡区长度,f为轧制力,k′为轧机刚度,t(xt)为过渡段辊缝控制函数,xt为过渡段坐标变化值;
18、所述张力控制微分模型为:
19、
20、其中,σ为轧件张应力,t为时间,e为轧件弹性模量,l0为轧件长度;
21、所述流动速度模型为:
22、
23、其中,vr为轧辊转速,h′c为辊缝变化速度,v0为轧件入口速度,v1为轧件出口速度,h0为轧件入口厚度的一半,h1为轧件出口厚度的一半,θn为中性角,xn为中性角对应的横坐标值,-x0为入口位置横坐标,-x1为出口位置横坐标,h″n为中性角处对应板带厚度的一半。
24、可选地,通过两次轧制完成板材厚度控制包括:
25、基于来料厚度h,目标厚度hn、hn+1,以及总压下率为设置第一道次轧制厚度为h′n、h′n+1,对应第一道次压下率为第二道次轧制厚度为hn、hn+1,对应第二道次压下率为
26、基于第一道次轧制厚度和第一道次压下率,进行第一道次轧制;
27、基于第二道次轧制厚度和第二道次压下率,进行第二道次轧制。
28、可选地,基于第一道次轧制厚度和第一道次压下率,进行第一道次轧制;包括:
29、基于轧机弹跳模型,预设第一道次第一个等厚度段的辊缝值,进行第一道次第一个等厚度段轧制;
30、第一道次第一等厚度段轧制完成后,轧辊开始抬升或下压,以第一道次第一个等厚度段结束点为零点,开始产生第一变厚度区,基于过渡段辊缝控制模型、张力控制微分模型和流动速度模型,控制辊缝变化速度,完成第一变厚度区的轧制,开始进行第一道次第二个等厚度段的轧制,第二个等厚度轧制完成时,第一道次轧制结束。
31、可选地,所述第一道次轧制厚度为h′n、h′n+1,需满足条件:
32、hn+1<h′n+1≤2k′ln+h′n,当取到等号时为h′n+1最大取值;
33、同时h′n>hn+1-2k′ln。
34、可选地,基于第二道次轧制厚度和第二道次压下率,进行第二道次轧制包括:
35、基于轧机弹跳模型,预设第二道次第一个等厚度段的辊缝值,进行第二道次第一个等厚度段轧制;
36、第二道次第一等厚度段轧制完成后,轧辊开始抬升或下压,以第二道次第一个等厚度段结束点为零点,开始产生第二变厚度区,基于过渡段辊缝控制模型、张力控制微分模型和流动速度模型,控制辊缝变化速度,完成第二变厚度区的轧制,开始进行第二道次第二个等厚度段的轧制,第二个等厚度轧制完成时,第二道次轧制结束。
37、本发明的有益效果为:
38、本发明冷轧变厚度板材轧制的方法分析了一道次轧制和两道次轧制的张力以及轧件厚度控制,考虑了板材轧制是否满足一次轧制成形条件并且不满足一次轧制成形条件时通过两个等厚段厚度差和过渡段长度如何合理分配轧制比例,从而能够实现板材目标要求的厚度以及出口各等厚度段和过渡段板形良好的目的。
技术特征:
1.一种两道次冷轧变厚度板轧制调节方法,其特征在于,包括:
2.根据权利要求1所述的两道次冷轧变厚度板轧制调节方法,其特征在于,过渡区的所述实际斜率为:
3.根据权利要求1所述的两道次冷轧变厚度板轧制调节方法,其特征在于,通过一次轧制完成板材厚度控制包括:
4.根据权利要求3所述的两道次冷轧变厚度板轧制调节方法,其特征在于,
5.根据权利要求4所述的两道次冷轧变厚度板轧制调节方法,其特征在于,通过两次轧制完成板材厚度控制包括:
6.根据权利要求5所述的两道次冷轧变厚度板轧制调节方法,其特征在于,基于第一道次轧制厚度和第一道次压下率,进行第一道次轧制;包括:
7.根据权利要求5所述的两道次冷轧变厚度板轧制调节方法,其特征在于,所述第一道次轧制厚度为h′n、h′n+1,需满足条件:
8.根据权利要求5所述的两道次冷轧变厚度板轧制调节方法,其特征在于,基于第二道次轧制厚度和第二道次压下率,进行第二道次轧制包括:
技术总结
本发明涉及一种两道次冷轧变厚度板轧制调节方法,包括:获取变厚度轧制的参数,所述参数包括:工艺参数、板带参数和轧机参数;基于所述参数,获取过渡区的实际斜率;将所述实际斜率与预设斜率进行比较,若所述实际斜率大于预设斜率,则分配轧制比例,通过两次轧制完成板材厚度控制,否则通过一次轧制完成板材厚度控制。本发明根据过渡段的长度和相邻等厚段的厚度差来判断是否能实现一次轧制成形,若不满足一次轧制成形条件,通过控制压下率分配轧制比例,进行两道次轧制,从而实现出口各等厚度段及各过渡段衔接良好和板形良好的目的。
技术研发人员:杨彦博,许庆龙,张明,黄自豪,沈启凡,刘晓立
受保护的技术使用者:河北工程大学
技术研发日:
技术公布日:2024/11/11
- 还没有人留言评论。精彩留言会获得点赞!