一种钢丝网夹层辅助钢铝异种金属搭接焊的方法与流程
本发明涉及异种材料焊接,具体涉及一种钢丝网夹层辅助钢铝异种金属搭接焊的方法。
背景技术:
1、轻量化结构在汽车、轨道交通车辆、航空航天等交通运输行业实现更高速度、节能减排方面具有广阔的前景。不锈钢具有较高的比强度和耐腐蚀性,而铝合金具有较低的密度,其力学性能也满足许多结构或功能部件的要求,因此铝/钢轻量化复合结构受到了极大的关注。而焊接则是制造钢/铝复合结构的最佳手段。如今,钢/铝的搭接接头正逐渐被应用于车身构件中。然而,钢和铝合金在物理和冶金性能上的差异依旧是连接的难点,所得到的接头性能不高,使得钢铝搭接接头无法应用于对承重具有一定要求的部件上,极大地限制了钢/铝复合结构的发展。
2、由于两种金属的热物理性能存在很大差异,因此大大提高了实现铝/钢高质量焊接的难度,如熔点的差异容易导致冶金相容性较差,而热膨胀系数的差异则容易给接头带来较大的焊接残余应力;其次,铝属于高活性金属,且容易在表面产生致密的、高熔点al2o3氧化膜,降低接头强度。而最关键的是钢/铝焊接接头界面处不可避免地存在脆性fe-al金属间化合物(intermetallic compound,imc),其会大大限制接头的强度和延展性。经过大量研究发现,富al的imc相塑性和韧性比富fe的imc相低;同时,界面imc相的最佳厚度在4~8μm,过薄的imc层会削弱其自身强度,而过厚则会在imc层内部产生过大的应力,从而容易萌生裂纹。因此,必须避免和抑制界面金属间化合物的过度形成和生长。
3、目前,熔钎焊是熔点差别较大的异种材料焊接的主要方法,激光-mig(meltinert-gas)复合热源深熔钎焊不仅能利用电弧的预热作用促进钎料向钢表面铺展实现较好的桥接,而激光则能稳定电弧;同时当板厚较大时,激光能起到增加熔深的作用;并且通过改变两个热源的相对空间位置,可以改变界面处的温度场分布,从而实现对界面化合物层均匀性的调控, 实现铝钢的高质量连接。
4、对焊接热输入进行精确控制可以有效调控imc层厚度及相组成。通常进行焊接时需要降低热输入或提高冷却速度,以减小或避免钢的熔化,并降低了熔池的峰值温度和停留时间,从而调控fe/al界面反应区的传质过程,最终减小imc层的厚度。然而,降低热输入和提高冷却速度的同时,也产生了许多对接头性能不利的因素。一方面扩散至熔池中的fe元素减少,能够对铝合金焊缝起到细晶强化作用的fe-al颗粒减少,对接头不利;最主要的,对于搭接接头,在低焊接热输入下,熔融铝在钢表面上的铺展和润湿能力不足,导致有效连接面积大幅减少,并且熔融铝液由于无法铺展产生堆积,冷却凝固后接头轮廓发生突变,接头受载后极容易造成应力集中,不利于接头的承载性能。
5、因此,急需一种在低焊接热输入条件下提高铝液在不锈钢表面铺展润湿能力并且能够提高铝/钢搭接接头性能的新方法。
技术实现思路
1、本发明旨在解决现有技术中采用熔钎焊进行钢铝异种金属焊接时,在低焊接热输入条件下铝液在不锈钢表面铺展润湿能力不佳等问题,提出一种钢丝网夹层辅助钢铝异种金属搭接焊的方法,该方法通过添加钢丝网夹层有效提高了焊接过程中熔融铝液在钢表面的铺展能力,使铺展宽度大幅增加,并有效细化了焊缝组织,增强了钢-铝异种金属搭接接头的力学性能。
2、为了实现上述发明目的,本发明的技术方案如下:
3、一种钢丝网夹层辅助钢铝异种金属搭接焊的方法,包括如下步骤:
4、步骤a、对待焊接的铝合金板、不锈钢板表面进行打磨并清理油污,裁剪钢丝网并清洁干燥;
5、步骤b、将kalf4组成的nocolok焊剂溶解于溶剂中,然后均匀涂覆于处理后的不锈钢板待焊区表面;
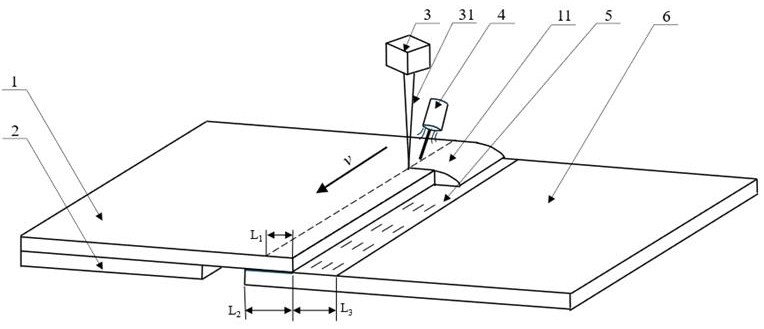
6、步骤c、将处理后的钢丝网固定于处理后的不锈钢板待焊区表面,并在钢丝网表面均匀涂覆焊剂;然后将铝合金板搭接于不锈钢板正上方使钢丝网位于二者之间成为夹层,再在铝合金板下方放置垫板,使用夹具对焊接件进行装夹固定;
7、步骤d、对装夹好的焊接件实施激光- mig熔钎焊。
8、进一步的,步骤c中,不锈钢板与铝合金板的重叠搭接长度l2=10~20 mm。
9、进一步的,步骤c中,钢丝网的外置宽度l3=20~25 mm。
10、进一步的,步骤b中,kalf4组成的nocolok焊剂溶解在无水乙醇中,其在不锈钢板待焊区表面铺展厚度为0.2~0.3 mm。
11、进一步的,钢丝网目数为200~300。
12、进一步的,步骤d中,焊接激光束以及mig焊枪向铝合金板侧的偏移量l1=0.5~1mm,离焦量为0,光丝间距为3 mm。
13、进一步的,步骤d中,激光-mig熔钎焊参数为:激光功率700~1000 w;焊接速度7~9mm/s;送丝速度3~5 m/min;保护气为氩气,从mig焊枪送出;保护气流量15~30 l/min。
14、进一步的,步骤d中,焊接激光头倾斜角度为5~10°。
15、进一步的,步骤a中,利用角向砂轮机对铝合金板及不锈钢板的待焊区域进行打磨,去除表面氧化膜;并采用丙酮或工业酒精擦拭去除表面油污。
16、综上所述,本发明具有以下优点:
17、1、本发明解决了熔融铝液在钢上润湿铺展性差的问题,在较低焊接热输入下也能大幅提高润湿铺展宽度,铺展宽度提高了123 %;并有效地细化了焊缝组织,提高了焊缝的力学性能;
18、2、本发明降低了焊接热输入,有利于调控fe/al界面反应区的传质过程,实现对界面化合物层均匀性的调控,并提高界面的结合质量;
19、3、本发明改变了钢-铝搭接接头的断裂模式,添加钢丝网后铺展宽度的增加、界面结合质量的提高以及焊缝晶粒的细化使焊缝力学性能增加,使原本发生在焊缝的脆韧结合断裂转变为发生在热影响区的韧性断裂,极大地提高了接头的力学性能,抗拉强度提高了20 %;
20、4、本发明在焊接过程中,nocolok焊剂与钢丝网协同作用,焊剂降低了不锈钢表面张力,初步改善润湿性;而钢丝网的毛细作用为熔融铝液的铺展提供了额外的驱动力,大幅提升了其在不锈钢表面的润湿铺展能力。
技术特征:
1.一种钢丝网夹层辅助钢铝异种金属搭接焊的方法,其特征在于,包括如下步骤:
2.如权利要求1所述的一种钢丝网夹层辅助钢铝异种金属搭接焊的方法,其特征在于,步骤c中,不锈钢板与铝合金板的重叠搭接长度l2=10~20 mm。
3.如权利要求1所述的一种钢丝网夹层辅助钢铝异种金属搭接焊的方法,其特征在于,步骤c中,钢丝网的外置宽度l3=20~25 mm。
4.如权利要求1所述的一种钢丝网夹层辅助钢铝异种金属搭接焊的方法,其特征在于,步骤b中,kalf4组成的nocolok焊剂溶解在无水乙醇中,其在不锈钢板待焊区表面铺展厚度为0.2~0.3 mm。
5.如权利要求1所述的一种钢丝网夹层辅助钢铝异种金属搭接焊的方法,其特征在于,钢丝网目数为200~300。
6.如权利要求1所述的一种钢丝网夹层辅助钢铝异种金属搭接焊的方法,其特征在于,步骤d中,焊接激光束以及mig焊枪向铝合金板侧的偏移量l1=0.5~1 mm,离焦量为0,光丝间距为3 mm。
7.如权利要求1所述的一种钢丝网夹层辅助钢铝异种金属搭接焊的方法,其特征在于,步骤d中,激光-mig熔钎焊参数为:激光功率700~1000 w;焊接速度7~9 mm/s;送丝速度3~5m/min;保护气为氩气,从mig焊枪送出;保护气流量15~30 l/min。
8.如权利要求1所述的一种钢丝网夹层辅助钢铝异种金属搭接焊的方法,其特征在于,步骤d中,焊接激光头倾斜角度为5~10°。
9.如权利要求1所述的一种钢丝网夹层辅助钢铝异种金属搭接焊的方法,其特征在于,步骤a中,利用角向砂轮机对铝合金板及不锈钢板的待焊区域进行打磨,去除表面氧化膜;并采用丙酮或工业酒精擦拭去除表面油污。
技术总结
本发明公开了一种钢丝网夹层辅助钢铝异种金属搭接焊的方法,属于异种金属焊接技术领域,包括:对待焊接的铝合金板、不锈钢板的表面进行打磨并清理油污;裁剪钢丝网并清洁干燥;将焊剂溶解于溶剂中并均匀涂覆于处理后的不锈钢板待焊区表面;将处理后的钢丝网固定于处理后不锈钢板的待焊区表面,并在钢丝网表面均匀涂覆焊剂,将铝合金板搭接于不锈钢板正上方使钢丝网成为夹层,再在铝合金板下方放置垫板,使用夹具装夹固定;对装夹好的焊接件实施激光‑MIG熔钎焊。本发明通过添加钢丝网夹层有效提高了焊接过程中熔融铝液在钢表面的铺展能力,使铺展宽度大幅增加,并有效细化了焊缝组织,增强了钢‑铝异种金属搭接接头的力学性能。
技术研发人员:冯筝,王欢,王静,易传斌,周萌,杨柳
受保护的技术使用者:成都中科精园科技有限公司
技术研发日:
技术公布日:2024/10/10
- 还没有人留言评论。精彩留言会获得点赞!