一种大尺寸航空发动机精密卡环的加工方法与流程
本发明属于机械加工领域,具体涉及一种大尺寸精密卡环的加工方法。
背景技术:
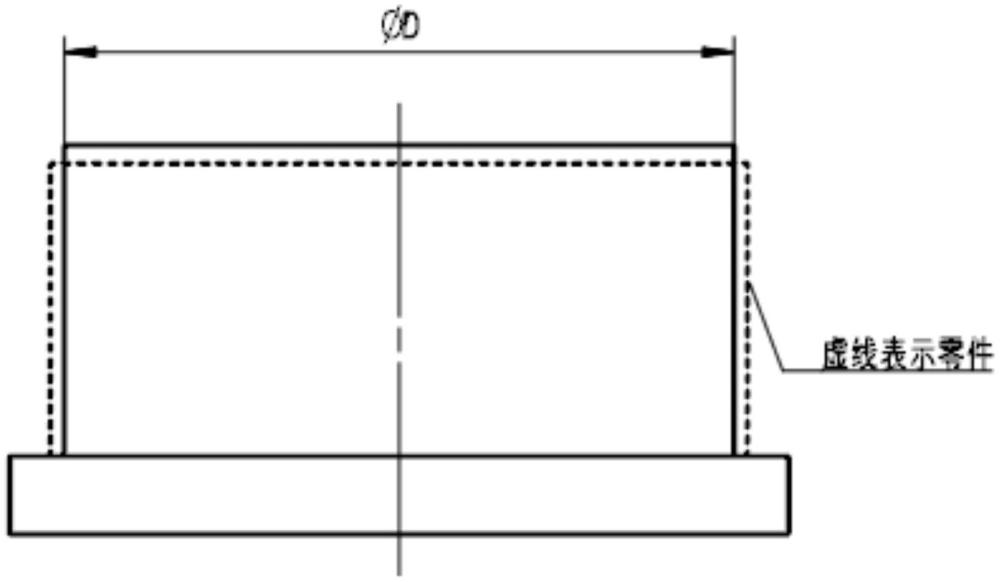
1、卡环是一种航空发动机中用来固定机械零部件的装置,其零件结构如图1所示,是一种精密环形零件,外径为宽为b,平面度为0.3mm,平行度为0.03mm,料厚为c,表面粗糙度为ra0.8,此外还需保证硬度。
2、目前,该类精密卡环的加工方案主要有三种:
3、第一种,使用厚度为c的板料切割加工,获得圆环状的精密卡环,但切割后平面度尺寸难以保证,且切割过程中环形料中间的原材料被大量浪费掉。
4、第二种,采用棒料加工,将棒料切割为片状,然后去除中间的圆形部分获得环形件,但该方法同样存在原材料被大量浪费的问题。
5、第三中,使用管材加工,但是,因为当前的市场上暂无如此大尺寸的薄壁管材,因此需要定制,导致材料采购成本很高。
6、经过检索,除了上述三种加工思路,暂未发现关于该类大尺寸航空发动机精密卡环其它加工方法的公开文献。
技术实现思路
1、本发明旨在提供一种大尺寸航空发动机精密卡环的加工方法,能够减少原材料的浪费,且能保证零件尺寸的加工精度。
2、为实现上述目的,本发明采用了如下技术方案:
3、一种大尺寸航空发动机精密卡环的加工方法,包括以下步骤:
4、s1,下料,采用矩形板材,板材的厚度大于精密卡环的宽度,板材的宽度大于精密卡环的厚度;
5、s2,卷圆,将s1中的矩形板材沿着长度方向卷圆;
6、s3,抛光焊接,将s2中卷圆后的矩形板材长度方向的两端抛光,然后拼接并焊接成一个环形件;
7、s4,真空热定型,将s3中的环形件在真空环境下加热,从环形件的内环面向外胀型,保证环形件硬度的同时对环形件的校圆;
8、s5,慢走丝切割,将s4中的环形件沿着垂直于环形件轴线的平面进行慢走丝切割,保证环形件轴向两个端面平面度和平行度的前提下获得至少一个精密卡环中间件;
9、s6,酸洗,对s5中获得的精密卡环中间件进行酸洗处理,去除其表面的烧蚀层,保证其表面粗糙度符合要求;
10、s7,机加外形,按照精密卡环零件图的要求对s6中酸洗后的精密卡环中间件进行机加工,获得具备零件图中外形尺寸和特征结构的精密卡环;
11、s8,磁力探伤,检查s7中的精密卡环是否存在缺陷;
12、s9,化学钝化,对s8中不存在缺陷的精密卡环进行表面化学钝化处理。
13、作为一种选择,所述s2中,采用滚床卷圆s1中的矩形板料。
14、作为一种选择,所述s4中,采用热定型模具在真空环境下加热,热定型模具包含一个用于插入s3中环形件内环的圆柱面,且热定型模具的材料热膨胀线速度大于s1中矩形板料的热膨胀线速度。
15、作为一种选择,所述s6中,酸洗精密卡环中间后获得精密卡环零件图要求的厚度。
16、作为一种选择,所述s7中,按照精密卡环零件图的要求对s6中酸洗后的精密卡环中间件的内圆面和外圆面进行机加工,保证获得精密卡环零件图要求的外径和宽度,并沿着s3中焊缝位置加工出精密卡环零件图要求的缺口。
17、与现有技术相比,本发明提供的加工方法相对于传统方案加工的零件(例如在板料上环形切割,以及采用棒料加工),大幅减少了原材料的浪费,同时保证了精密卡环尺寸的加工精度。
18、与现有技术相比,本发明提供的加工方法更加可靠,加工的精密卡环一致性更好、质量更高。
技术特征:
1.一种大尺寸航空发动机精密卡环的加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种大尺寸航空发动机精密卡环的加工方法,其特征在于:所述s2中,采用滚床卷圆s1中的矩形板料。
3.根据权利要求1所述的一种大尺寸航空发动机精密卡环的加工方法,其特征在于:所述s4中,采用热定型模具在真空环境下加热,热定型模具包含一个用于插入s3中环形件内环的圆柱面,且热定型模具的材料热膨胀线速度大于s1中矩形板料的热膨胀线速度。
4.根据权利要求1所述的一种大尺寸航空发动机精密卡环的加工方法,其特征在于:所述s6中,酸洗精密卡环中间后获得精密卡环零件图要求的厚度。
5.根据权利要求1所述的一种大尺寸航空发动机精密卡环的加工方法,其特征在于:所述s7中,按照精密卡环零件图的要求对s6中酸洗后的精密卡环中间件的内圆面和外圆面进行机加工,保证获得精密卡环零件图要求的外径和宽度,并沿着s3中焊缝位置加工出精密卡环零件图要求的缺口。
技术总结
本发明公开了一种大尺寸航空发动机精密卡环的加工方法,包括依次进行的下料、卷圆、抛光焊接、真空热定型、慢走丝切割、酸洗、机加外形、磁力探伤和化学钝化。下料时采用矩形板料,真空热定型获得精密卡环要求的硬度并校圆,慢走丝切割获得符合平面度和平行度要求的精密卡环中间件,酸洗后获得要求的厚度和表面粗糙度,通过机加获得最终的外形尺寸,最后探伤和表面钝化处理。本发明的加工方法不仅能大幅减少原材料的损耗,而且能保证精密卡环的尺寸精度,应用范围广阔。
技术研发人员:刘志飞,戴兴敏,华啟源,李明,员婷婷,詹俊,李艳雄,李星海,丁二强,罗飞,徐兵
受保护的技术使用者:中国航发贵州黎阳航空动力有限公司
技术研发日:
技术公布日:2025/2/17
- 还没有人留言评论。精彩留言会获得点赞!