一种基于热处理的钢结构构件预定位连接的方法与流程
本发明属钢结构安装,特别是涉及一种基于热处理的钢结构构件预定位连接的方法。
背景技术:
1、钢结构构件在空中拼接过程中,正式焊接连接前,需要先进行预定位连接,目前,钢结构的预定位连接通常采用连接板螺栓连接或连接板焊接的方法,连接板螺栓连接方式容易松动,钢结构构件连接不够紧密,连接精度和强度均较低,而连接板焊接方式在施工后期还需要将连接板割除,在割除连接板过程中不可避免会对钢结构构件造成损伤,为了避免上述问题,需要设计一种新的钢结构构件预定位连接方法。
技术实现思路
1、本发明的主要目的是提出了一种基于热处理的钢结构构件预定位连接的方法,可以有效解决背景技术中的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:
3、一种基于热处理的钢结构构件预定位连接的方法,包括以下步骤:
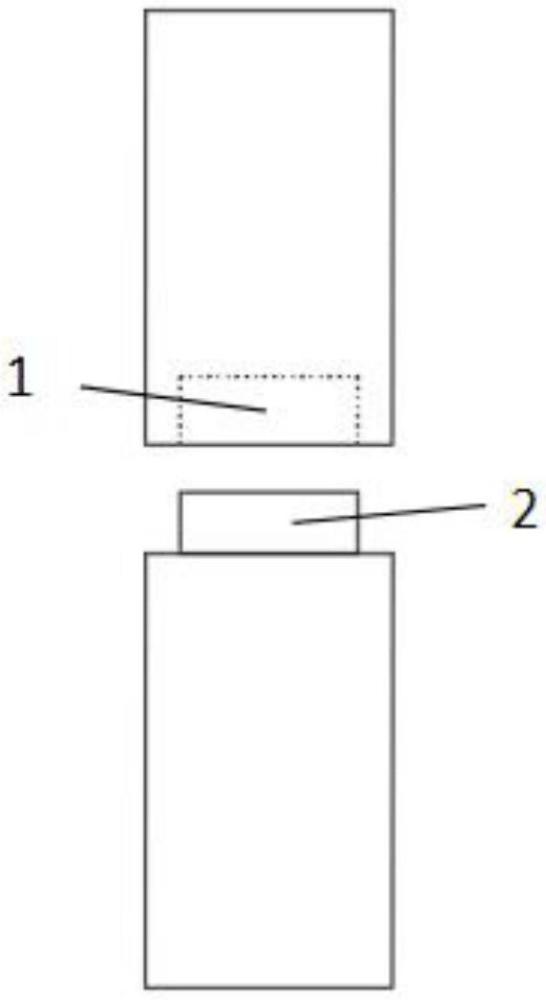
4、s10、构件设计:将两个待连接的钢结构构件重新设计,一个钢结构构件的一端具有凹槽,该端作为承插端,另一个钢结构构件的一端具有凸起,该端作为插入端;
5、s20、内壁屏蔽处理:对凹槽内壁进行屏蔽处理;
6、s30、预热处理:使用加热设备对承插端进行均匀的预热处理;
7、s40、正式加热处理:在完成预热处理后,加热设备对承插端开始正式加热处理,加热后承插端的凹槽内径扩张;
8、s50、保温处理:在达到需要的加热温度后,加热设备自动进行保温处理;
9、s60、吊装插入:将另一钢结构构件吊装至指定位置,其凸起插入受热扩径后的凹槽内;
10、s70、焊接处理:在两个构件的拼缝处进行焊接作业,焊接作业借助步骤s40和步骤s50的加热和保温之后的温度作为焊接前预热处理;
11、s80、缓慢冷却:对承插端以及焊缝进行缓慢冷却,控制冷却速度;
12、较佳的是,在步骤s10中,所述凹槽与凸起相适配,凹槽和凸起均为圆形。
13、较佳的是,在步骤s20中,内壁屏蔽处理采用具备快速消散及隔热作用的泡沫剂对承插端内壁进行涂覆。
14、较佳的是,在步骤s30中,预热处理使用电热加热设备对承插端进行均匀的预热处理,预热温度控制在150℃,持续时间为30分钟。
15、较佳的是,在步骤s40中,使用加热设备对承插端进行正式加热处理时,加热温度控制在450℃,持续时间为20分钟。
16、较佳的是,在步骤s50中,保温处理保温温度保持在450℃,持续时间为10分钟。
17、较佳的是,在步骤s10与步骤s20之间还包括
18、s11、表面清洁处理:清除构件表面的油污、锈斑和氧化皮等杂质,确保表面干净。
19、较佳的是,在步骤s80之后还包括
20、s90、回火处理:冷却完成后,对构件进行回火处理。
21、较佳的是,在步骤s90之后还包括
22、s100、尺寸检查:对构件进行尺寸检查,确保连接后的构件尺寸符合设计要求;
23、s110、外观检查:对构件进行外观检查,确保表面没有裂纹、变形等缺陷;
24、s120、力学性能测试:对构件进行力学性能测试,确保连接后的构件具备足够的强度和韧性;
25、s130、质量记录:对整个施工过程进行记录,确保每一步骤都有详细的质量记录,便于后续追溯和检查。
26、本发明提供了一种基于热处理的钢结构构件预定位连接的方法,具备以下有益效果:
27、本发明采用热胀冷缩原理,通过加热将承插端的凹槽内径扩张后,再将插入端的凸起插入凹槽内,最后冷却完成后凹槽内径缩小,凹槽与凸起紧密配合,相对于传统连接板螺栓连接方式,显著提高了钢结构构件的连接精度和强度,相对于传统连接板焊接方式,施工后期不用进行割除工作,避免了对钢结构构件造成损伤,并且通过预热处理和缓慢冷却可有效减少因温差引起的热应力和变形问题,构件在加热过程中不易变形,确保了连接处的稳定性和结构完整性。
技术特征:
1.一种基于热处理的钢结构构件预定位连接的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种基于热处理的钢结构构件预定位连接的方法,其特征在于:在步骤s10中,所述凹槽与凸起相适配,凹槽和凸起均为圆形。
3.根据权利要求1所述的一种基于热处理的钢结构构件预定位连接的方法,其特征在于:在步骤s20中,内壁屏蔽处理采用具备快速消散及隔热作用的泡沫剂对承插端内壁进行涂覆。
4.根据权利要求1所述的一种基于热处理的钢结构构件预定位连接的方法,其特征在于:在步骤s30中,预热处理使用电热加热设备对承插端进行均匀的预热处理,预热温度控制在150℃,持续时间为30分钟。
5.根据权利要求1所述的一种基于热处理的钢结构构件预定位连接的方法,其特征在于:在步骤s40中,使用加热设备对承插端进行正式加热处理时,加热温度控制在450℃,持续时间为20分钟。
6.根据权利要求1所述的一种基于热处理的钢结构构件预定位连接的方法,其特征在于:在步骤s50中,保温处理保温温度保持在450℃,持续时间为10分钟。
7.根据权利要求1所述的一种基于热处理的钢结构构件预定位连接的方法,其特征在于:在步骤s10与步骤s20之间还包括
8.根据权利要求1所述的一种基于热处理的钢结构构件预定位连接的方法,其特征在于:在步骤s80之后还包括
9.根据权利要求8所述的一种基于热处理的钢结构构件预定位连接的方法,其特征在于:在步骤s90之后还包括
技术总结
本发明涉及一种基于热处理的钢结构构件预定位连接的方法,包括以下步骤:S10、构件设计;S20、内壁屏蔽处理;S30、预热处理;S40、正式加热处理;S50、保温处理;S60、吊装插入;S70、焊接处理;S80、缓慢冷却;本发明采用热胀冷缩原理,通过加热将承插端的凹槽内径扩张后,再将插入端的凸起插入凹槽内,最后冷却完成后凹槽内径缩小,凹槽与凸起紧密配合,相对于传统连接板螺栓连接方式,显著提高了钢结构构件的连接精度和强度,相对于传统连接板焊接方式,施工后期不用进行割除工作,避免了对钢结构构件造成损伤,并且通过预热处理和缓慢冷却可有效减少因温差引起的热应力和变形问题。
技术研发人员:李开宇,惠佳珺,王文星,叶凡,于巍
受保护的技术使用者:上海二十冶建设有限公司
技术研发日:
技术公布日:2024/12/23
- 还没有人留言评论。精彩留言会获得点赞!