一种泛半导体大型铝合金布气板制造方法与流程
本发明涉及布气板生产制造,具体来说涉及一种泛半导体大型铝合金布气板制造方法。
背景技术:
1、铝合金密度低,比强度高,具有良好的导电性、导热性、耐蚀性和可焊性,加工性能好,使用寿命长,易回收,因此具有广泛的使用范围。泛半导体铝合金布气板将来自进气孔的气体分散成多个流体,同时使各个分流畅通无阻,保证每一条通道内流量基本相同,由出气孔排出均匀等速的流体,可以提供良好的流化工况准备条件。
2、布气板出气孔越小,流经气体被切割得更小,气体整体与工件接触的面积就越大,混合效果就更好,许多需要均匀流体条件的工艺技术可以在布气板制造的均匀流化环境内进行。大型铝合金布气板可以提供更大区域的流化环境,布气板上出气孔的数量也随之增多,流出布气板的流体与工件的接触面积更大,气体与工件反应的概率增加,极大地提高了工件的生产效率,因此市场需求非常大。
3、大型铝合金布气板由于盖板厚度较薄,熔焊热输入量较大,有盖板金属材料烧损的可能性,同时焊后变形量及残余内应力大,因此不能选用熔焊技术。
技术实现思路
1、本发明的目的是提供一种泛半导体大型铝合金布气板制造方法,用于解决上述问题。
2、为了实现上述目的,本发明提供如下技术方案:
3、一种泛半导体大型铝合金布气板制造方法,包括以下步骤:
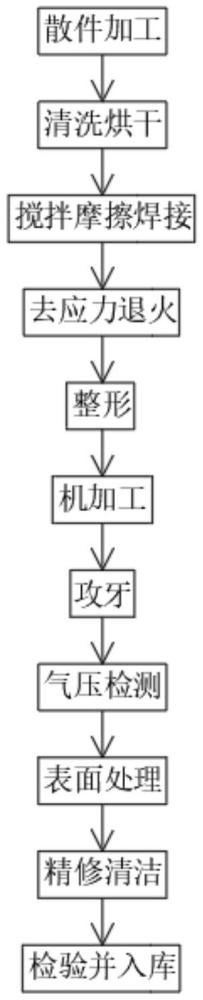
4、s01、根据图纸分别加工出布气底板和布气盖板,所述布气底板包括通气槽道、进气孔以及出气孔;
5、s02、对所述布气底板和所述布气盖板进行清洗;
6、s03、将所述布气盖板敲入所述布气底板端口开设的盖板槽内,模拟搅拌摩擦焊接程序,确认轨迹及焊接参数无误后,再摩擦焊接以使将所述布气盖与所述布气底板焊合成布气板;
7、s04、将所述布气板放入加热炉进行退火,以消除焊接应力;
8、s05、去除所述布气板表面的飞边毛刺,再对布气盖板的盖板面和背面进行整形,确保盖板面和背面的平面度在1mm以内;
9、s06、利用机床对所述布气板上的剩余特征及外形加工到位,并检查加工完成后布气板是否合格;
10、s07、将所述布气板放置在大型平台上,并使用攻牙机将螺纹孔位置按图加工出螺牙,吹净残留铝屑;
11、s08、将所述布气板的出气孔堵住,然后将连通气管与所述布气底板的进气孔输入一定大小压力的气体,再将所述布气板放入清水池中,观察焊缝区域是否有气泡冒出,判断是否有焊缝漏气;
12、s09、确认所述布气板无漏气情况后,使用高压水枪吹干所述布气板表面的水渍,使用砂纸去除表面氧化皮直至表面光亮、无过抛;
13、s10、打磨抛光好的所述布气板放在超声波清洗池进行清洗,清洗至表面无污迹后,使用高压水枪吹干所述布气板表面的水渍,无肉眼可见污迹,再转运至加热炉内烘干;
14、s11、所述布气板烘干后放置在洁净无尘室内,用砂纸及百洁布将所述布气板表面的划痕打磨至肉眼不可见,将进气孔、出气孔及螺纹孔内的残留物掏出,孔内脏污用酒精或丙酮浸湿的无尘布擦拭干净,所述布气板的表面用酒精或丙酮浸湿的无尘布擦拭干净,直至无尘布上无肉眼可见污迹。
15、作为优选的,所述步骤s02对所述布气底板和所述布气盖板进行清洗,包括:
16、s21、散件加工完成后使用压缩空气将通气槽道内及布气底板和布气盖板的表面黏附的碎屑吹除;
17、s22、将工件放入超声波清洗池内清洗油污;
18、s23、使用高压水枪将通气槽道内及布气底板和布气盖板的表面吹净,无肉眼可见污迹,再转运至加热炉内烘干。
19、作为优选的,所述步骤s22中的超声波清洗池含有酸性或碱性的脱脂剂。
20、作为优选的,所述步骤s03中所述布气底板与所述盖板装配后,再将直径与进气孔和出气孔大小相等的金属销子敲入进气孔和出气孔,且销子长度大于所述进气孔和所述出气孔长度。
21、作为优选的,所述步骤s03中搅拌摩擦焊接完成后取出销子。
22、作为优选的,所述步骤s04中所述布气板退火温度120-200℃,退火时间8-12小时。
23、作为优选的,所述步骤s09中使用砂纸一般为240目或以上的砂纸。
24、一种泛半导体大型铝合金布气板,应用于上述技术中所述的泛半导体大型铝合金布气板制造方法,包括由布气底板和布气盖板组成的布气板,所述布气底板内侧的底部开设有通气槽道,所述通气槽道根据分为底槽与盖板槽,底槽在盖板槽下面,且宽度比盖板槽窄,盖板槽深度与布气盖板厚度相等,且盖板槽外形轮廓基本尺寸与布气盖板相等,布气盖板外形应略小于盖板槽,为间隙配合,便于装配进行焊接。
25、作为优选的,所述底槽位于所述盖板槽的下方;
26、所述底槽的宽度比所述盖板槽宽度小;
27、所述盖板槽的深度与所述布气盖板的厚度一致;
28、所述盖板槽的外形轮廓与所述布气盖板的外形轮廓一致;
29、所述布气盖板覆盖于所述盖板槽上,并保持间隙配合。
30、作为优选的,所述通气槽道的数量为若干个等距布置,且由中心向两侧长度递减,但宽度保持不变,所述进气孔与多个所述通气槽道均连通。
31、在上述技术方案中,本发明提供的一种泛半导体大型铝合金布气板制造方法,具备以下有益效果:
32、1、利用分层累积与摩擦挤压塑性变形加工原理实现金属沉积过程,有效地克服了铝合金熔化焊接头的气孔、裂纹等缺陷,且具有接头残余应力和变形小、环保无污染的优点。
33、2、流经布气板出气孔的气体被切割地更小,气体整体与工件接触的面积就越大,气体与工件反应的概率增加,混合效果更好,可操作性高。
技术特征:
1.一种泛半导体大型铝合金布气板制造方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种泛半导体大型铝合金布气板制造方法,其特征在于,所述步骤s02对所述布气底板(1)和所述布气盖板进行清洗,包括:
3.根据权利要求2所述的一种泛半导体大型铝合金布气板制造方法,其特征在于,所述步骤s22中的超声波清洗池含有酸性或碱性的脱脂剂。
4.根据权利要求1所述的一种泛半导体大型铝合金布气板制造方法,其特征在于,所述步骤s03中所述布气底板与所述盖板装配后,再将直径与进气孔和出气孔大小相等的金属销子敲入进气孔和出气孔,且销子长度大于所述进气孔和所述出气孔长度。
5.根据权利要求1所述的一种泛半导体大型铝合金布气板制造方法,其特征在于,所述步骤s03中搅拌摩擦焊接完成后取出销子。
6.根据权利要求1所述的一种泛半导体大型铝合金布气板制造方法,其特征在于,所述步骤s04中所述布气板退火温度120-200℃,退火时间8-12小时。
7.根据权利要求2所述的一种泛半导体大型铝合金布气板制造方法,其特征在于,所述步骤s09中使用砂纸一般为240目或以上的砂纸。
8.一种泛半导体大型铝合金布气板,其特征在于,应用于权利要求1-7任一项所述的泛半导体大型铝合金布气板制造方法,包括由布气底板(1)和布气盖板组成的布气板,所述布气底板(1)内侧的底部开设有通气槽道(1-2),所述通气槽道(1-2)根据分为底槽与盖板槽,底槽在盖板槽下面,且宽度比盖板槽窄,盖板槽深度与布气盖板厚度相等,且盖板槽外形轮廓基本尺寸与布气盖板相等,布气盖板外形应略小于盖板槽,为间隙配合,便于装配进行焊接。
9.根据权利要求3所述的一种泛半导体大型铝合金布气板,其特征在于,所述底槽位于所述盖板槽的下方;
10.根据权利要求3所述的一种泛半导体大型铝合金布气板,其特征在于,所述通气槽道(1-2)的数量为若干个等距布置,且由中心向两侧长度递减,但宽度保持不变,所述进气孔与多个所述通气槽道(1-2)均连通。
技术总结
本发明涉及布气板生产制造技术领域,具体公开了一种泛半导体大型铝合金布气板制造方法,包括以下步骤:S01、根据图纸分别加工出布气底板和布气盖板,所述布气底板包括通气槽道、进气孔以及出气孔;S02、对所述布气底板和所述布气盖板进行清洗;S03、将所述布气盖板敲入所述布气底板端口开设的盖板槽内,模拟搅拌摩擦焊接程序,确认轨迹及焊接参数无误后,再摩擦焊接以使将所述布气盖与所述布气底板焊合成布气板;S04、将所述布气板放入加热炉进行退火,以消除焊接应力。该发明可减少生产过程中布气板出现缺陷的概率,降低返修的可能性,提高生产效率,同时应力释放后进行加工得到的布气板尺寸良好,保证布气板装配的可靠性。
技术研发人员:吉华,蒋云霞,王天宇,吴金鹏,张哲
受保护的技术使用者:上海同芯构技术有限公司
技术研发日:
技术公布日:2024/12/17
- 还没有人留言评论。精彩留言会获得点赞!