一种矿山液压支架自动化焊接平台及焊接方法与流程
本发明涉及自动化焊接,尤其涉及一种矿山液压支架自动化焊接平台及焊接方法。
背景技术:
1、矿山液压支架是煤矿设备中的主要支撑设备,其自身为箱型焊接结构,矿山液压支架的部件有很多,其中包括顶梁、掩护梁和底座等,其顶梁的结构如图1所示,顶梁10整体为箱型焊接结构,其包括顶梁顶板3、顶梁底板9和设置于顶梁顶板、顶梁底板之间四周的顶梁侧板,顶梁侧板包括顶梁前侧板1、顶梁后侧板8、顶梁左侧板7和顶梁右侧板,顶梁侧板与顶梁底板和顶梁顶板之间均为焊接关系。
2、顶梁在使用时为后端与支架主体连接,前端悬审的悬臂结构,因此为了保证顶梁的支撑强度,顶梁的后端 厚度大于顶梁的前端厚度,也就是说顶梁左侧板、顶梁右侧板的高度为后端高、前端低,表现在顶梁顶板与顶梁左侧板、顶梁右侧板之间的焊缝上为,顶梁顶板与顶梁左侧板(或顶梁右侧板)之间的焊缝包括一端平直的第一焊缝6和一端与第一焊缝相交成一定角度的第二焊缝4,顶梁顶板包括与第一焊缝对应设置的平直板段5和与第二焊缝对应设置的斜直板段2。
3、由于第一焊缝、第二焊缝之间有相交角度,而非一个沿直线延伸的焊缝,这就导致了第一焊缝、第二焊缝不太容易实现自动化操作,要么通过人工进行操作,人工劳动强度大,焊接质量不易保证,要么通过自由度较多的全自动焊接机器人进行焊接操作,这种全自动焊接机器人的购置成本非常高,而且故障率高,会增加产品的制作成本和企业负担。
技术实现思路
1、本发明的目的在于提供一种能够实现对顶梁顶板与顶梁左侧板(或顶梁右侧板之间)之间自动化焊接的矿山液压支架自动化焊接平台;本发明的目的还在于提供一种该矿山液压支架自动化焊接平台的焊接方法。
2、为解决上述技术问题,本发明中一种矿山液压支架自动化焊接平台的技术方案如下:
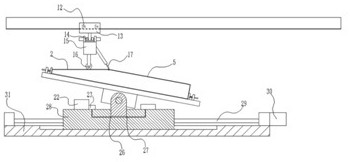
3、一种矿山液压支架自动化焊接平台,包括平台底座,平台底座上沿前后方向导向移动装配有移动座,移动座由移动座驱动机构驱动,移动座上设置有竖向槽,竖向槽中导向移动装配有升降支座,升降支座与竖向槽的槽底之间填充有液压油,竖向槽的槽壁上设置有进油口和出油口,进油口连接有油泵,出油口连接有出油口开关阀和缓冲油箱,升降支座上铰接有转动轴线沿左右方向延伸的焊接平台,焊接平台由平台驱动电机驱动而绕铰接轴线转动,焊接平台上设置有顶梁定位结构,焊接平台的上侧设置有导向方向沿前后方向延伸的纵向导轨,纵向导轨上导向移动装配有焊枪座,焊枪座上设置有焊枪和用于与顶梁顶板上端面接触滚动配合的定位滚轮,定位滚轮位于焊枪的前侧。
4、进一步的,焊枪座包括与纵向导轨在前后方向上导向移动配合的上侧焊枪座,上侧焊枪座由上侧焊枪座机构驱动,焊枪座还包括沿左右方向上与上侧焊枪座导向移动配合的下侧焊枪座,下侧焊枪座由下侧焊枪座机构驱动,定位滚轮和焊枪设置于下侧焊枪座上。
5、进一步的,上侧焊枪座上设置有与纵向导轨接触滚动配合的上侧行走轮,上侧焊枪座机构包括与上侧行走轮传动连接的上侧行走轮电机;下侧焊枪座上设置有与上侧焊枪座接触滚动配合的下侧行走轮,下侧焊枪座机构包括与下侧行走轮传动连接的下侧行走轮电机。
6、进一步的,平台底座上设置有导向方向沿前后方向延伸的底座导轨,移动座止转导向移动装配于底座导轨上,移动座驱动机构包括移动座驱动电机,移动座驱动电机的电机轴上设置有轴线沿前后方向延伸的驱动丝杠,驱动丝杠与移动座的底部螺纹连接。
7、进一步的,矿山液压支架自动化焊接平台还包括与移动座驱动电机、平台驱动电机和出油口开关阀控制连接的控制器。
8、本发明中焊接方法的技术方案为:
9、该方法包括以下步骤,第一步,通过顶梁定位结构将顶梁固定于焊接平台上侧,顶梁顶板位于顶梁底板的上侧,转动焊接平台,调整顶梁的平直板段水平,顶梁的平直板段与斜直板段的锐角夹角为b;第二步,关闭出油口开关阀,通过向竖向槽的进油口泵油,焊接平台的高度升高,焊枪座上的定位滚轮与顶梁上端面接触滚动配合,焊枪与第一焊缝后端高度对应;第三步,焊枪座带着焊枪自后至前移动,焊枪完成第一焊缝的焊接,直至焊枪移动至第一焊缝与第二焊缝的连接位置处,焊枪停止工作;第四步,平台驱动电机带着焊接平台的后端朝下摆动,打开出油口开关阀,调整顶梁的斜直板段水平,此过程中,焊接平台的转动角度为b,在定位滚轮的顶压作用下,升降支座下侧的液压油经出油口流向缓冲油箱,升降支座下降高度为h,移动座朝前位移l,
10、其中
11、式中m表示第一焊缝、第二焊缝连接位置距离焊接平台转动轴线的间距;
12、第五步,焊枪座带着焊枪自后至前移动,焊枪完成第二焊缝的焊接。
13、本发明的有益效果为:本发明中,首先通过转动焊接平台,调整第一焊缝水平,通过焊枪的自后至前移动,可以轻松的完成第一焊缝的焊接,在焊枪移动至第一焊缝和第一焊缝的连接位置时,焊枪停止工作,此时转动焊接平台,调整第二焊缝水平,方可通过焊枪自后至前的水平移动来完成第二焊缝的焊接,但是焊接平台朝后转动时,第一焊缝、第二焊缝的连接位置会发生改变,这个连接位置相比原来的位置会超后上侧移动,本发明中,通过打开出油口开关阀,这样利用定位滚轮的按压,就可以降低焊接平台的整体高度,使得第一焊缝、第二焊缝的连接位置高度与焊接平台没摆动前的高度一致,而通过移动座的朝前移动,使得第一焊缝、第二焊缝的连接位置与焊接平台摆动前的位置一致,这样焊枪再重新工作时,就可以接着第一焊缝的前端,通过自后朝前的平移来完成第二焊缝的焊接。
技术特征:
1.一种矿山液压支架自动化焊接平台,其特征在于:包括平台底座,平台底座上沿前后方向导向移动装配有移动座,移动座由移动座驱动机构驱动,移动座上设置有竖向槽,竖向槽中导向移动装配有升降支座,升降支座与竖向槽的槽底之间填充有液压油,竖向槽的槽壁上设置有进油口和出油口,进油口连接有油泵,出油口连接有出油口开关阀和缓冲油箱,升降支座上铰接有转动轴线沿左右方向延伸的焊接平台,焊接平台由平台驱动电机驱动而绕铰接轴线转动,焊接平台上设置有顶梁定位结构,焊接平台的上侧设置有导向方向沿前后方向延伸的纵向导轨,纵向导轨上导向移动装配有焊枪座,焊枪座上设置有焊枪和用于与顶梁顶板上端面接触滚动配合的定位滚轮,定位滚轮位于焊枪的前侧。
2.根据权利要求1所述的矿山液压支架自动化焊接平台,其特征在于:焊枪座包括与纵向导轨在前后方向上导向移动配合的上侧焊枪座,上侧焊枪座由上侧焊枪座机构驱动,焊枪座还包括沿左右方向上与上侧焊枪座导向移动配合的下侧焊枪座,下侧焊枪座由下侧焊枪座机构驱动,定位滚轮和焊枪设置于下侧焊枪座上。
3.根据权利要求2所述的矿山液压支架自动化焊接平台,其特征在于:上侧焊枪座上设置有与纵向导轨接触滚动配合的上侧行走轮,上侧焊枪座机构包括与上侧行走轮传动连接的上侧行走轮电机;下侧焊枪座上设置有与上侧焊枪座接触滚动配合的下侧行走轮,下侧焊枪座机构包括与下侧行走轮传动连接的下侧行走轮电机。
4.根据权利要求1所述的矿山液压支架自动化焊接平台,其特征在于:平台底座上设置有导向方向沿前后方向延伸的底座导轨,移动座止转导向移动装配于底座导轨上,移动座驱动机构包括移动座驱动电机,移动座驱动电机的电机轴上设置有轴线沿前后方向延伸的驱动丝杠,驱动丝杠与移动座的底部螺纹连接。
5.根据权利要求4所述的矿山液压支架自动化焊接平台,其特征在于:矿山液压支架自动化焊接平台还包括与移动座驱动电机、平台驱动电机和出油口开关阀控制连接的控制器。
6.一种使用如权利要求1~5任意一项所述的矿山液压支架自动化焊接平台的焊接方法,其特征在于:该方法包括以下步骤,第一步,通过顶梁定位结构将顶梁固定于焊接平台上侧,顶梁顶板位于顶梁底板的上侧,转动焊接平台,调整顶梁的平直板段水平,顶梁的平直板段与斜直板段的锐角夹角为b;第二步,关闭出油口开关阀,通过向竖向槽的进油口泵油,焊接平台的高度升高,焊枪座上的定位滚轮与顶梁上端面接触滚动配合,焊枪与第一焊缝后端高度对应;第三步,焊枪座带着焊枪自后至前移动,焊枪完成第一焊缝的焊接,直至焊枪移动至第一焊缝与第二焊缝的连接位置处,焊枪停止工作;第四步,平台驱动电机带着焊接平台的后端朝下摆动,打开出油口开关阀,调整顶梁的斜直板段水平,此过程中,焊接平台的转动角度为b,在定位滚轮的顶压作用下,升降支座下侧的液压油经出油口流向缓冲油箱,升降支座下降高度为h,移动座朝前位移l,
技术总结
本发明涉及一种矿山液压支架自动化焊接平台,包括平台底座,平台底座上沿前后方向导向移动装配有移动座,移动座上设置有竖向槽,竖向槽中导向移动装配有升降支座,升降支座与竖向槽的槽底之间填充有液压油,竖向槽的槽壁上设置有进油口和出油口,进油口连接有油泵,升降支座上铰接有转动轴线沿左右方向延伸的焊接平台,焊接平台的上侧设置有导向方向沿前后方向延伸的纵向导轨,纵向导轨上导向移动装配有焊枪座,焊枪座上设置有焊枪和用于与顶梁顶板上端面接触滚动配合的定位滚轮,定位滚轮位于焊枪的前侧。本发明的目的在于提供一种能够实现对顶梁顶板与顶梁左侧板(或顶梁右侧板之间)之间自动化焊接的矿山液压支架自动化焊接平台及焊接方法。
技术研发人员:吴国兴,吴铠平,户增飞,韩抗,王朝阳,王广辉
受保护的技术使用者:弘亚机械科技(焦作)有限公司
技术研发日:
技术公布日:2024/12/17
- 还没有人留言评论。精彩留言会获得点赞!