先焊后冲钢带加工设备及加工方法与流程
本发明涉及钢卷加工,尤其涉及一种先焊后冲钢带加工设备及加工方法。
背景技术:
1、货架立柱的产能需求日益增大,现有的货架立柱是在钢卷的基础上,进行开卷放料、成型、冲孔等一系列工序,以实现连续生产。
2、现有技术中的钢带加工设备,工序为先冲压后焊接,不能保证对接焊处安装孔的孔距,只能将钢卷头尾部分切除,并按报废处理,浪费较大,影响生产效率。
技术实现思路
1、本发明的目的在于提供一种先焊后冲钢带加工设备及加工方法,节约原材料的同时,生产效率高。
2、为达此目的,本发明采用以下技术方案:
3、先焊后冲钢带加工设备,包括:
4、矫平机构,被配置为矫平弯曲的钢带;
5、焊接机构,被配置为将一条所述钢带的尾部焊接于另一条所述钢带的头部,所述焊接机构的输入端连通于所述矫平机构的输出端;
6、冲压机构,被配置为在所述钢带上冲压开孔;
7、轧机,被配置为将所述钢带轧制成型,所述轧机的输入端连通于所述冲压机构的输出端,所述钢带能够依次通过所述矫平机构、所述焊接机构、所述冲压机构和所述轧机。
8、作为优选,所述焊接机构与所述冲压机构之间设置有缓存区,所述钢带在所述焊接机构输出端的速度与所述冲压机构输入端的速度不一致时,所述钢带能够在所述缓存区弯曲下垂。
9、作为优选,还包括送料机构,所述送料机构设置于所述缓存区靠近所述冲压机构的一端,所述送料机构能够将所述钢带送入所述冲压机构,并且检测、调节所述钢带送入所述钢带的长度。
10、作为优选,所述送料机构能够步进送料,所述送料机构的步距与所述冲压机构的开孔间距一致。
11、作为优选,所述缓存区设置有第一监测机构,所述第一监测机构的位置低于所述焊接机构的输出端和所述冲压机构的输入端,所述钢带接触所述第一监测机构时,所述矫平机构和所述焊接机构停止作业。
12、作为优选,所述缓存区中还设置有第二监测机构,所述第二监测机构位于所述第一监测机构上方,所述钢带穿设于所述第一监测机构和所述第二监测机构之间,所述钢带与所述第二监测机构接触时,所述冲压机构和所述轧机停止作业。
13、作为优选,还包括放料机构,所述钢带收卷于所述放料机构上,所述放料机构的输出端连通于所述矫平机构的输入端,所述放料机构能够将所述钢带送入所述矫平机构的输入端。
14、作为优选,所述放料机构与所述矫平机构之间设置有容置区,所述容置区中设置有第三监测机构,所述钢带能够弯折于所述容置区中,所述第三监测机构设置有检测范围,所述容置区中的所述钢带与所述第三监测机构的距离小于所述检测范围时,所述放料机构停止作业。
15、作为优选,所述焊接机构的输入端设置有第四监测机构,当一条所述钢带的尾部进入所述焊接机构的输入端后,所述第四监测机构能够监测另一条所述钢带的头部是否也进入所述焊接机构的输入端,若另一条所述钢带的头部是未进入所述焊接机构的输入端,则所述冲压机构和所述轧机停止作业。
16、加工方法,使用上述先焊后冲钢带加工设备,包括如下步骤:
17、s1、矫平机构矫平弯曲的钢带;
18、s2、焊接机构将一条钢带的尾部焊接于另一条钢带的头部;
19、s3、冲压机构在钢带上冲压开孔;
20、s4、轧机将钢带轧制成型。
21、本发明的有益效果:
22、矫平机构和焊接机构相配合,使得矫平后的两条钢带能够首尾相连,提高钢带的利用率,减少浪费,同时冲压机构和轧机相配合,先在钢带上冲压成孔,再将钢带轧制成型,矫平机构、焊接机构、冲压机构和轧机四者协同作业,保证加工效率。
技术特征:
1.先焊后冲钢带加工设备,其特征在于,包括:
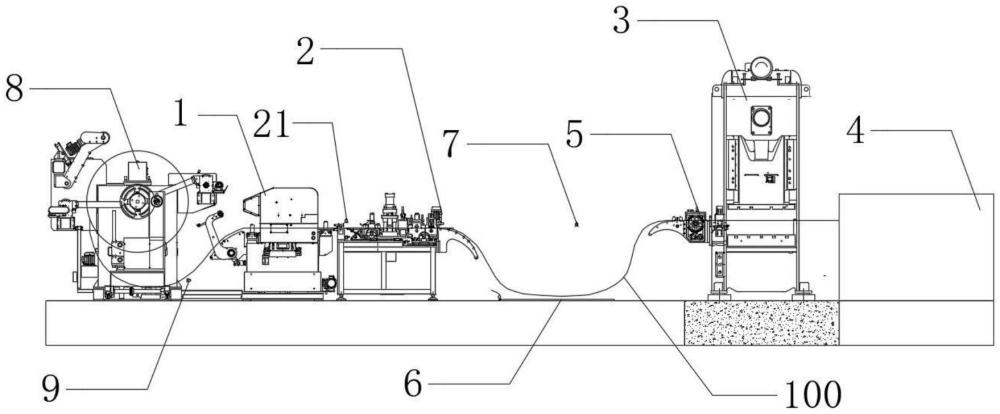
2.根据权利要求1所述的先焊后冲钢带加工设备,其特征在于,所述焊接机构(2)与所述冲压机构(3)之间设置有缓存区,所述钢带(100)在所述焊接机构(2)输出端的速度与所述冲压机构(3)输入端的速度不一致时,所述钢带(100)能够在所述缓存区弯曲下垂。
3.根据权利要求2所述的先焊后冲钢带加工设备,其特征在于,还包括送料机构(5),所述送料机构(5)设置于所述缓存区靠近所述冲压机构(3)的一端,所述送料机构(5)能够将所述钢带(100)送入所述冲压机构(3),并且检测、调节所述钢带(100)送入所述钢带(100)的长度。
4.根据权利要求3所述的先焊后冲钢带加工设备,其特征在于,所述送料机构(5)能够步进送料,所述送料机构(5)的步距与所述冲压机构(3)的开孔间距一致。
5.根据权利要求3所述的先焊后冲钢带加工设备,其特征在于,所述缓存区设置有第一监测机构(6),所述第一监测机构(6)的位置低于所述焊接机构(2)的输出端和所述冲压机构(3)的输入端,所述钢带(100)接触所述第一监测机构(6)时,所述矫平机构(1)和所述焊接机构(2)停止作业。
6.根据权利要求5所述的先焊后冲钢带加工设备,其特征在于,所述缓存区中还设置有第二监测机构(7),所述第二监测机构(7)位于所述第一监测机构(6)上方,所述钢带(100)穿设于所述第一监测机构(6)和所述第二监测机构(7)之间,所述钢带(100)与所述第二监测机构(7)接触时,所述冲压机构(3)和所述轧机(4)停止作业。
7.根据权利要求1所述的先焊后冲钢带加工设备,其特征在于,还包括放料机构(8),所述钢带(100)收卷于所述放料机构(8)上,所述放料机构(8)的输出端连通于所述矫平机构(1)的输入端,所述放料机构(8)能够将所述钢带(100)送入所述矫平机构(1)的输入端。
8.根据权利要求7所述的先焊后冲钢带加工设备,其特征在于,所述放料机构(8)与所述矫平机构(1)之间设置有容置区,所述容置区中设置有第三监测机构(9),所述钢带(100)能够弯折于所述容置区中,所述第三监测机构(9)设置有检测范围,所述容置区中的所述钢带(100)与所述第三监测机构(9)的距离小于所述检测范围时,所述放料机构(8)停止作业。
9.根据权利要求1-8任一所述的先焊后冲钢带加工设备,其特征在于,所述焊接机构(2)的输入端设置有第四监测机构(21),当一条所述钢带(100)的尾部进入所述焊接机构(2)的输入端后,所述第四监测机构(21)能够监测另一条所述钢带(100)的头部是否也进入所述焊接机构(2)的输入端,若另一条所述钢带(100)的头部是未进入所述焊接机构(2)的输入端,则所述冲压机构(3)和所述轧机(4)停止作业。
10.加工方法,其特征在于,使用权利要求1-9任一所述的先焊后冲钢带加工设备,包括如下步骤:
技术总结
本发明属于钢卷加工技术领域,公开了一种先焊后冲钢带加工设备及加工方法,该先焊后冲钢带加工设备包括矫平机构、焊接机构、冲压机构和轧机。其中,矫平机构被配置为矫平弯曲的钢带;焊接机构的输入端连通于矫平机构的输出端;冲压机构被配置为在钢带上冲压开孔;轧机被配置为将钢带轧制成型,轧机的输入端连通于冲压机构的输出端,钢带能够依次通过矫平机构、焊接机构、冲压机构和轧机。矫平机构和焊接机构相配合,使得矫平后的两条钢带能够首尾相连,提高钢带的利用率,减少浪费,同时冲压机构和轧机相配合,先在钢带上冲压成孔,再将钢带轧制成型,矫平机构、焊接机构、冲压机构和轧机四者协同作业,保证加工效率。
技术研发人员:王海峰,王宋华,张新民,张长清,张宇祥
受保护的技术使用者:浙江世仓智能仓储设备有限公司
技术研发日:
技术公布日:2024/12/30
- 还没有人留言评论。精彩留言会获得点赞!