一种铝合金复合井盖的制作方法与流程
本发明涉及井盖制作,尤其涉及一种铝合金复合井盖的制作方法。
背景技术:
1、市场上现有的井盖产品多数由铸铁,树脂复合材料,水泥复合制成,单价不高,属于功能性产品领域使用,高端装饰井盖领域有铸铁彩色艺术井盖,单一材料的不锈钢井盖构成,铸铁艺术彩色井盖随着时间表面老化褪色,单纯不锈钢材质的井盖韧性较高强度稍显不足,不适合大面积应用和推广且两者单价较高市场接受度有限。
2、其中,传统的铸铁和钢铁产品制作而成的雨水箅子,井盖盖板是目前市政道路居民小区用于排水沟和排水井的主力产品,虽然外观做油漆防腐,但因为金属材料的易生锈腐蚀特性,在防腐蚀方面,耐久性方面普遍不足,多数设计寿命(理论寿命)25年-30年的铸铁,钢铁雨水箅子和井盖产品,因为腐蚀造成的质量下降导致耐用性不足而提前更换和维修,对于市政道路维护部门和小区物业管理是很大的经济消耗。如何低成本的延长金属制品的耐用性和呈现高档的装饰性是行业研究的一大方向,镀锌和镀镍,镀铬,镀铝等外观防腐虽然可以达到一定程度的延缓腐蚀,但是电镀技术原因只能做到较薄的镀层,因为产品用在道路上车辆及行人摩擦的原因导致镀层易脱落,维持时间并不长久,无法做到长期保持外观性能。
技术实现思路
1、本发明要解决的技术问题在于,提供一种铝合金复合井盖的制作方法。
2、本发明解决其技术问题所采用的技术方案是:构造一种铝合金复合井盖的制作方法,所述铝合金复合井盖由内衬骨架以及铝合金复合成型,其包括步骤:
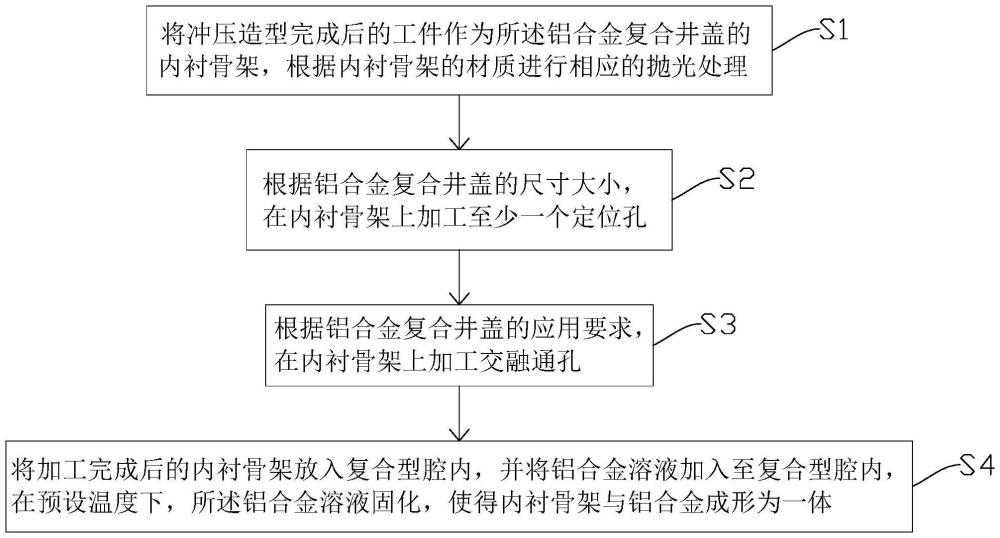
3、s1、将冲压造型完成后的工件作为所述铝合金复合井盖的内衬骨架,根据内衬骨架的材质进行相应的抛光处理;
4、s2、根据所述铝合金复合井盖的尺寸大小,在所述内衬骨架上加工至少一个定位孔;
5、s3、根据所述铝合金复合井盖的应用要求,在所述内衬骨架上加工交融通孔;
6、s4、将加工完成后的内衬骨架放入复合型腔内,并将铝合金溶液加入至所述复合型腔内,在预设温度下,所述铝合金溶液固化,使得所述内衬骨架与所述铝合金成型为一体。
7、在一些实施例中,在步骤s1中,所述内衬骨架的材质为碳钢材质或者铸铁材质;
8、若所述内衬骨架的材质为碳钢材质,则将所述内衬骨架的表面经砂光机机械抛光,以使表面光亮没有氧化皮;
9、若所述内衬骨架的材质为铸铁材质,则将所述内衬骨架的表面进行精细喷砂和正反面抛光机表面抛光,以使表面没有造型砂。
10、在一些实施例中,在步骤s3中,所述应用要求包括:所述铝合金复合井盖上设有防滑颗粒;所述铝合金复合井盖设有强化筋;所述铝合金复合井盖的受力方向;所述铝合金复合井盖的尺寸大小;所述铝合金复合井盖的承载等级。
11、在一些实施例中,在步骤s3中,若所述铝合金复合井盖上设有防滑颗粒,则在内衬骨架与所述防滑颗粒对应的位置的预设半径范围内,设置交融通孔。
12、在一些实施例中,在步骤s3中,若所述铝合金复合井盖设有强化筋,则在所述内衬骨架的强化筋设置不低于预设直径的交融通孔。
13、在一些实施例中,在步骤s3中,根据铝合金复合井盖的尺寸大小构建有限元模型,并根据所述铝合金复合井盖的受力方向以及承载等级在内衬骨架上设置交融通孔。
14、在一些实施例中,在步骤s4中,所述预设温度不低于200℃。
15、在一些实施例中,在步骤s4中,利用压铸机高压注射铝合金溶液或者重力浇铸铝合金溶液。
16、在一些实施例中,所述铝合金复合井盖的制作方法还包括步骤s5:
17、将步骤s4成型后的铝合金复合井盖进行打磨,将所述定位孔涂抹密封胶后用铝合金铆钉进行热铆密封。
18、实施本发明具有以下有益效果:该铝合金复合井盖采用内衬骨架以及铝合金一体成型,该铝合金复合井盖具备铝合金层的耐磨性和耐腐蚀性以及外观,容易打理而且外观高档,铝合金材质的密度较轻,可以带来长期的使用价值和外观保持效果。同时,在内衬骨架上设置有交融通孔,可以使得铝合金与内衬骨架之间的复合强度大大提升,当铝合金复合井盖的表面遭受一定冲击屈服时表面的合金层和中间金属层可以做到同步屈服,增加横向抗撕裂能力。
技术特征:
1.一种铝合金复合井盖的制作方法,所述铝合金复合井盖由内衬骨架(1)以及铝合金(2)复合成型,其特征在于,包括步骤:
2.根据权利要求1所述的铝合金复合井盖的制作方法,其特征在于,在步骤s1中,所述内衬骨架(1)的材质为碳钢材质或者铸铁材质;
3.根据权利要求1所述的铝合金复合井盖的制作方法,其特征在于,在步骤s3中,所述应用要求包括:所述铝合金复合井盖上设有防滑颗粒;所述铝合金复合井盖设有强化筋;所述铝合金复合井盖的受力方向;所述铝合金复合井盖的尺寸大小;所述铝合金复合井盖的承载等级。
4.根据权利要求3所述的铝合金复合井盖的制作方法,其特征在于,在步骤s3中,若所述铝合金复合井盖上设有防滑颗粒,则在内衬骨架(1)与所述防滑颗粒对应的位置的预设半径范围内,设置交融通孔(12)。
5.根据权利要求3所述的铝合金复合井盖的制作方法,其特征在于,在步骤s3中,若所述铝合金复合井盖设有强化筋,则在所述内衬骨架(1)的强化筋设置不低于预设直径的交融通孔(12)。
6.根据权利要求3所述的铝合金复合井盖的制作方法,其特征在于,在步骤s3中,根据铝合金复合井盖的尺寸大小构建有限元模型,并根据所述铝合金复合井盖的受力方向以及承载等级在内衬骨架(1)上设置交融通孔(12)。
7.根据权利要求1所述的铝合金复合井盖的制作方法,其特征在于,在步骤s4中,所述预设温度不低于200℃。
8.根据权利要求1所述的铝合金复合井盖的制作方法,其特征在于,在步骤s4中,利用压铸机高压注射铝合金(2)溶液或者重力浇铸铝合金(2)溶液。
9.根据权利要求1所述的铝合金复合井盖的制作方法,其特征在于,所述铝合金复合井盖的制作方法还包括步骤s5:
技术总结
本发明公开一种铝合金复合井盖的制作方法,其包括步骤:S1、将冲压造型完成后的工件作为铝合金复合井盖的内衬骨架,根据内衬骨架的材质进行相应的抛光处理;S2、根据铝合金复合井盖的尺寸大小,在内衬骨架上加工至少一个定位孔;S3、根据铝合金复合井盖的应用要求,在内衬骨架上加工交融通孔;S4、将加工完成后的内衬骨架放入复合型腔内,并将铝合金溶液加入至复合型腔内,在预设温度下,铝合金溶液固化,使得内衬骨架与铝合金成型为一体。该铝合金复合井盖采用一体成型方式,其具备铝合金层的耐磨性和耐腐蚀性以及外观,容易打理而且外观高档,同时,在内衬骨架上设置有交融通孔,可以使得铝合金与内衬骨架之间的复合强度大大提升。
技术研发人员:王新诚
受保护的技术使用者:广东重投钢铁有限公司
技术研发日:
技术公布日:2024/11/18
- 还没有人留言评论。精彩留言会获得点赞!