一种不锈钢金属手模的手掌部制作方法与流程
本申请涉及金属手模制作的,尤其是涉及一种不锈钢金属手模的手掌部制作方法。
背景技术:
1、乳胶、硅胶、pvc、丁腈等高分子浸润成膜制品行业(如手套行业)的发展需求,增加产量,降低能耗,减少成本,节能降耗是企业创造良好的生存空间和发展环境的重要因素。金属手模的产品尺寸精度稳定,导热良好,耐腐蚀,其这些特点刚好适应乳胶、硅胶、pvc、丁腈等制品类生产的要求,因此,不锈钢金属手模逐渐成为颠覆陶瓷模型的新产品。
2、不锈钢金属手模分为手掌部、腕筒部和底座部,腕筒部是连接手掌部和底座部的中间部分,腕筒部与手掌部之间通过焊接连接,底座部与腕筒部之间通过焊接连接。手掌部采用不锈钢金属板材拉伸冲压而成后,上下手掌首先通过治具进行拼装在一起,然后再沿着拼接缝进行点焊定位,之后再利用激光焊接沿着拼接缝进行焊接。
3、针对上述中的相关技术,发明人认为拼接缝进行焊接存在漏焊、虚焊和砂眼等问题,出现这些缺陷需要人工进行补焊,补焊后打磨抛光费时费力,并且由于上下手掌拼装时缺少精确定位,装配易出现偏差,同时手掌在冲压切边后出现轻微回弹,也会造成焊接的段差,因此整体上生产质量有待提高。
技术实现思路
1、为了提高手掌部的生产质量,本申请提供一种不锈钢金属手模的手掌部制作方法。
2、本申请提供的一种不锈钢金属手模的手掌部制作方法采用如下的技术方案:
3、一种不锈钢金属手模的手掌部制作方法,包括如下步骤:
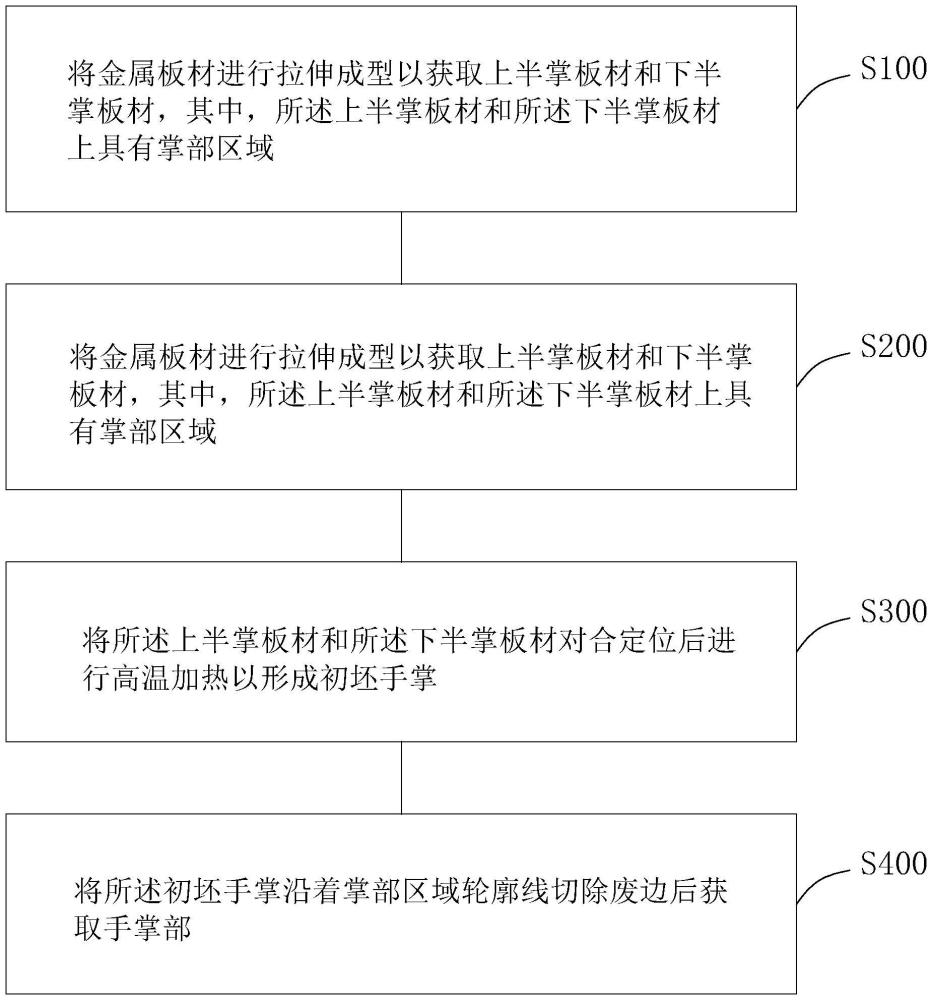
4、步骤s100,将金属板材进行拉伸成型以获取上半掌板材和下半掌板材,其中,所述上半掌板材和所述下半掌板材上具有掌部区域;
5、步骤s200,在所述上半掌板材和/或所述下半掌板材上沿着掌部区域的轮廓线涂抹合金金属胶水;
6、步骤s300,将所述上半掌板材和所述下半掌板材对合定位后进行高温加热以形成初坯手掌;
7、步骤s400,将所述初坯手掌沿着掌部区域轮廓线切除废边后获取手掌部。
8、优选的,在步骤s100之后,还包括如下步骤:
9、步骤s110,对所述上半掌板材和所述下半掌板材的掌部区域进行整形,将掌部区域的底部边缘弧度r整形至r=0mm。
10、优选的,在步骤s100之后,还包括如下步骤:
11、步骤s120,将所述上半掌板材和所述下半掌板材围绕掌部区域冲压出若干定位孔,所述定位孔在所述上半掌板材和所述下半掌板材的位置相同。
12、优选的,在步骤s300中,所述上半掌板材和所述下半掌板材放入到装夹治具中进行定位固定,并将所述装夹治具送入到隧道式加热炉中进行高温加热。
13、优选的,隧道式加热炉的加热温度为900-1000℃,隧道式加热炉对所述装夹治具进行高温加热时将通入惰性气体进行保护。
14、优选的,所述装夹治具包括上夹具和下夹具,所述上夹具上设置有用于供所述上半掌板材嵌装的上模腔,所述下夹具上设置有用于供所述下半掌板材嵌装的下模腔,所述上夹具和所述下夹具对合形成模压腔以将所述上半掌板材和所述下半掌板材对合固定。
15、优选的,所述装夹治具上设置有与所述模压腔相通的通口,所述通口上可拆卸安装有内胀组件;
16、所述内胀组件包括安装座和掌形气囊体,所述安装座用于嵌装在所述通口上,所述掌形气囊体固定在所述安装座上,所述安装座内设置有气腔,所述安装座上开设有气口,所述气口用于将所述气腔与所述掌形气囊体内部相通,所述安装座上设置有与所述气腔相连通的快接接头;
17、所述掌形气囊体的外表面沿其轮廓线设置有内凹槽,所述内凹槽内布置有注胶管,所述注胶管上间隔开设有注胶孔,所述安装座上设置有注胶导管,所述注胶导管的一端延伸出所述安装座外,所述注胶导管的另一端穿过所述安装座以与所述注胶管相连通。
18、优选的,所述内凹槽设置有所述掌形气囊体的中部位置。
19、优选的,所述安装座上设置有与所述装夹治具配合的卡接组件。
20、优选的,所述卡接组件包括卡接杆和卡接座,所述卡接杆滑动安装在所述安装座上,所述卡接座上设置有用于供所述卡接座卡接配合的卡接槽。
21、综上所述,本申请包括以下至少一种有益技术效果:
22、1、本申请通过将上半掌板材和下半掌板材拉伸后,沿着掌部区域涂抹合金金属胶水,将上半掌板材和下半掌板材定位后进行高温加热,合金金属胶水将上半掌板材和下半掌板材焊接固定在一起,通过上述制作方法,减少了激光焊接带来的虚焊、漏焊、针孔、砂眼、焊缝碳化物颗粒等问题,并且通过定位后能够解决焊缝错位段差的问题,提高了产品的生产质量。
23、2、本申请通过上述制作方法,减少了手掌部制作中点焊、满焊工序,简化了生产流程,降低了生产成本。
技术特征:
1.一种不锈钢金属手模的手掌部制作方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种不锈钢金属手模的手掌部制作方法,其特征在于,在步骤s100之后,还包括如下步骤:
3.根据权利要求1所述的一种不锈钢金属手模的手掌部制作方法,其特征在于,在步骤s100之后,还包括如下步骤:
4.根据权利要求1所述的一种不锈钢金属手模的手掌部制作方法,其特征在于,在步骤s300中,所述上半掌板材(1)和所述下半掌板材(2)放入到装夹治具(4)中进行定位固定,并将所述装夹治具(4)送入到隧道式加热炉中进行高温加热。
5.根据权利要求4所述的一种不锈钢金属手模的手掌部制作方法,其特征在于,隧道式加热炉的加热温度为900-1000℃,隧道式加热炉对所述装夹治具(4)进行高温加热时将通入惰性气体进行保护。
6.根据权利要求4所述的一种不锈钢金属手模的手掌部制作方法,其特征在于,所述装夹治具(4)包括上夹具(41)和下夹具(42),所述上夹具(41)上设置有用于供所述上半掌板材(1)嵌装的上模腔,所述下夹具(42)上设置有用于供所述下半掌板材(2)嵌装的下模腔,所述上夹具(41)和所述下夹具(42)对合形成模压腔以将所述上半掌板材(1)和所述下半掌板材(2)对合固定。
7.根据权利要求6所述的一种不锈钢金属手模的手掌部制作方法,其特征在于,所述装夹治具(4)上设置有与所述模压腔相通的通口(6),所述通口(6)上可拆卸安装有内胀组件(5);
8.根据权利要求7所述的一种不锈钢金属手模的手掌部制作方法,其特征在于,所述内凹槽(56)设置有所述掌形气囊体(52)的中部位置。
9.根据权利要求7所述的一种不锈钢金属手模的手掌部制作方法,其特征在于,所述安装座(51)上设置有与所述装夹治具(4)配合的卡接组件。
10.根据权利要求9所述的一种不锈钢金属手模的手掌部制作方法,其特征在于,所述卡接组件包括卡接杆(7)和卡接座(8),所述卡接杆(7)滑动安装在所述安装座(51)上,所述卡接座(8)上设置有用于供所述卡接座(8)卡接配合的卡接槽。
技术总结
本申请涉及一种不锈钢金属手模的手掌部制作方法,包括如下步骤:步骤S100,将金属板材进行拉伸成型以获取上半掌板材和下半掌板材,其中,所述上半掌板材和所述下半掌板材上具有掌部区域;步骤S200,在所述上半掌板材和/或所述下半掌板材上沿着掌部区域的轮廓线涂抹合金金属胶水;步骤S300,将所述上半掌板材和所述下半掌板材对合定位后进行高温加热以形成初坯手掌;步骤S400,将所述初坯手掌沿着掌部区域轮廓线切除废边后获取手掌部。本申请具有简化生产流程、降低生产成本、提高产品生产质量的效果。
技术研发人员:张成浩,李强,朱士剑,李赛,柯瑶群,贺平,陶灵珠
受保护的技术使用者:台州市真浩科技有限公司
技术研发日:
技术公布日:2024/12/19
- 还没有人留言评论。精彩留言会获得点赞!