一种提高换规格首卷钢宽度精度的方法与流程
本发明涉及冶金过程控制,尤其涉及一种提高换规格首卷钢宽度精度的方法。
背景技术:
1、板材最基本的要求之一就是“尺寸精确”,尺寸精度不高将影响到产品质量,因此,提高热轧板材的宽度精度,减少宽度不合格轧件产品的产生是板材热轧生产控制中的一个重要问题。在热轧生产中,粗轧机除了用来得到适合精轧的中间坯厚度外,还用来控制板材的宽度。粗轧宽度控制的稳定与否与自学习有着直接的关系,宽度控制精度不高,最终会造成大批量的质量问题。
2、粗轧宽展系数分层划分细度一直是一个两难的问题,层别划分越粗,自学习频度越高,但同时粗轧宽展系数适配越宽泛,对层别内不同钢种规格的带钢的适用性越差,进而宽度模型计算精度越差。层别划分越细,粗轧宽展系数越精准,对层别内不同钢种规格的带钢的适用性越好,但相对的学习频度越低。某钢厂热轧某线模型粗轧宽展系数层别划分较细,现有层别10000个以上,大部分层别参数自学习频率都较低,当前写作时有层别10785个,其中10148个层别在近20天内没有生产过。由于粗轧工况的稳定性相对较低,立辊标定、磨损、气温、炉况、轧制节奏等对粗轧工况均有较大影响,带钢的宽度控制又主要在粗轧工段完成,所以粗轧宽展系数对工况的适应性是非常重要的,超过20天没有经过自学习的粗轧宽展系数是无法适应当前工况的。如某6个月未生产的钢种规格对应的粗轧宽展系数为-0.058,如果不进行调整,最终结果可能导致带钢整体超宽10mm左右,急需改进。
技术实现思路
1、本发明的目的是提供一种提高换规格首卷钢宽度精度的方法,提高了粗轧宽展自学习效率,提高了换规格时宽度控制精度。
2、为实现上述目的,本发明通过以下技术方案实现:
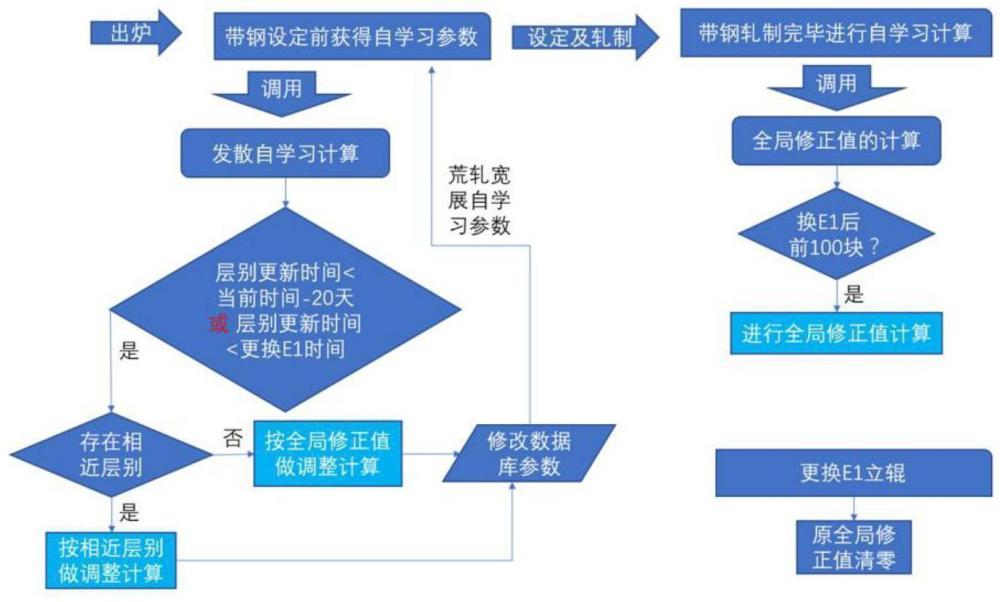
3、一种提高换规格首卷钢宽度精度的方法,如果带钢粗轧宽展系数所属层别在设定时间之内或在换立辊之后没有更新过,那么该层别的带钢粗轧宽展系数不适合当前的工况,通过发散自学习,重新调整该层别的带钢粗轧宽展系数。
4、发散自学习,步骤如下:
5、s1、获得带钢的粗轧宽度自学习层别;
6、s2、调取带钢的粗轧宽度自学习层别中的‘最后更新时间’参数,确认这块带钢的粗轧宽度自学习层别的最后一次自学习与当前时间的时间差,如果时间差高于设定时间,那么进入发散自学习;
7、s3、寻找相近带钢的粗轧宽度自学习层别,如果不存在相近带钢的粗轧宽度自学习层别,那么采用粗轧宽展全局修正系数调整该层别的带钢粗轧宽展系数;如果存在相近带钢的粗轧宽度自学习层别,那么采用相近带钢的粗轧宽度自学习层别调整该层别的带钢粗轧宽展系数;
8、s4、带钢粗轧宽展系数被发散自学习调整后写入该层别策略表,该层别策略表的修改时间刷新到当前。
9、s1中,带钢的粗轧宽度自学习层别索引包括带钢的目标厚度、目标宽度、板坯宽度、钢族和轧制模式。
10、s3中,相近带钢的粗轧宽度自学习层别为:硬度层别相同,宽度在相邻一个层别之内,减宽量在相邻两个层别之内,生产日期在设定时间之内。
11、s3中,粗轧宽展全局修正系数调整该层别的带钢粗轧宽展系数,计算公式如下:
12、corwid0_new=icorwid0+addcorwid ①
13、公式①中,corwid0_new表示调整后的粗轧宽展系数(corwid0)值;icorwid0表示调整前的粗轧宽展系数(corwid0)值;addcorwid表示粗轧宽展全局修正系数值。
14、s3中,相近带钢的粗轧宽度自学习层别调整该层别的带钢粗轧宽展系数,包括两部分,内容如下:
15、第一部分宽度在相邻一个层别之内,减宽量在相邻一个层别之内,生产日期在设定时间内,在第一部分内的相邻层别的自学习值求平均值,得出第一部分相邻层别平均粗轧宽展系数;
16、第二部分宽度在相邻一个层别之内,减宽量在相邻两个个层别之内,生产日期在设定时间内,在第二部分内的相邻层别的自学习值求平均值,得出第二部分相邻层别平均粗轧宽展系数;
17、如果两部分都有数据,则第一部分占比0.8,否则存在数据的部分占比1。
18、s3中,相近带钢的粗轧宽度自学习层别调整该层别的带钢粗轧宽展系数,计算公式如下:
19、corwid0_new= a*corwid0_1+(1-a)*corwid0_2 ②
20、公式②中,corwid0_new表示调整后的粗轧宽展系数(corwid0)值;corwid0_1表示第一部分相邻层别平均粗轧宽展系数;corwid0_2表示第二部分相邻层别平均粗轧宽展系数;a表示第一部分占比系数,如果corwid0_1没有值,那么a强制为0,如果corwid0_2没有值,那么a强制为1,如果两部分都有数据,那么a取值为0.8。
21、宽度一个层别跨度为850~950mm、950~1050mm……大于1065mm,减宽量一个层别跨度为<-35mm,……-5~5mm,5~15mm……,>55mm。
22、与现有技术相比,本发明的有益效果是:
23、1、如果层别的带钢粗轧宽展系数不适合当前的工况,通过发散自学习,重新调整该层别的带钢粗轧宽展系数,解决粗轧宽展系数层别划分较细时,因自学习频次较低,对工况的适应能力较差的问题;
24、2、调取带钢的粗轧宽度自学习层别中的‘最后更新时间’参数,确认这块带钢的粗轧宽度自学习层别的最后一次自学习与当前时间的时间差,如果时间差高于设定时间,那么进入发散自学习,发散自学习是用来解决自学习频次低,导致的对工况适应能力差的问题,通过时间差与设定时间的对比,能够确定该层别粗轧宽展系数是否有通过发散自学习调整的需求;
25、3、采用粗轧宽展全局修正系数调整该层别的带钢粗轧宽展系数,在该层别无法寻找到适合的参考层别时,依靠全局修正系数能够对粗轧宽展系数进行微调;
26、4、采用相近带钢的粗轧宽度自学习层别调整该层别的带钢粗轧宽展系数,依照本方案找出的相近带钢层别一方面与该层别有相似的材质和规格,与该层别的粗轧宽展系数有较高的相似性,另一方面依照本方案找出的相近带钢层别在近期经历过自学习,可以更好的匹配现时工况;
27、5、长时间未轧的层别和换立辊之后,前几天的宽度控制情况有明显的改善,非设备故障或来料原因,使得通板超宽窄尺的情况大幅度减少;
28、6、通过发散自学习功能的应用,能够一定程度缓解立辊更换、气温等现场工况变化对宽度控制的影响,也可以一定程度缓解立辊磨损计算不准对带钢宽度控制带来的影响,标准化流程避免过多的人工干预,减轻维护人员的工作量。
技术特征:
1.一种提高换规格首卷钢宽度精度的方法,其特征在于,如果带钢粗轧宽展系数所属层别在设定时间之内或在换立辊之后没有更新过,那么该层别的带钢粗轧宽展系数不适合当前的工况,通过发散自学习,重新调整该层别的带钢粗轧宽展系数。
2.根据权利要求1所述的一种提高换规格首卷钢宽度精度的方法,其特征在于,所述的发散自学习,步骤如下:
3.根据权利要求2所述的一种提高换规格首卷钢宽度精度的方法,其特征在于,s1中,所述的带钢的粗轧宽度自学习层别索引包括带钢的目标厚度、目标宽度、板坯宽度、钢族和轧制模式。
4.根据权利要求2所述的一种提高换规格首卷钢宽度精度的方法,其特征在于,s3中,所述的相近带钢的粗轧宽度自学习层别为:硬度层别相同,宽度在相邻一个层别之内,减宽量在相邻两个层别之内,生产日期在设定时间之内。
5.根据权利要求2所述的一种提高换规格首卷钢宽度精度的方法,其特征在于,s3中,所述的粗轧宽展全局修正系数调整该层别的带钢粗轧宽展系数,计算公式如下:
6.根据权利要求2所述的一种提高换规格首卷钢宽度精度的方法,其特征在于,s3中,所述的相近带钢的粗轧宽度自学习层别调整该层别的带钢粗轧宽展系数,包括两部分,内容如下:
7.根据权利要求6所述的一种提高换规格首卷钢宽度精度的方法,其特征在于,s3中,相近带钢的粗轧宽度自学习层别调整该层别的带钢粗轧宽展系数,计算公式如下:
8.根据权利要求4所述的一种提高换规格首卷钢宽度精度的方法,其特征在于,宽度一个层别跨度为850~950mm、950~1050mm……大于1065mm,减宽量一个层别跨度为<-35mm,……-5~5mm,5~15mm……,>55mm。
技术总结
本发明涉及一种提高换规格首卷钢宽度精度的方法,如果带钢粗轧宽展系数所属层别在设定时间之内或在换立辊之后没有更新过,那么该层别的带钢粗轧宽展系数不适合当前的工况,通过发散自学习,重新调整该层别的带钢粗轧宽展系数。本发明的优点是:解决粗轧宽展系数层别划分较细时,因自学习频次较低,对工况的适应能力较差的问题;通过时间差与设定时间的对比,能够确定该层别粗轧宽展系数是否有通过发散自学习调整的需求;在该层别无法寻找到适合的参考层别时,依靠全局修正系数能够对粗轧宽展系数进行微调;长时间未轧的层别和换立辊之后,前几天的宽度控制情况有明显的改善,非设备故障或来料原因,使得通板超宽窄尺的情况大幅度减少。
技术研发人员:高鹏,张松岩,李野,程宏远,任永,黄金凤,孙建红
受保护的技术使用者:本钢板材股份有限公司
技术研发日:
技术公布日:2024/12/17
- 还没有人留言评论。精彩留言会获得点赞!