一种冷连轧机组轧机振动预警方法、装置、介质及设备与流程
本发明涉及冷连轧机组轧制,尤其涉及一种冷连轧机组轧机振动预警方法、装置、介质及设备。
背景技术:
1、冷连轧机组具有机时产量高、产品成才率高、厚度和板形稳定性高等特点,但随着冷连轧机组轧制的带钢硅含量的提高,带钢的变形抗力加大,塑性降低。轧制速度高、成品规格薄、轧制参数不合理以及润滑条件不佳等原因极易在轧制过程中因轧机振动太大导致带钢断裂和产品质量不和现象。
2、为了避免上述情况的发生,通常需要轧机操作人员时刻关注轧机振动情况,对振动进行响应。但是这种方式往往需要依赖工作人间的有经验,一旦响应不及时或无法做出正确响应时,极有可能造成断带,从而影响带钢产品质量以及产线运行的稳定性。
技术实现思路
1、针对现有技术存在的问题,本发明实施例提供了一种冷连轧机组轧机振动预警方法、装置、介质及设备,以解决或者部分解决现有技术中无法准确对轧机振动进行预警监测,若振动幅度太大可能会导致带钢断带,从而影响带钢产品质量和产线运行稳定性的技术问题。
2、本发明的第一方面,提供一种冷连轧机组轧机振动预警方法,所述方法包括:
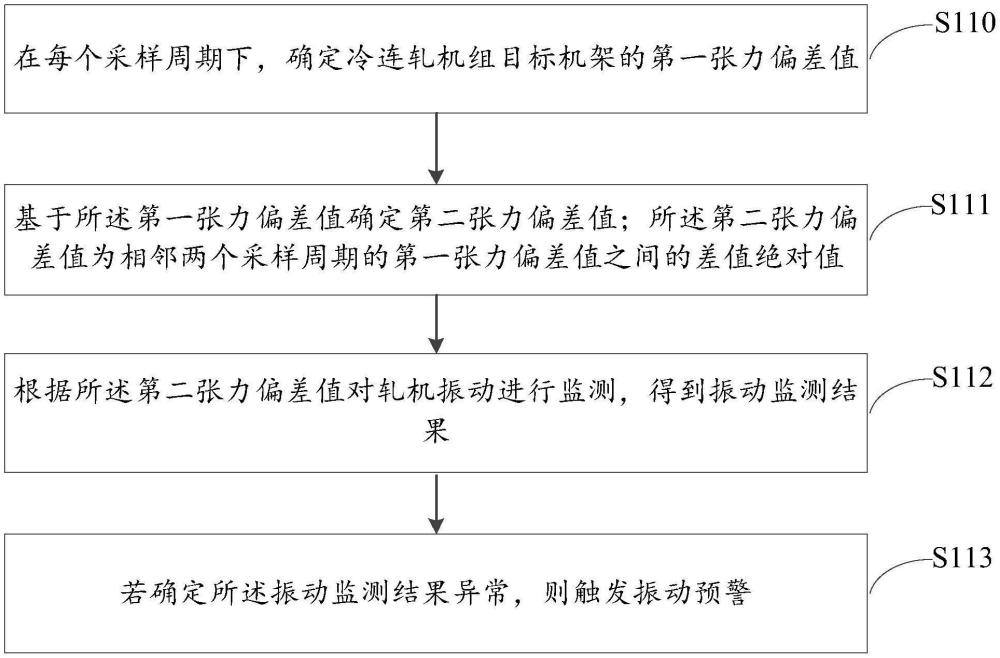
3、在每个采样周期下,确定冷连轧机组目标机架的第一张力偏差值;
4、基于所述第一张力偏差值确定第二张力偏差值;所述第二张力偏差值为相邻两个采样周期的第一张力偏差值之间的差值绝对值;
5、根据所述第二张力偏差值对轧机振动进行监测,得到振动监测结果;
6、若确定所述振动监测结果异常,则触发振动预警。
7、上述方案中,所述在每个采样周期下,确定冷连轧机组目标机架的第一张力偏差值,包括:
8、基于预设的采样周期依次采集目标机架操作侧的第一张力值以及目标机架驱动侧的第二张力值;
9、根据每个采样周期下的所述第一张力值及所述第二张力值确定所述第一张力偏差值,得到多个所述第一张力偏差值;所述第一张力偏差值为所述第一张力值与所述第二张力值的差值绝对值。
10、上述方案中,所述根据所述第二张力偏差值对轧机振动进行监测,得到振动监测结果,包括:
11、根据每个所述第二张力偏差值确定第一振动值;以及,
12、根据预设时段下所有第二张力偏差值之和确定第二振动值;
13、若确定所述第一振动值大于第一振动阈值和/或确定所述第二振动值大于第二振动阈值,则确定所述振动监测结果为振动异常。
14、上述方案中,所述根据每个所述第二张力偏差值确定第一振动值,包括:
15、根据公式a=ai*x/tref.确定所述第一振动值a;
16、其中,所述ai为第i个第二张力偏差值,所述x为预设的第一预警常数,所述tref.所述目标机架的张力设定值。
17、上述方案中,根据预设时段下所有第二张力偏差值之和确定第二振动值,包括:
18、根据公式b=a1+a2+a3+…+an确定所述预设时段下所有第二张力偏差值之和b;
19、根据公式b=y*b/tref.确定所述第二振动值b;其中,
20、所述an为第n个第二张力偏差值,所述y为预设的第二预警常数,所述tref.所述目标机架的张力设定值。
21、上述方案中,所述若确定所述振动监测结果异常,则触发振动预警之后,所述方法还包括:
22、若确定所述振动监测结果为振动异常,则按照预设的降速比例将所述冷连轧机组的第一速度降低至第二速度;
23、并继续确定所述第二张力偏差值,根据所述第二张力偏差值对轧机振动进行监测,若确定所述振动监测结果正常,则控制所述冷连轧机组保持所述第二速度运行。
24、上述方案中,所述根据所述第二张力偏差值对轧机振动进行监测,得到振动监测结果之后,所述方法还包括:
25、若确定所述振动监测结果为振动正常,则控制所述冷连轧机组保持所述第一速度运行。
26、本发明的第二方面,提供一种冷连轧机组轧机振动预警装置,所述装置包括:
27、第一确定单元,用于在每个采样周期下,确定冷连轧机组目标机架的第一张力偏差值;
28、第二确定单元,用于基于所述第一张力偏差值确定第二张力偏差值;所述第二张力偏差值为相邻两个采样周期的第一张力偏差值之间的差值绝对值;
29、监测单元,用于根据所述第二张力偏差值对轧机振动进行监测,得到振动监测结果;
30、预警单元,用于若确定所述振动监测结果异常,则触发振动预警。
31、本发明的第三方面,提供一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现第一方面中任一项所述方法的步骤。
32、本发明的第四方面,提供一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现第一方面中任一项所述方法的步骤。
33、本发明提供了一种冷连轧机组轧机振动预警方法、装置、介质及设备,方法包括:在每个采样周期下,确定冷连轧机组目标机架的第一张力偏差值;基于所述第一张力偏差值确定第二张力偏差值;所述第二张力偏差值为相邻两个采样周期的第一张力偏差值之间的差值绝对值;根据所述第二张力偏差值对轧机振动进行监测,得到振动监测结果;若确定所述振动监测结果异常,则触发振动预警;如此,由于轧机振动会引起机架间张力波动,因此本发明通过对张力进行监测,实现对轧机振动的有效监测,当振动监测结果异常时,可及时预警,进而对冷连轧机组的运行状态进行调整,确保冷连轧机组快速进入稳定运行状态,减少因轧机振动而导致的带钢断带现象发生,提高冷连轧机机组运行稳定性及带钢产品质量。
技术特征:
1.一种冷连轧机组轧机振动预警方法,其特征在于,所述方法包括:
2.如权利要求1所述的方法,其特征在于,所述在每个采样周期下,确定冷连轧机组目标机架的第一张力偏差值,包括:
3.如权利要求1所述的方法,其特征在于,所述根据所述第二张力偏差值对轧机振动进行监测,得到振动监测结果,包括:
4.如权利要求3所述的方法,其特征在于,所述根据每个所述第二张力偏差值确定第一振动值,包括:
5.如权利要求3所述的方法,其特征在于,根据预设时段下所有第二张力偏差值之和确定第二振动值,包括:
6.如权利要求1所述的方法,其特征在于,所述若确定所述振动监测结果异常,则触发振动预警之后,所述方法还包括:
7.如权利要求6所述的方法,其特征在于,所述根据所述第二张力偏差值对轧机振动进行监测,得到振动监测结果之后,所述方法还包括:
8.一种冷连轧机组轧机振动预警装置,其特征在于,所述装置包括:
9.一种计算机可读存储介质,其上存储有计算机程序,其特征在于,该程序被处理器执行时实现权利要求1-7任一项所述方法的步骤。
10.一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,其特征在于,所述处理器执行所述程序时实现权利要求1-7任一项所述方法的步骤。
技术总结
本发明提供一种冷连轧机组轧机振动预警方法、装置、介质及设备,包括:确定每个采样周期下,冷连轧机组目标机架的第一张力偏差值;基于第一张力偏差值确定第二张力偏差值;第二张力偏差值为相邻两个采样周期的第一张力偏差值之间的差值;根据第二张力偏差值对轧机振动进行监测,得到振动监测结果;若确定所述振动监测结果异常,则触发振动预警;如此,由于轧机振动会引起机架间张力波动,因此通过张力波动实现对轧机振动的有效监测,当振动监测结果异常时,可及时预警,进而对冷连轧机组的运行状态进行调整,确保冷连轧机组快速进入稳定运行状态,减少因轧机振动而导致的带钢断带现象发生,提高冷连轧机机组运行稳定性及带钢产品质量。
技术研发人员:赵权,王孟爽,游学昌,刘海超,刘磊,王承刚
受保护的技术使用者:首钢智新电磁材料(迁安)股份有限公司
技术研发日:
技术公布日:2024/12/10
- 还没有人留言评论。精彩留言会获得点赞!