一种钣金构件卷边对接焊接头工艺方法与流程
本发明涉及钣金构件领域,具体为一种钣金构件卷边对接焊接头工艺方法。
背景技术:
1、钣金构件卷边对接焊接头是钣金加工中的常见连接方式,广泛应用于汽车、船舶、航空航天等行业,钣金结构件通常通过卷边对接进行焊接,以实现强度高、刚性好、耐用性强的结构需求。在此过程中,焊接质量的好坏直接影响到产品的整体性能和使用寿命,因此,合理设计卷边对接焊接头的结构及焊接工艺是钣金制造领域的核心技术之一。
2、现有的钣金构件卷边对接焊接头通常采用传统熔融焊接工艺,该工艺通过加热使平板构件与卷边构件在焊缝处熔化并结合,形成焊缝,熔融焊接技术能够提供较高的焊接强度,且在较多钣金制造工艺中得到了广泛应用,现有工艺能够实现较高的结构结合强度,并在大部分情况下满足产品的使用要求,具备一定的生产效率和较好的焊接效果。
3、然而,现有技术在钣金卷边对接焊接头的应用中存在一些不足,首先,焊缝间隙和焊缝强度不均的问题较为普遍,容易导致焊后结构的变形和强度不足,影响焊接接头的稳定性,其次,传统的熔融焊接工艺容易产生较大的热影响区,导致焊接区域的热损伤和材料性能退化,最后,现有技术缺乏对焊接过程的实时监控,焊缝质量主要依赖焊后检查,难以及时发现和纠正焊接缺陷,导致焊接质量一致性较差,增加了生产成本和返工率。
技术实现思路
1、针对现有技术的不足,本发明提供了一种钣金构件卷边对接焊接头工艺方法,本发明通过优化平板构件延长部分的设计、采用摩擦搅拌焊接技术以及结合温度传感器与图像监控的实时监控系统,提高了焊缝的强度和均匀性,同时减少了焊接区域的热影响和变形,从而确保了焊接过程的精确控制,提升了焊接质量的一致性和接头的稳定性。
2、为实现以上目的,本发明通过以下技术方案予以实现:一种钣金构件卷边对接焊接头,包括:
3、平板构件和卷边构件,所述平板构件与卷边构件对接,所述平板构件的端部延长至与所述卷边构件的折弯r角直接接触;
4、所述对接处形成单边v型焊接结构,适用于减小焊接缝隙,预防焊接过程中的变形;
5、所述卷边构件与平板构件通过焊接方式连接,其中焊缝的厚度接近母材厚度,以保证焊接接头的结构稳定性。
6、优选的,所述单边v型结构的角度由平板构件与卷边构件的对接方式决定,并根据所需强度进行适当调整。
7、优选的,所述卷边构件的折弯r角为平板构件厚度的2~3倍,并在焊接后保持较低的热应力水平。
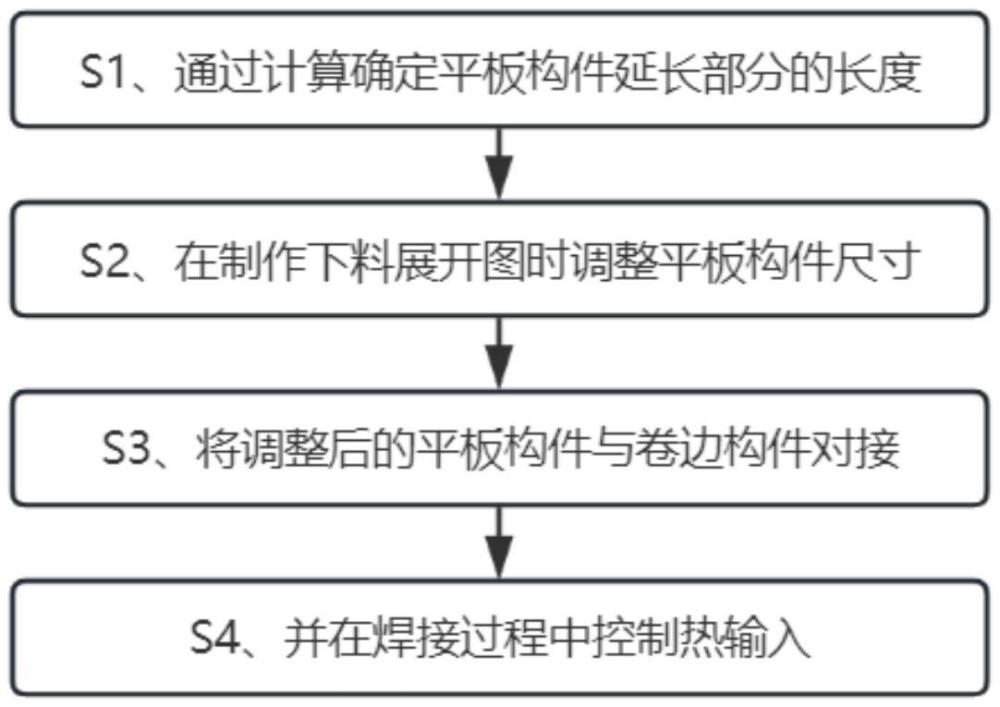
8、本发明还提供一种钣金构件卷边对接焊接头的制备工艺,包括以下步骤:
9、s1、通过计算确定平板构件延长部分的长度,使其在折弯r角处与卷边构件形成直接接触;
10、s2、在制作下料展开图时,对平板构件的尺寸进行相应调整,以适应延长后的设计;
11、s3、将调整后的平板构件与卷边构件对接,通过焊接形成单边v型焊接结构;
12、s4、在焊接过程中通过控制热输入,确保焊缝与母材厚度差最小,减少焊接变形。
13、优选的,所述s1、进一步包括:通过软件计算平板构件的延长长度,具体基于卷边构件的折弯半径和钣金厚度的数值关系确定。
14、优选的,所述s4、进一步包括:通过计算机辅助设计对焊缝的宽度和深度进行预设,确保焊接过程中焊缝尺寸精确控制。
15、本发明还提供一种钣金构件卷边对接焊接头的使用方法,包括以下步骤:
16、确定平板构件延长至卷边的最佳长度,确保两者在r角处无间隙对接;
17、在平板构件和卷边构件对接前进行组装检查,确保对齐;
18、采用适当的焊接技术进行焊接,并通过实时监控系统监测焊接温度和焊缝质量;
19、焊接后通过火焰加热板进行局部加热,对焊接后产生的微小变形进行调平。
20、优选的,组装检查包括:通过自动化检测系统完成,确保接头对齐精度达到0.1毫米以内。
21、优选的,焊接技术包括:使用摩擦搅拌焊接,以确保焊接过程中产生的热影响区最小。
22、优选的,实时监控系统包括:温度传感器和图像监控设备,用于实时监控焊接温度和焊缝形成过程。
23、本发明提供了一种钣金构件卷边对接焊接头工艺方法。具备以下有益效果:
24、1、本发明通过设计平板构件的延长部分,确保平板与卷边构件的无缝对接,提高了焊缝的强度和均匀性,减少了焊接过程中焊缝间隙及结构变形的风险,从而提升了焊接接头的稳定性和使用寿命。
25、2、本发明通过采用摩擦搅拌焊接技术,降低了焊接时的热影响区,减少了焊接区域的热损伤和变形,并提高了焊接质量,同时,焊接后的处理需求减少,进一步提升了生产效率和焊接质量的一致性。
26、3、本发明通过温度传感器和图像监控设备的实时监控,确保焊接过程的精准控制,从而提升了焊接质量的可靠性与精度,并减少了焊接缺陷的发生率。
技术特征:
1.一种钣金构件卷边对接焊接头,其特征在于,包括:
2.根据权利要求1所述的一种钣金构件卷边对接焊接头,其特征在于,所述单边v型结构的角度由平板构件与卷边构件的对接方式决定,并根据所需强度进行适当调整。
3.根据权利要求1所述的一种钣金构件卷边对接焊接头,其特征在于,所述卷边构件的折弯r角为平板构件厚度的2~3倍,并在焊接后保持较低的热应力水平。
4.一种钣金构件卷边对接焊接头的制备工艺,其特征在于,使用任一项权利要求1-3所述的一种钣金构件卷边对接焊接头,包括以下步骤:
5.根据权利要求4所述的一种钣金构件卷边对接焊接头的制备工艺,其特征在于,所述s1、进一步包括:通过软件计算平板构件的延长长度,具体基于卷边构件的折弯半径和钣金厚度的数值关系确定。
6.根据权利要求4所述的一种钣金构件卷边对接焊接头的制备工艺,其特征在于,所述s4、进一步包括:通过计算机辅助设计对焊缝的宽度和深度进行预设,确保焊接过程中焊缝尺寸精确控制。
7.一种钣金构件卷边对接焊接头的使用方法,其特征在于,使用任一项权利要求1-3所述的一种钣金构件卷边对接焊接头,包括以下步骤:
8.根据权利要求7所述的一种钣金构件卷边对接焊接头工艺方法,其特征在于,组装检查包括:通过自动化检测系统完成,确保接头对齐精度达到0.1毫米以内。
9.根据权利要求7所述的一种钣金构件卷边对接焊接头工艺方法,其特征在于,焊接技术包括:使用摩擦搅拌焊接,以确保焊接过程中产生的热影响区最小。
10.根据权利要求7所述的一种钣金构件卷边对接焊接头工艺方法,其特征在于,实时监控系统包括:温度传感器和图像监控设备,用于实时监控焊接温度和焊缝形成过程。
技术总结
本发明涉及钣金构件领域,公开了一种钣金构件卷边对接焊接头工艺方法,包括:平板构件和卷边构件,所述平板构件与卷边构件对接,所述平板构件的端部延长至与所述卷边构件的折弯R角直接接触;所述对接处形成单边V型焊接结构,适用于减小焊接缝隙,预防焊接过程中的变形;所述卷边构件与平板构件通过焊接方式连接,其中焊缝的厚度接近母材厚度,以保证焊接接头的结构稳定性,所述单边V型结构的角度由平板构件与卷边构件的对接方式决定。本发明通过优化平板延长设计、采用摩擦搅拌焊接技术和实时监控系统,提高了焊缝强度和均匀性,减少了热影响和变形,确保焊接过程的精确控制,提升了焊接质量一致性和接头稳定性。
技术研发人员:黎浩知
受保护的技术使用者:黎浩知
技术研发日:
技术公布日:2024/12/10
- 还没有人留言评论。精彩留言会获得点赞!