一种防止镍铬基高碳高钨合金棒材内裂的锻造方法与流程
本发明属于耐热合金制造领域,具体涉及一种防止镍铬基高碳高钨合金棒材内裂的锻造方法,采用真空感应炉+电渣或真空电弧炉重熔的钢锭+3150t快锻机+1800t径锻机成材,防止内裂。
背景技术:
1、合金牌号为gh3230,国外牌号为haynes 230,它是一种镍-铬基碳化物强化和固溶强化变形高温合金,同时含有少量镧元素,可以在高达1149℃的温度下长时间抗氧化,在900℃的工作温度范围内,耐高温氧化性对部件寿命至关重要。gh3230还具有抗晶粒粗化的特性,使其能够在高温使用的长时间内保持其强度特性。基于合金上述性能特点,成为目前航空发动机燃烧室用关键材料。gh3230合金含碳0.09%~0.12%,铬21.0%~23.0%,钨13.5%~14.5%,钼1.5%~2.5%,一次碳化物形成元素含量高,合金碳化物含量高,合金重熔后钢锭塑性差,锻造生产时若控制不当,极易出现钢锭劈头及探伤内裂问题,严重影响棒材质量水平和合同交付率。目前国内外尚无此合金相关锻造方法的报道。
技术实现思路
1、本发明公开一种防止镍铬基高碳高钨合金锻造棒材内裂的锻造方法,采用以下工艺路线:钢锭加热→3150t快锻机开坯→1800t径锻机成材→车光→理化及探伤检验→入库。
2、具体技术方案:
3、1.钢锭加热:
4、钢锭成分满足标准要求,钢锭规格ф508mm;钢锭表面无裂纹、夹渣等缺陷;钢锭装入加热炉中,加热速度不大于80℃/h,加热至1160℃~1200℃,保温及再烧时间控制在2h~3h。
5、2.快锻机开坯:
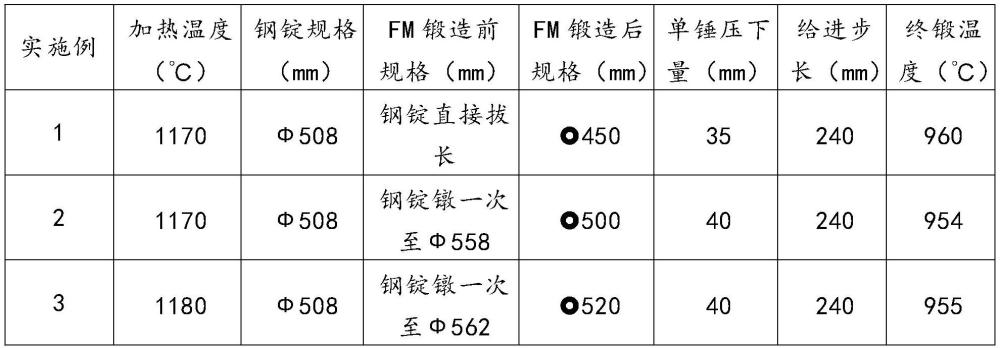
6、第一步,3150t快锻机采用fm锻造法(快锻机上锤头采用正常平锤头,下锤头采用大平台的锻造方法)进行镦粗与圆归方,压下量控制在不大于40mm,步长给进量控制在200mm~260mm;钢锭出炉后头尾用石棉包裹,钢锭由圆归方后回炉加热,终锻温度不低于950℃。
7、第二步,锻打方钳把,方坯回炉保温后,出炉方坯头部包裹石棉,3150t快锻机采用单锤40mm~60mm压下量,将相当于钢锭头部的方坯区域锻造至200mm~240mm方,长度400mm~500mm,作为钳把,锻造钳把期间不倒角,方钳把生产后回炉加热。
8、第三步,方钳把锻造完成后,方坯本体生产采用大压下量和大步长锻造生产,石棉堵头;保温后的方坯,出炉尾部包裹石棉,步长采用240mm~280mm,单锤压下量控制在60mm~80mm方-方锻造生产,其中锻打坯料角部时,压下量控制在30mm~40mm,步长控制在200mm~240mm;单火次变形量控制在30%~50%,根据开坯或成材规格,生产火次控制在1火次~3火次。
9、第四步,快锻末火方归圆时(八角或十六角)采用小压下量和小步长生产,30mm~40mm压下量方归八角坯,终锻温度不低于950℃;八角坯长度控制在1.6m~3.5m,头部切除方钳把,尾部切除锭重的5%~8%后,坯料过径锻机加热炉。
10、3.径锻机锻制成材:
11、径锻机加热温度1160℃~1200℃,总变形量控制在25%~45%之间,中间有1次变形量不小于20%的重压,给进速度控制在2.0m/min~3.5m/min,终锻温度控制在950℃以上。
12、本发明创新点说明
13、1.加热温度控制
14、合金在1160℃~1200℃加热,既可以保证合金锻造时具有良好的塑性,又可以避免温度过高导致过热风险、温度过低导致合金塑性变差,产生裂纹。
15、2.圆归方采用fm锻造法
16、fm锻造法是快锻上锤头采用平锤头,下锤头采用大平台生产的锻造方法,在圆归方拔长生产时,钢锭心部为压应力,在拔长时可以有效避免钢锭心部或端头由于受拉应力而产生内裂的风险。
17、3.在钢锭圆归方后锻打方钳把
18、钢锭圆归方后,锻打方钳把,锻造钳把时,为方到方生产,中间无归圆现象,锻造钳把时中心部位为压应力,可以有效避免钳把心部内裂,进而避免裂纹延伸至坯料内部,产生内裂问题。
19、4.出炉后坯料端头包裹保温棉
20、为保证合金坯料端头的热塑性,避免由于坯料端头温度低,塑性差产生裂纹以及避免裂纹向棒坯内部延伸的风险。
21、5.终锻温度控制在不低于950℃
22、快锻机和径锻机终锻温度控制在不低于950℃,既能充分保证单火次变相量在合理范围内,又能保证合金坯料热塑性良好。
23、6.步长和变形量控制
24、方坯锻打时,采用大压下量、大步长生产,可以有效破碎铸态组织,有利于棒料探伤质量水平的提高;角部锻打以及方归圆时,采用小压下量,小步长生产,可以有效降低坯料心部拉应力,减少内裂风险。
25、本发明的有益效果:通过控制快锻机合理的加热温度、终锻温度,采取fm锻造法圆归方、方钳把拔长、棒材头尾石棉堵头技术手段,控制合理的给进步长及压下量,径锻机控制合理的加热温度、终锻温度及道次压下量等工艺措施,最终成功解决了此合金锻造棒材劈头内裂问题,同时ф150m~250mm规格棒材探伤水平达到gb/t4162标准a级水平。
技术特征:
1.一种防止镍铬基高碳高钨合金棒材内裂的锻造方法,其特征在于,采用以下工艺:钢锭加热→3150t快锻机开坯→1800t径锻机成材→车光→理化及探伤检验→入库;
技术总结
本发明公开一种防止镍铬基高碳高钨合金棒材内裂的锻造方法,采用以下工艺:钢锭加热→3150t快锻机开坯→1800t径锻机成材→车光→理化及探伤检验→入库。本工艺控制快锻机合理的加热温度、终锻温度,采取FM锻造法圆归方、方钳把拔长、棒材头尾石棉堵头技术手段,控制合理的给进步长及压下量,控制径锻机合理的加热温度、终锻温度及道次压下量等措施。本发明的有益效果:成功解决了此合金锻造棒材劈头内裂问题,同时Ф150m~250mm规格棒材探伤水平达到GB/T4162标准A级水平。
技术研发人员:李飞扬,张鹏,杨玉军,李凤艳,王艾竹,郭京,赵越,张朝纲,李峻鹏,于浩博
受保护的技术使用者:抚顺特殊钢股份有限公司
技术研发日:
技术公布日:2025/1/28
- 还没有人留言评论。精彩留言会获得点赞!