一种高性能镍基焊条及其制备方法与流程
本发明涉及金属焊接,尤其涉及一种高性能镍基焊条及其制备方法。
背景技术:
1、伴随工业的发展对于材料性能的提出了新的要求。为了满足各种复杂条件下使用,新型材料的研究以及开发引起了学者们的高度重视。其相应的焊接材料得到了快速发展,应用最广泛的新型焊接材料是不锈钢焊接材料和镍基合金焊接材料。
2、镍基合金焊接材料是以镍为主要成分的合金焊接材料。研究发现,镍基合金焊接材料是最能适应各种复杂环境(如高温、高压、高化学浓度)的优良耐蚀材料,使其在核电、造纸、石油化工以及海洋工程等领域具有广阔的应用前景。然而,现有的一些镍基合金焊条在施焊时存在电弧稳定性差,药皮易脱落以及焊缝金属的机械性能差等技术问题,进而影响焊条的性能。因此,需要对镍基焊条的性能进行改进。
技术实现思路
1、为了克服现有技术的不足,本发明的第一目的在于提供一种高性能镍基焊条,具有优异的力学性能以及低温韧性。
2、本发明的第二目的在于一种高性能镍基焊条的制备方法,步骤简单。
3、本发明的第一目的采用如下技术方案实现:
4、一种高性能镍基焊条,包括焊芯和包覆焊芯的药皮,所述药皮由药粉和粘结剂组成,所述粘结剂包括以下重量份的各成分:改性蒙脱土10-18份、β-环糊精5-10份、十二酸钠3-8份、钾钠水玻璃20-30份、海藻酸钙1-5份、氯化钠3-6份、水1-3份;
5、其中,所述改性蒙脱土的制备过程如下:
6、(1)将蒙脱土加入至酸性溶液中,加热搅拌,出料,水洗涤至中性;
7、(2)将步骤(1)处理后的蒙脱土煅烧,备用;
8、(3)将步骤(2)煅烧后的蒙脱土和构树皮浆加入水中,得到分散液;向分散液中加入表面活性剂,加热搅拌,纯化后得到改性蒙脱土。
9、进一步地,步骤(1)中所述蒙脱土、酸性溶液的固液比为1g:(10-12)ml,所述酸性溶液为质量浓度为5-10%的盐酸溶液,所述加热的温度为90-100℃,所述搅拌的时间为4-6h。
10、进一步地,步骤(2)中所述煅烧的温度为350-450℃,时间为2-3h。
11、进一步地,步骤(3)中所述加热温度为60-70℃,搅拌的时间为4-6h,煅烧后的蒙脱土在分散液中的浓度为5-10wt%,所述构树皮浆在分散液中的浓度为1-3wt%。
12、进一步地,步骤(3)中所述表面活性剂为n,n-二甲基十二烷基胺,所述表面活性剂添加的质量为煅烧后的蒙脱土质量的1-5%。
13、进一步地,所述钾钠水玻璃的波美度为40°-42°bé。
14、进一步地,所述药粉的组分按重量份计,包括以下成分:氟化钠25-30份、镍粉2-5份、氧化钛6-12份、天然硅灰石5-10份、硅铁0.5-2份、金属铬20-28份、铌铁1-6份、云母1-5份、纯碱0.5-2份、钼铁1-2份、碳酸钡10-13份。
15、本发明的第二目的采用如下技术方案实现:
16、上述高性能镍基焊条的制备方法,包括以下步骤:
17、将药粉各原料按重量份配比混合均匀,获得混合粉料,向混合粉料中加入粘结剂,搅拌均匀后,获得药皮涂料,将药皮涂料包覆在焊芯表面,烘干后即得所述焊条。
18、进一步地,所述粘结剂的添加量为药皮总质量的15-20%,所述焊条中药皮质量为焊条总质量的25-35%。
19、进一步地,所述烘干的温度为350-400℃,时间为2-3h。
20、进一步地,焊芯由以下成分制成:cr 16-20%、fe 5-7%、c 0.01-0.05%、si0.01-0.05%、mo 0.5%-1%、co 1-2%、b≤0.002%、s≤0.004%、mn≤0.5%、(nb+ta)≤0.05%、ti 1.8-2.2%、余量为ni。
21、相比现有技术,本发明的有益效果在于:
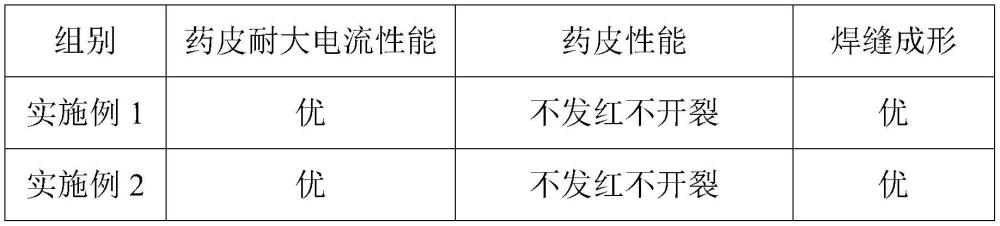
22、本发明对于镍基焊条的组成部分药皮中的粘结剂成分进行改进,加入了改性蒙脱土等成分。对采用上述粘结剂制得的镍基焊条的性能进行检验,本发明制得的镍基焊条在焊接时药皮强度高,电弧稳定、飞溅少;焊接工艺优良,脱渣性好,且焊缝成形美观;熔覆金属的力学性能以及低温韧性较高。
技术特征:
1.一种高性能镍基焊条,其特征在于,包括焊芯和包覆焊芯的药皮,所述药皮由药粉和粘结剂组成,所述粘结剂包括以下重量份的各成分:改性蒙脱土10-18份、β-环糊精5-10份、十二酸钠3-8份、钾钠水玻璃20-30份、海藻酸钙1-5份、氯化钠3-6份、水1-3份;
2.根据权利要求1所述高性能镍基焊条,其特征在于,步骤(1)中所述蒙脱土、酸性溶液的固液比为1g:(10-12)ml,所述酸性溶液为质量浓度为5-10%的盐酸溶液,所述加热温度为90-100℃,所述搅拌的时间为4-6h。
3.根据权利要求1所述高性能镍基焊条,其特征在于,步骤(2)中所述煅烧的温度为350-450℃,时间为2-3h。
4.根据权利要求1所述高性能镍基焊条,其特征在于,步骤(3)中所述加热的温度为60-70℃,搅拌的时间为4-6h,煅烧后的蒙脱土在水中的浓度为5-10wt%,所述构树皮浆在水中的浓度为1-3wt%。
5.根据权利要求1所述高性能镍基焊条,其特征在于,步骤(3)中所述表面活性剂为n,n-二甲基十二烷基胺,所述表面活性剂添加的质量为煅烧后的蒙脱土质量的1-5%。
6.根据权利要求1所述高性能镍基焊条,其特征在于,所述钾钠水玻璃的波美度为40°-42°bé。
7.根据权利要求1所述高性能镍基焊条,其特征在于,所述药粉的组分按重量份计,包括以下成分:氟化钠25-30份、镍粉2-5份、氧化钛6-12份、天然硅灰石5-10份、硅铁0.5-2份、金属铬20-28份、铌铁1-6份、云母1-5份、纯碱0.5-2份、钼铁1-2份、碳酸钡10-13份。
8.如权利要求1-7任一项所述高性能镍基焊条的制备方法,其特征在于,包括以下步骤:
9.根据权利要求8所述高性能镍基焊条的制备方法,其特征在于,所述粘结剂的添加量为药皮总质量的15-20%,所述焊条中药皮质量为焊条总质量的25-35%。
10.根据权利要求8所述高性能镍基焊条的制备方法,其特征在于,所述烘干的温度为350-400℃,时间为2-3h。
技术总结
本发明涉及金属焊接技术领域,尤其涉及一种高性能镍基焊条及其制备方法。上述高性能镍基焊条包括焊芯和包覆焊芯的药皮,所述药皮由药粉和粘结剂组成,所述粘结剂包括以下重量份的各成分:改性蒙脱土10‑18份、β‑环糊精5‑10份、十二酸钠3‑8份、钾钠水玻璃20‑30份、海藻酸钙1‑5份、氯化钠3‑6份、水1‑3份。本发明制得的镍基焊条在焊接时药皮强度高,电弧稳定、飞溅少;焊接工艺优良,脱渣性好,且焊缝成形美观;熔覆金属的力学性能以及低温韧性较高。
技术研发人员:张睿,贺顺达,贺惠民,李玲环,刘芳,吴志军,李明智,谭泽文
受保护的技术使用者:湖南湘工环保科技开发有限公司
技术研发日:
技术公布日:2024/11/28
- 还没有人留言评论。精彩留言会获得点赞!