一种阀体类零件的智能加工方法与流程
本发明涉及阀体类零件加工,具体涉及一种阀体类零件的智能加工方法。
背景技术:
1、传统阀体加工需要多种加工设备:数控铣床,卧式加工中心,立式加工中心,钻床,钳台等。在多种加工设备的转换以及装夹中大大的降低了零件的精度与质量,可能会导致阀体的成品不合格。阀体在批量的生产状态下仓库物流管理繁杂,操作人员众多,最终导致阀体类零件的加工效率和质量受到严重影响,不利于实现智能化加工。
技术实现思路
1、本发明的目的是提供一种阀体类零件的智能加工方法,包括以下步骤:
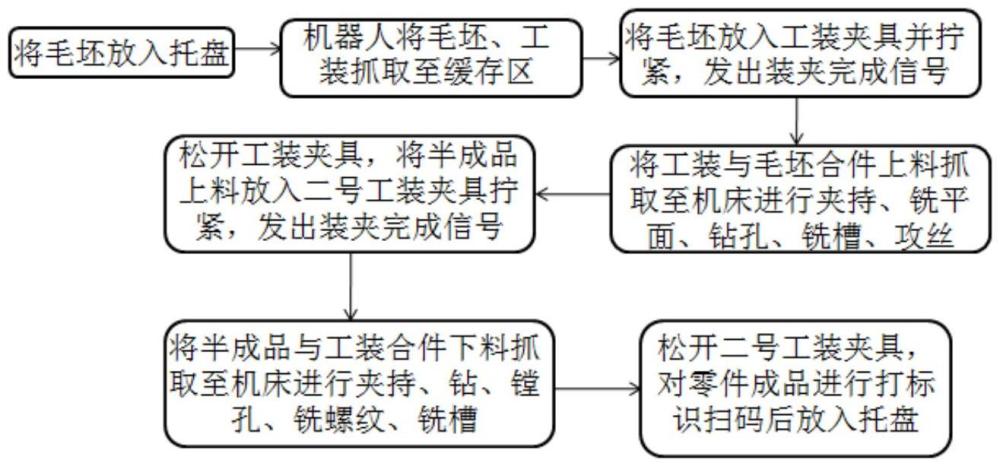
2、1)将阀体类零件毛坯放入上料托盘,机器人将毛坯和工装柜中的一号工装夹具、二号工装夹具抓取至缓存区。
3、2)机器人将阀体类零件毛坯放入一号工装夹具后,自动拧紧一号工装夹具,得到工装与毛坯合件上料,并发出装夹完成信号。
4、3)机器人将工装与毛坯合件上料抓取至机床,并对工装与毛坯合件上料进行夹持。
5、4)对工装与毛坯合件上料进行初步加工处理后,机器人将初步加工后的工装与毛坯合件上料抓取至缓存区,并松开一号工装夹具,得到半成品上料。
6、5)机器人将半成品上料放入二号工装夹具后,自动拧紧二号工装夹具,得到半成品与工装合件下料,并发出装夹完成信号。
7、6)机器人将半成品与工装合件下料抓取至机床,并对半成品与工装合件下料进行夹持。
8、7)对半成品与工装合件下料进行二次加工处理后,机器人将二次加工后的半成品与工装合件下料抓取至缓存区,并松开二号工装夹具,得到阀体类零件成品。
9、8)机器人将一号工装夹具和二号工装夹具放入工装柜,并对阀体类零件成品进行打标识扫码后,将阀体类零件成品放入下料托盘。
10、进一步,所述初步加工处理包括铣平面、钻孔、铣槽、攻丝。
11、进一步,所述二次加工处理包括钻、镗孔、铣螺纹、铣槽。
12、进一步,所述拧紧工装夹具的装置包括拧紧枪。
13、进一步,在对阀体类零件成品进行打标识后,还对标识进行扫描,保存扫描得到的标识信息。
14、本发明的技术效果是毋庸置疑的,本发明提高了阀体类零件在自动化产线的加工精度和效率,实现批量化生产。
15、本发明实现了阀体类零件的自动化加工生产,减少操作人员数量,提高产品的质量和加工效率。本发明阀体类零件的智能加工工艺可靠性、创新性、经济性良好,与传统加工工艺方法比较,加工效率明显提升,经济效率提高5倍以上,能满足批量生产条件。
技术特征:
1.一种阀体类零件的智能加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种阀体类零件的智能加工方法,其特征在于,所述初步加工处理包括铣平面、钻孔、铣槽、攻丝。
3.根据权利要求1所述的一种阀体类零件的智能加工方法,其特征在于,所述二次加工处理包括钻、镗孔、铣螺纹、铣槽。
4.根据权利要求1所述的一种阀体类零件的智能加工方法,其特征在于,所述拧紧工装夹具的装置包括拧紧枪。
5.根据权利要求1所述的一种阀体类零件的智能加工方法,其特征在于,在对阀体类零件成品进行打标识后,还对标识进行扫描,保存扫描得到的标识信息。
技术总结
一种阀体类零件的智能加工方法,包括以下步骤:1)将毛坯放入上料托盘,机器人将毛坯、一号工装夹具、二号工装夹具抓取至缓存区;2)将毛坯放入一号工装夹具并拧紧一号工装夹具;3)将工装与毛坯合件上料抓取至机床并进行夹持;4)对工装与毛坯合件上料进行初步加工处理,得到半成品上料;5)将半成品上料放入二号工装夹具并拧紧二号工装夹具;6)将半成品与工装合件下料抓取至机床并进行夹持;7)对半成品与工装合件下料进行二次加工处理,得到零件成品;8)对零件成品进行打标识扫码后,将零件成品放入下料托盘。本发明提高了阀体类零件在自动化产线的加工精度和效率,实现批量化生产。
技术研发人员:雷丁源,吴亚渝,成赫鹏,敬燕,罗其贵,徐立志,张杰,刘志杰,冉靖,周倩
受保护的技术使用者:重庆铁马工业集团有限公司
技术研发日:
技术公布日:2025/2/5
- 还没有人留言评论。精彩留言会获得点赞!