一种BMS锂电池模组部件生产加工用免对位点焊机构的制作方法
本发明属于bms锂电池模组加工,特别涉及一种bms锂电池模组部件生产加工用免对位点焊机构。
背景技术:
1、现有的bms锂电池模组部件在生产过程中,需要对锂电池的电极点焊镍片。从而提高锂电池的的续航能力,确保电池性能。
2、目前,公开号为:cn112338411b的中国发明,公开了一种锂电池生产用点焊装置。锂电池在点焊过程,一般利用焊针在镍片固定的点位进行点焊,从而既可以保证镍片点焊后的稳固性,同时也可以减少点焊位置,提高焊接效率。但是在现有的点焊装置,在将锂电池放置到点焊器底部时,镍片难以与焊针底部对齐,需要对锂电池进行多次修正位置,使锂电池处于加工台正中心位置,才能保证焊点对位,操作起来比较麻烦,影响锂电池点焊的加工效率。同时现有的点焊装置焊针一般暴露在外,不仅容易受到损坏,而且在点焊过程中容易造成火花溅射,操作起来安全性较低,不方便对锂电池进行放置和取出。
技术实现思路
1、本发明的目的在于提供一种bms锂电池模组部件生产加工用免对位点焊机构,其优点是对放置的锂电池与焊针底部进行快速对位,防止镍片焊接时的火星飞溅出来同时便于对锂电池进行安装和取下,提高电焊加工效率。
2、本发明的上述技术目的是通过以下技术方案得以实现的:一种bms锂电池模组部件生产加工用免对位点焊机构,包括固定底座,所述固定底座的顶部开设有限位滑槽,所述限位滑槽的内部滑动连接有定位机构,所述固定底座的顶部栓接有支撑架,所述支撑架的底部安装有同定位机构配合使用的点焊机构。
3、采用上述技术方案,通过将锂电池放置在电池装夹座的顶部,使四个电池装夹板可以对锂电池的四面进行同步夹持。由于电池装夹板移动距离相同,因此可以将锂电池自动装夹在正中心位置,不会产生前后或左右方向的偏移。从而无需对镍片点焊位置进行多次反复对位,提高bms锂电池模组部件生产加工效率。通过电池装夹座带动锂电池移动到点焊防护罩底部时,点焊防护罩可以自动将锂电池盖住进行点焊,从而可以对镍片点焊过程进行防护,防止焊接时的火星飞溅出来。同时在点焊完成后点焊防护罩向上移动打开后,电池装夹座可以带动锂电池向外滑动,从而便于对锂电池进行安装和取下,提高实用性。
4、本发明进一步设置为:所述点焊机构包括同支撑架顶部一侧栓接的驱动电机,所述限位滑槽的两侧均设置有分别同支撑架和固定底座转动连接的第一螺纹杆,所述驱动电机的输出端同第一螺纹杆的顶部栓接,所述限位滑槽的顶部设置有点焊防护罩,所述点焊防护罩表面的两端均栓接有同第一螺纹杆贯穿螺纹连接的第一螺纹滑套,所述固定底座的内部设置有同第一螺纹杆底部栓接的旋转盘,所述旋转盘的表面固定套接有锥面环形齿条,所述固定底座内部的两侧分别转动连接有第一同步轮和第二同步轮,所述第一同步轮和第二同步轮的表面传动连接有同步带,所述第一同步轮的一端固定套接有同锥面环形齿条啮合的第一锥形齿轮。
5、采用上述技术方案,无需对镍片点焊位置进行多次反复对位,提高bms锂电池模组部件生产加工效率。
6、本发明进一步设置为:所述定位机构包括同限位滑槽内部滑动连接的电池装夹座,所述电池装夹座的底部同同步带的顶部相互粘接,所述限位滑槽内部的一侧栓接有直线齿条,所述电池装夹座内部靠近直线齿条的一侧转动连接有同直线齿条啮合的圆盘齿轮,所述电池装夹座的内部滑动套接有转动套,所述转动套的表面固定套接有同圆盘齿轮远离直线齿条一侧啮合的平面环形齿条,所述平面环形齿条的顶部栓接有第二锥形齿轮,所述电池装夹座的内部对称转动连接有四个第二螺纹杆,所述第二螺纹杆的表面螺纹套接有第二螺纹滑套,所述第二螺纹滑套的顶部栓接有同电池装夹座内部滑动连接的电池装夹板,所述第二螺纹杆靠近第二锥形齿轮的一端栓接有同第二锥形齿轮啮合的第三锥形齿轮。
7、采用上述技术方案,可以对镍片点焊过程进行防护,防止焊接时的火星飞溅出来,同时便于对锂电池进行安装和取下。
8、本发明进一步设置为:所述电池装夹座的顶部设置有锂电池,所述锂电池通过电池装夹板卡接在电池装夹座的顶部。
9、采用上述技术方案,可以将锂电池自动装夹在正中心位置,不会产生前后或左右方向的偏移,提高装夹效率。
10、本发明进一步设置为:所述点焊防护罩的底部开设有同锂电池滑动连接的限位槽。
11、采用上述技术方案,便于将锂电池的顶部罩住,防止点焊使火星飞溅出去。
12、本发明进一步设置为:所述点焊防护罩的顶部栓接有点焊气缸,所述点焊气缸的输出端栓接有同限位槽滑动连接的焊接器,所述焊接器的底部固定连接有焊针。
13、采用上述技术方案,通过将镍片放置在锂电池极片上,然后开启点焊气缸带动焊接器向下移动,使焊针接触镍片顶部的焊点上。利用电流产生的高温将焊点融化,从而使镍片焊接在锂电池极片上。
14、本发明进一步设置为:所述点焊防护罩内部的两侧均栓接有弹簧,两个所述弹簧相互靠近的一端固定连接有同点焊防护罩滑动连接的卡固板,两个所述卡固板相互靠近的一端均开设有斜槽。
15、采用上述技术方案,通过弹簧的弹力推动卡固板向前滑动,从而使卡固板利用斜槽将锂电池极片上的镍片挤压卡固住,防止在电焊时出现位置偏移。
16、本发明进一步设置为:所述电池装夹座内部的两侧均转动连接有同转动套滑动连接的滚珠。
17、采用上述技术方案,减少转动套在电池装夹座内部转动的摩擦力,提高转动稳定性。
18、本发明进一步设置为:所述点焊防护罩表面的一侧固定连接有观察窗。
19、采用上述技术方案,便于观察点焊防护罩内部锂电池的点焊情况,方便对点焊过程进行操作调整。
20、本发明进一步设置为:两个所述第一螺纹杆的顶部均栓接有皮带轮,两个所述第一螺纹杆的顶部均通过皮带轮传动连接有联动皮带。
21、采用上述技术方案,通过利用联动皮带对两个第一螺纹杆顶部的皮带轮进行传动,从而使驱动电机可以同步带动两个第一螺纹杆旋转,提高点焊防护罩升降滑动稳定性。
22、综上所述,本发明具有以下有益效果:
23、1、通过将锂电池放置在电池装夹座的顶部,使四个电池装夹板可以对锂电池的四面进行同步夹持。由于电池装夹板移动距离相同,因此可以将锂电池自动装夹在正中心位置,不会产生前后或左右方向的偏移。从而无需对镍片点焊位置进行多次反复对位,提高bms锂电池模组部件生产加工效率;
24、2、通过电池装夹座带动锂电池移动到点焊防护罩底部时,点焊防护罩可以自动将锂电池盖住进行点焊,从而可以对镍片点焊过程进行防护,防止焊接时的火星飞溅出来。同时在点焊完成后点焊防护罩向上移动打开后,电池装夹座可以带动锂电池向外滑动,从而便于对锂电池进行安装和取下,提高实用性。
技术特征:
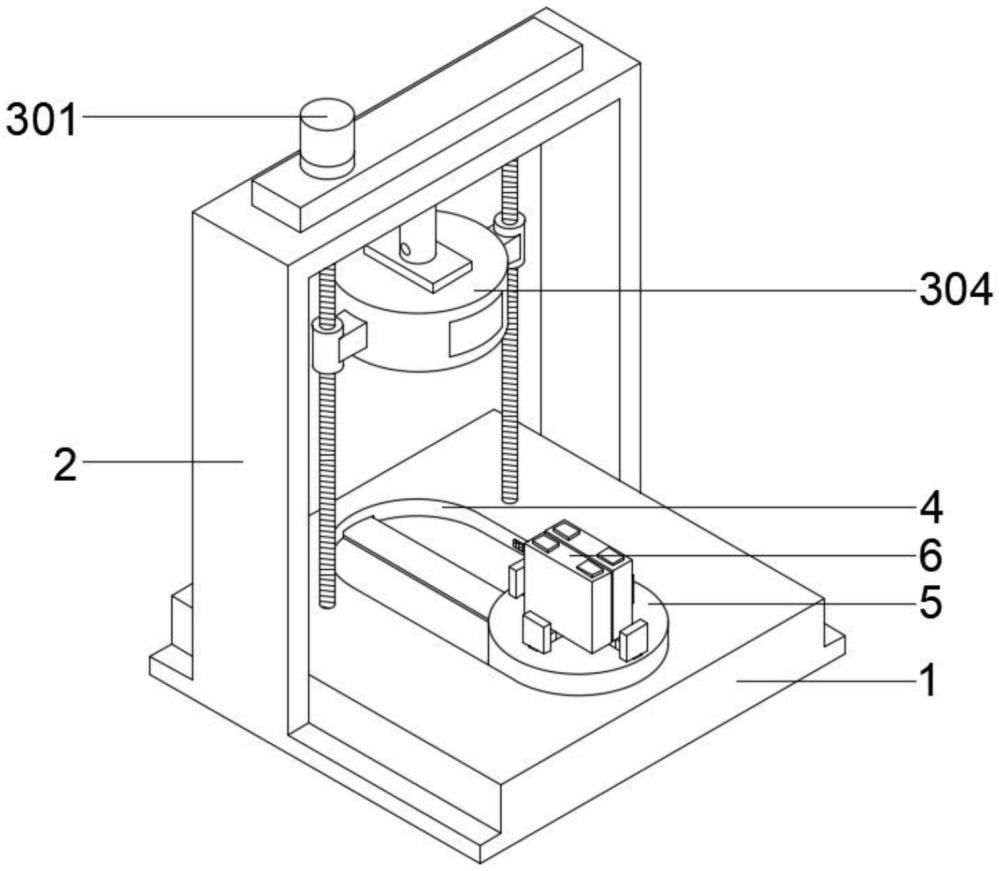
1.一种bms锂电池模组部件生产加工用免对位点焊机构,包括固定底座(1),其特征在于:所述固定底座(1)的顶部开设有限位滑槽(4),所述限位滑槽(4)的内部滑动连接有定位机构(5),所述固定底座(1)的顶部栓接有支撑架(2),所述支撑架(2)的底部安装有同定位机构(5)配合使用的点焊机构(3)。
2.根据权利要求1所述的一种bms锂电池模组部件生产加工用免对位点焊机构,其特征在于:所述点焊机构(3)包括同支撑架(2)顶部一侧栓接的驱动电机(301),所述限位滑槽(4)的两侧均设置有分别同支撑架(2)和固定底座(1)转动连接的第一螺纹杆(302),所述驱动电机(301)的输出端同第一螺纹杆(302)的顶部栓接,所述限位滑槽(4)的顶部设置有点焊防护罩(304),所述点焊防护罩(304)表面的两端均栓接有同第一螺纹杆(302)贯穿螺纹连接的第一螺纹滑套(303),所述固定底座(1)的内部设置有同第一螺纹杆(302)底部栓接的旋转盘(305),所述旋转盘(305)的表面固定套接有锥面环形齿条(306),所述固定底座(1)内部的两侧分别转动连接有第一同步轮(307)和第二同步轮(308),所述第一同步轮(307)和第二同步轮(308)的表面传动连接有同步带(310),所述第一同步轮(307)的一端固定套接有同锥面环形齿条(306)啮合的第一锥形齿轮(309)。
3.根据权利要求2所述的一种bms锂电池模组部件生产加工用免对位点焊机构,其特征在于:所述定位机构(5)包括同限位滑槽(4)内部滑动连接的电池装夹座(501),所述电池装夹座(501)的底部同同步带(310)的顶部相互粘接,所述限位滑槽(4)内部的一侧栓接有直线齿条(502),所述电池装夹座(501)内部靠近直线齿条(502)的一侧转动连接有同直线齿条(502)啮合的圆盘齿轮(503),所述电池装夹座(501)的内部滑动套接有转动套(504),所述转动套(504)的表面固定套接有同圆盘齿轮(503)远离直线齿条(502)一侧啮合的平面环形齿条(505),所述平面环形齿条(505)的顶部栓接有第二锥形齿轮(506),所述电池装夹座(501)的内部对称转动连接有四个第二螺纹杆(507),所述第二螺纹杆(507)的表面螺纹套接有第二螺纹滑套(509),所述第二螺纹滑套(509)的顶部栓接有同电池装夹座(501)内部滑动连接的电池装夹板(510),所述第二螺纹杆(507)靠近第二锥形齿轮(506)的一端栓接有同第二锥形齿轮(506)啮合的第三锥形齿轮(508)。
4.根据权利要求3所述的一种bms锂电池模组部件生产加工用免对位点焊机构,其特征在于:所述电池装夹座(501)的顶部设置有锂电池(6),所述锂电池(6)通过电池装夹板(510)卡接在电池装夹座(501)的顶部。
5.根据权利要求4所述的一种bms锂电池模组部件生产加工用免对位点焊机构,其特征在于:所述点焊防护罩(304)的底部开设有同锂电池(6)滑动连接的限位槽(10)。
6.根据权利要求5所述的一种bms锂电池模组部件生产加工用免对位点焊机构,其特征在于:所述点焊防护罩(304)的顶部栓接有点焊气缸(7),所述点焊气缸(7)的输出端栓接有同限位槽(10)滑动连接的焊接器(8),所述焊接器(8)的底部固定连接有焊针(9)。
7.根据权利要求2所述的一种bms锂电池模组部件生产加工用免对位点焊机构,其特征在于:所述点焊防护罩(304)内部的两侧均栓接有弹簧(11),两个所述弹簧(11)相互靠近的一端固定连接有同点焊防护罩(304)滑动连接的卡固板(12),两个所述卡固板(12)相互靠近的一端均开设有斜槽(13)。
8.根据权利要求3所述的一种bms锂电池模组部件生产加工用免对位点焊机构,其特征在于:所述电池装夹座(501)内部的两侧均转动连接有同转动套(504)滑动连接的滚珠(14)。
9.根据权利要求2所述的一种bms锂电池模组部件生产加工用免对位点焊机构,其特征在于:所述点焊防护罩(304)表面的一侧固定连接有观察窗(15)。
10.根据权利要求2所述的一种bms锂电池模组部件生产加工用免对位点焊机构,其特征在于:两个所述第一螺纹杆(302)的顶部均栓接有皮带轮,两个所述第一螺纹杆(302)的顶部均通过皮带轮传动连接有联动皮带(16)。
技术总结
本发明公开了一种BMS锂电池模组部件生产加工用免对位点焊机构,应用于BMS锂电池模组加工技术领域,包括固定底座,所述固定底座的顶部开设有限位滑槽,所述限位滑槽的内部滑动连接有定位机构,所述的固定底座顶部栓接有支撑架,所述支撑架的底部安装有同定位机构配合使用的点焊机构。通过将锂电池放置在电池装夹座的顶部,使四个电池装夹板可以对锂电池的四面进行同步夹持。由于电池装夹板移动距离相同,因此可以将锂电池自动装夹在正中心位置,不会产生前后或左右方向的偏移。从而无需对镍片点焊位置进行多次反复对位,提高BMS锂电池模组部件生产加工效率。
技术研发人员:葛宝爽
受保护的技术使用者:盐城国投中科新能源科技有限公司
技术研发日:
技术公布日:2025/1/2
- 还没有人留言评论。精彩留言会获得点赞!