一种船舶桨毂与轴组装工艺的制作方法
本发明涉及船舶桨毂安装,尤其涉及一种船舶桨毂与轴组装工艺。
背景技术:
1、海洋船舶的推进单元通常包括桨毂和布置到桨毂的推进器桨叶。桨毂包括驱动装置,驱动装置例如可以是驱动轴、锥齿轮、变速器或者电动或液压驱动器。
2、在桨毂装配的过程中,其涉及的零部件较多,目前桨毂装配主要是通过人工装配,装配过程中容易出现装配错误,甚至出现装配过程中发现零部件拿取错误的情况,装配质量很大程度上依赖于装配工人的装配水平和经验。同时后期对桨毂装配质量检测过程中也受到受个人主观影响因素,出现问题后也难以溯源;船舶桨毂在与轴进行组装的时候,其装配效率低,且在组装过程中容易出现返工,装配精度不够的问题。
技术实现思路
1、本发明要解决的技术问题是提供一种船舶桨毂与轴组装工艺,能够解决一般的船舶桨毂与轴在进行组装时,装配工序乱,装配面在等待装配的过程中未进行有效的保护的问题。
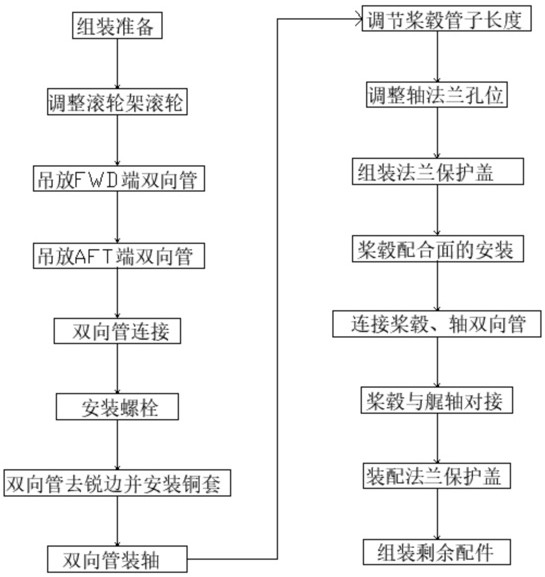
2、为解决上述技术问题,本发明的技术方案为:一种船舶桨毂与轴组装工艺,其创新点在于:具体组装工艺如下:
3、s1:组装准备:对设备进行日常检查,并根据组装清单检查所有配件是否准备齐全;
4、s2:调整滚轮架滚轮:调整两个滚轮架上滚轮之间的间距,将两个滚轮架上的滚轮调整到距离地面高度相同的状态;
5、s3:吊放fwd端双向管:将fwd端双向管用吊带吊放至滚轮架上;
6、s4:吊放aft端双向管:采用卷尺测量fwd端双向管中心离地距离,调整aft端双向管托架,将aft端双向管吊放至托架上;
7、s5:双向管连接:检查fwd端双向管与aft端双向管的密封圈是否已经安装;扭力扳手扭力值设定200nm;f型扳手夹住aft管子扁身防止转动;扭力扳手拧fwd管子扁身,将其旋进aft端子螺纹并拧紧至扭力,当达到200nm扭力后扳手会有响声提示,此时再连续扳动2次,总计响3声确保完全拧紧;
8、s6:安装螺栓:清点处对接处的螺栓,并按要求涂上胶水,手动使用内六角扳手预拧所有螺栓;按对应规格螺栓的标准扭力,对角上紧所有螺栓到位;
9、s7:双向管去锐边并安装铜套:检查桨毂的管子锐边是否已经处理合格,用打磨机手动修磨与桨毂管相连的aft端双向管锐边;然后安装尾轴内容铜套密封圈;
10、s8:双向管装轴:采用两根吊带吊起已练级组装好的双向管,将双向管aft端从轴fwd端缓插入,且用长木将双向杆顶露出轴150mm长;
11、s9:调节桨毂管子长度:吊环拧入活塞起吊孔,往外侧缓拉活塞,使得桨毂管露出76mm;
12、s10:调整轴法兰孔位:旋转轴身将轴法兰孔位调整至与桨毂孔位相对应的角度;
13、s11:组装法兰保护盖:首先对法兰保护盖进行清洁,然后在法兰保护盖的端部通过螺栓锁紧密封盖,且法兰保护盖内轮廓与密封盖之间设置有内密封圈,且扭力位76nm;然后在法兰保护盖上的设置孔塞;法兰保护盖的外轮廓处设置有外密封圈;最后将外密封圈和组装好的法兰保护盖吊放至法兰的一侧面;
14、s12:桨毂配合面的安装:将四个定位销通过液氮冷冻,用铜棒配合嵌入组装至桨毂的配合面上;桨毂上取任意两个呈180°对称的螺纹孔内拧入自制的两个长导销;组装桨毂密封面o型圈至密封槽内;
15、s13:连接桨毂、轴双向管:采用行车起吊桨毂,缓慢前进,使得桨毂端面靠近轴双向管;将扭力扳手值设定为200nm,扭力扳手拧尾轴管子扁身,将其旋进桨毂管子螺纹并拧紧至扭力,当达到200nm扭力后扳手会有响声提示,此时再连续扳动2次,总计响3声确保完全拧紧;
16、s14:桨毂与艉轴对接:行车继续缓慢前进,使桨毂上的自制导向销插入艉轴对应孔内;用行车缓慢移动桨毂使对接面距离艉轴对接面距离为200-250mm时暂停;在桨毂对接平面o型圈外侧至最大平面之间均涂抹密封胶;在轴头外圆上涂上清油或白油;开动行车使平面定位销全部进入对应销孔内;
17、s15:装配法兰保护盖:卸掉两根自制长导向销,将外密封圈黏在法兰保护盖的密封槽内,法兰保护盖与轴法兰接触面刷密封胶;将法兰保护盖缓推到轴法兰上;将四颗桨毂连接螺栓螺纹头部预涂固定的润滑脂,螺栓平面涂密封胶,配合活动扳手拧入,对角线预紧;最后用液压扳手对角线拧紧连接螺栓直至扭力至2250nm;
18、s16:组装剩余配件:剩余螺栓的组装方式采用对角线预紧,桨毂连接螺栓螺纹头部预涂固定的润滑脂,螺栓平面涂密封胶,配合活动扳手拧入,对角线预紧;最后用液压扳手对角线拧紧连接螺栓直至扭力至2250nm,并在螺栓上做出防松标记。
19、本发明的优点在于:
20、1)本发明中通过在桨毂上设置法兰保护盖,在桨毂与轴组装之前先将法兰保护盖进行组装,待桨毂与轴通过自制长导向销进行配合完成后,直接将法兰保护盖推送到轴法兰上,锁紧安装;法兰保护盖的安装可以有效保护桨毂与轴的连接位置;各部件的组装中螺栓连接位置采用设定扭力值的扳手进行拧紧,同时配合密封胶盒润滑脂进行安装,保证各位置螺栓锁紧的科学性。
技术特征:
1.一种船舶桨毂与轴组装工艺,其特征在于:具体组装工艺如下:
技术总结
本发明涉及一种船舶桨毂与轴组装工艺,其特征在于:通过在桨毂上设置法兰保护盖,在桨毂与轴组装之前先将法兰保护盖进行组装,待桨毂与轴通过自制长导向销进行配合完成后,直接将法兰保护盖推送到轴法兰上,锁紧安装;法兰保护盖的安装可以有效保护桨毂与轴的连接位置;各部件的组装中螺栓连接位置采用设定扭力值的扳手进行拧紧,同时配合密封胶盒润滑脂进行安装,保证各位置螺栓锁紧的科学性。
技术研发人员:季山磊,张文军,薛志平,陆宏建,张武平
受保护的技术使用者:江苏瑞海船舶工程有限公司
技术研发日:
技术公布日:2024/11/18
- 还没有人留言评论。精彩留言会获得点赞!