一种汽车模具加工定位工装的制作方法
本发明涉及工装设备领域,具体是一种汽车模具加工定位工装。
背景技术:
1、汽车模具是制造汽车上所有零件的模具总称,包括覆盖件模具、梁架件模具和一般冲压件模具等。汽车模具加工定位工装在汽车模具制造过程中起到了至关重要的作用。它不仅确保了模具的精确对齐和固定,还提高了生产效率和产品质量。
2、汽车模具进行焊接等加工时,多会使用到定位工装对模具进行固定,而现有的定位工装大多结构简单,不便于对圆柱形模具进行定位(其中圆柱形模具可以是外观为圆柱形的冲压模具,用于对不同造型的汽车轮毂进行加工,还可以对其他的汽车零件进行加工,在此不作具体限定),且无法对定位后的模具进行预处理,功能单一,存在一定的局限性。因此,针对以上现状,迫切需要提供一种汽车模具加工定位工装,以克服当前实际应用中的不足。
技术实现思路
1、本发明的目的在于提供一种汽车模具加工定位工装,旨在解决上述背景技术中的问题。
2、本发明是这样实现的,一种汽车模具加工定位工装,包括:
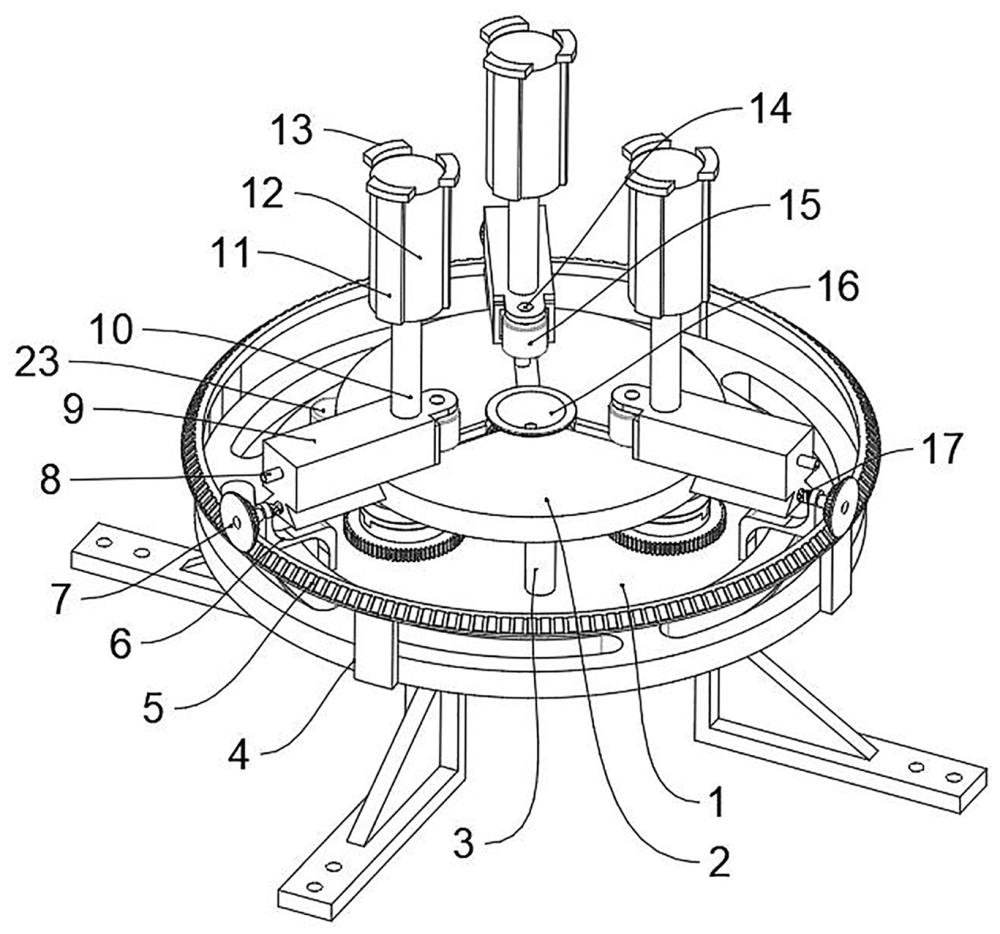
3、支撑台和定位板,所述定位板通过多组支撑柱固定安装于支撑台上,且支撑台的底部设置有固定腿;
4、用于对汽车模具进行固定的定位组件,所述定位组件包括按压盒、定位吸盘、转管b和按压轮,所述定位板上开设有用于滑动安装按压盒的条形槽,且按压盒设置有多组,所述支撑台上还设置有用于带动按压盒移动的调距组件,所述定位板的中央位置还开设有用于放置定位吸盘的圆孔,转管b转动安装于支撑台上,且转管b与定位吸盘固定连接,转管b远离定位吸盘的一端连接有抽吸组件,所述按压轮上固定安装有支撑轴,且支撑轴与按压盒之间转动连接,所述按压盒内还设置有用于对支撑轴进行锁止的锁定组件;
5、以及设置于按压盒上的预处理组件,所述支撑台上还设置有用于带动转管b转动和用于驱动预处理组件工作的自适应驱动组件。
6、作为本发明进一步的方案:所述定位吸盘的表面高于定位板的表面。
7、作为本发明进一步的方案:所述抽吸组件包括:
8、l形支撑板,所述l形支撑板固定安装于支撑台的底部;
9、以及与转管b相连通的导管b,所述导管b固定安装于l形支撑板上,且导管b与转管b之间转动连接。
10、作为本发明进一步的方案:所述锁定组件包括:
11、锁定齿块,所述锁定齿块固定安装于按压轮上;
12、以及锁定架,所述锁定架上具有用于对锁定齿块进行锁死的锁定齿槽,且按压盒内还设置有用于带动锁定架移动的电动伸缩缸。
13、作为本发明进一步的方案:所述调距组件包括:
14、固定安装于支撑台上的z形支撑板,所述z形支撑板上转动安装有调节螺杆,且按压盒内开设有与调节螺杆螺纹连接的内螺纹孔;
15、转动安装于支撑台上的旋转架,所述旋转架上还固定安装有外齿圈,且调节螺杆上固定安装有与外齿圈相啮合的锥齿轮;
16、以及固定安装于支撑台上的电机a,所述电机a的输出轴上固定安装有直齿轮a,且旋转架的底部固定安装有与直齿轮a相啮合的内齿圈。
17、作为本发明进一步的方案:所述预处理组件包括:
18、转管a,所述转管a转动安装于按压盒上;
19、处理盒,所述处理盒滑动安装于转管a上,且处理盒能够跟随转管a转动;
20、打磨板a,所述打磨板a在处理盒的圆周方向上设置有多组,且每组打磨板a的顶部均固定安装有打磨板b;
21、以及用于对处理盒和打磨板a的工作位置进行调节的控制组件。
22、作为本发明进一步的方案:所述控制组件包括:
23、开设于处理盒内的圆柱形空腔和三角形空腔,所述圆柱形空腔和三角形空腔内分别滑动安装有活塞板a和活塞板b,且活塞板a与出气孔固定连接,活塞板b设置有多组;
24、用于对活塞板a进行弹性支撑的弹簧a,所述弹簧a设置于圆柱形空腔内;
25、用于向圆柱形空腔内导入气体的出气孔,所述出气孔开设于转管a上;
26、支撑杆,所述支撑杆用于活塞板b与打磨板a之间的连接,且三角形空腔内还设置有用于对活塞板b进行弹性支撑的弹簧b;
27、用于向三角形空腔内导入气体的导管c,所述导管c的一端与处理盒固定连接,导管c的另一端与转管a相连通,且导管c与转管a之间滑动连接;
28、固定安装于按压盒内的导气环,所述导气环与转管a转动连接,且导气环内具有导气空腔,转管a的侧壁上开设有与空腔相连通的通孔;
29、以及用于向导气环内导入气体的导管a,所述导管a固定安装于按压盒内。
30、作为本发明进一步的方案:所述自适应驱动组件包括:
31、转轴,所述转轴在支撑台上转动安装有多组,且支撑台上还设置有用于带动其中一组转轴转动的电机b;
32、以及直齿轮b,所述直齿轮b固定安装于转管b上,且转轴上固定安装有与直齿轮b相啮合的直齿轮c。
33、作为本发明进一步的方案:所述自适应驱动组件还包括:
34、主动块,所述主动块固定安装于直齿轮c上,且主动块上开设有矩形槽a;
35、从动块,所述从动块固定安装于转管a上,且从动块上开设有矩形槽b;
36、以及传动块,所述传动块的两端分别设置有与矩形槽a和矩形槽b滑动连接的凸出条a和凸出条b。
37、作为本发明进一步的方案:所述凸出条a和凸出条b互相垂直。
38、与现有技术相比,本发明的有益效果:将汽车模具放置到定位吸盘上,调距组件通过带动按压盒在定位板上滑动的方式,能够使得按压轮按压到汽车模具上,利用三组按压轮能够将汽车模具固定到定位板的中央位置,然后利用抽吸组件将定位吸盘与汽车模具之间的气体抽出,实现对于汽车模具的吸附,自适应驱动组件通过带动转管b转动的方式,能够带动汽车模具在多组按压轮之间转动,同时利用预处理组件能够对汽车模具的顶部和侧面进行打磨处理,便于对汽车模具侧壁上的焊缝进行焊接,或者将其他工件焊接到汽车模具的顶部或侧面上,有效提高加工质量,同时提高工装的实用性,预处理结束后,利用锁定组件对支撑轴锁止,使得按压轮停止转动,从而实现对汽车模具的完全固定,可根据实际使用需求对锁定组件的工作状态进行控制;通过定位组件、预处理组件以及自适应驱动组件的配合设置,避免了现有的定位工装大多结构简单,不便于对圆柱形模具进行定位,且无法对定位后的模具进行预处理,功能单一,存在一定的局限性的问题。
技术特征:
1.一种汽车模具加工定位工装,包括支撑台和定位板,所述定位板通过多组支撑柱固定安装于支撑台上,且支撑台的底部设置有固定腿,其特征在于,还包括:
2.根据权利要求1所述的汽车模具加工定位工装,其特征在于,所述定位吸盘的表面高于定位板的表面。
3.根据权利要求1所述的汽车模具加工定位工装,其特征在于,所述抽吸组件包括:
4.根据权利要求1所述的汽车模具加工定位工装,其特征在于,所述锁定组件包括:
5.根据权利要求1所述的汽车模具加工定位工装,其特征在于,所述调距组件包括:
6.根据权利要求1所述的汽车模具加工定位工装,其特征在于,所述预处理组件包括:
7.根据权利要求6所述的汽车模具加工定位工装,其特征在于,所述控制组件包括:
8.根据权利要求6所述的汽车模具加工定位工装,其特征在于,所述自适应驱动组件包括:
9.根据权利要求8所述的汽车模具加工定位工装,其特征在于,所述自适应驱动组件还包括:
10.根据权利要求9所述的汽车模具加工定位工装,其特征在于,所述凸出条a和凸出条b互相垂直。
技术总结
本发明适用于工装设备领域,提供了一种汽车模具加工定位工装,包括:支撑台和定位板,定位板通过多组支撑柱固定安装于支撑台上;用于对汽车模具进行固定的定位组件,定位组件包括按压盒、定位吸盘、转管b和按压轮,定位板上开设有用于滑动安装按压盒的条形槽,且按压盒设置有多组,支撑台上还设置有用于带动按压盒移动的调距组件;以及设置于按压盒上的预处理组件,支撑台上还设置有自适应驱动组件,本发明通过定位组件、预处理组件以及自适应驱动组件的配合设置,避免了现有的定位工装大多结构简单,不便于对圆柱形模具进行定位,且无法对定位后的模具进行预处理,功能单一,存在一定的局限性的问题。
技术研发人员:范继雷,潘怡梦,牛祥占,孙杰
受保护的技术使用者:潍坊盛世汽车系统有限公司
技术研发日:
技术公布日:2024/11/26
- 还没有人留言评论。精彩留言会获得点赞!