针状铁素体型厚规格管线钢低卷取温度的稳定控制方法与流程
本发明属于冶金,涉及热连轧高钢级管线钢的生产方法,具体涉及一种针状铁素体型厚规格管线钢低卷取温度的稳定控制方法。
背景技术:
1、近年来,石油天然气管道建设正朝着大直径、大壁厚、高压强方向的发展,还面临等高寒、沼泽、山地、地震活动区等极端气候环境的考验。面对这样的自然环境和地质条件,如何确保管道的安全和稳定运行极具挑战性。由此可见,高钢级管线钢关键技术要求为在保持高强度的同时,提高低温韧性指标。晶粒细化是降低钢的韧脆转变温度,提高韧性的有效途径,为此,高钢级管线钢组织设计为针状铁素体,该组织具有精细的显微亚结构、充分细化的有效晶粒尺寸、较高的大角度晶界比例、较大的位错密度,可协调约束冲击裂纹扩展,进而提高韧性。然而,为获得针状铁素体组织,高钢级管线钢的卷取温度较低,冷却速率较大,如何在大水量、快速冷却等条件下控制高钢级管线钢卷取温度的稳定,是高钢级管线钢工业试制中的难点问题。
2、经检索,cn102962296b公开了一种厚规格x120管线钢热轧卷板的低温卷取方法,能够有效改善板型、卷形和卷取的稳定性。该发明对卷取工艺进行了三个方面的优化:带钢从精轧机轧出并经层流冷却,控制带钢头部1m距离内的卷取温度和带钢本体温度,使带钢头部温度高于本体温度;带钢出层流冷却时,增设气吹装置清除带钢表面残留的层流冷却水;卷取时,对侧导板中心线和侧导板开口度补偿在线调节控制,对带钢头部卷筒膨胀距离和助卷辊打开距离优化,并对卷取助卷辊控制优化。该发明针对x120卷型、板形的控制提出留热头轧制、吹扫表面积水、侧导板对中等技术,但是未涉及卷取温度较低时如何提高卷取温度控制稳定性。
3、cn105734235b公开了一种热连轧带钢密集冷却控制方法,轧线上冷却设备位于精轧机后侧、卷取机前侧,包括密集冷却段、常规层流冷却段和精调段共15组集管。实现步骤如下:精轧机f1机架咬钢后,冷却模型预计算带钢冷却所需水量和需要开启的密集冷却集管数量;精轧机f2机架咬钢时,生产控制系统控制开启冷却模型预计算出所需开启的密集冷却集管和精调段第14组前半部分8根集管;热连轧机生产控制系统根据冷却模型的反馈控制计算结果进行反馈控制。该发明涉及层流冷却密集冷却模型及集管开启方法,未涉及卷取温度较低时如何提高卷取温度控制稳定性。
4、cn105603170b公开了一种超厚规格热轧卷板的超快冷工艺及卷取方法:25.4mm厚规格x70带钢从精轧机轧出并经超快冷段冷却至500~550℃,后空冷2s,再经普通层冷至400~450℃卷取温度;带钢头部卷取机夹送辊位置控制时间为0.03s,提前固定带钢;提高带钢头部卷取圈数为5圈,并且助卷辊持续与带钢头部接触,直至卷筒带载转矩到12.66kn·m时,助卷辊正常打开,使头部卷取紧实、带钢近尾部时,增加助卷辊压力到750kn,保证尾部带钢卷取稳定;超厚规格带钢尾部助卷辊抱尾时间为8~12s,固定尾部带钢形状。该发明针对25.4mm厚规格管线钢强韧性较大、回弹较大,较难卷取的问题,提出了卷取工序控制要点,但该发明所述钢卷取温度为400~450℃,卷取温度不算很低,且该发明未涉及卷取温度稳定控制技术。
5、综上可知,高钢级管线钢相关专利中,未见低温卷取时卷取温度稳定性控制相关的报道。
技术实现思路
1、本发明所要解决的技术问题是难以控制高钢级管线钢在较低温度下进行卷取时的温度稳定性的问题。
2、本发明解决其技术问题所采用的技术方案是:针状铁素体型厚规格管线钢低卷取温度的稳定控制方法:通过优化精轧和层流冷却的工艺,将钢卷中间部分的卷取温度稳定控制在380±20℃进行卷取,制备得到针状铁素体型厚规格管线钢,具体为:
3、精轧工序控制开轧温度为910±10℃,终轧温度为795±15℃;
4、层流冷却工序采用前段集中冷却并固化开水模式,通过控制上下集管的冷却喷嘴数量将其分为强冷段和常规冷却段进行冷却。
5、进一步的是,上述精轧工序中,累积变形量足够时,控制精轧末机架的变形量为4%~6%。
6、进一步的是,上述精轧工序中,控制钢卷后半部分的轧制速度大于钢卷前半部分的轧制速度。
7、更进一步的是,钢卷前半部分精轧出口速度为2.0m/s~2.2m/s,钢卷后半部分精轧出口速度为2.2m/s~2.4m/s。
8、进一步的是,上述层流冷却工序中,控制前第1组~第6组上下集管全部开启;第1组~第3组集管为强冷段,每组集管配备16根冷却喷嘴;第3组~第6组集管为常规冷却段,每组集管配备8根冷却喷嘴。
9、进一步的是,上述层流冷却工序中,控制层流冷却水温度为28℃~32℃。
10、更进一步的是,在第6组集管后测温,得到层流冷却中间点温度为430~470℃。
11、进一步的是,上述层流冷却工序中,通过控制侧喷水将钢板表面积水完全吹扫干净;所述侧喷水呈对称分布,且侧喷水吹扫面覆盖钢板全板宽位置。
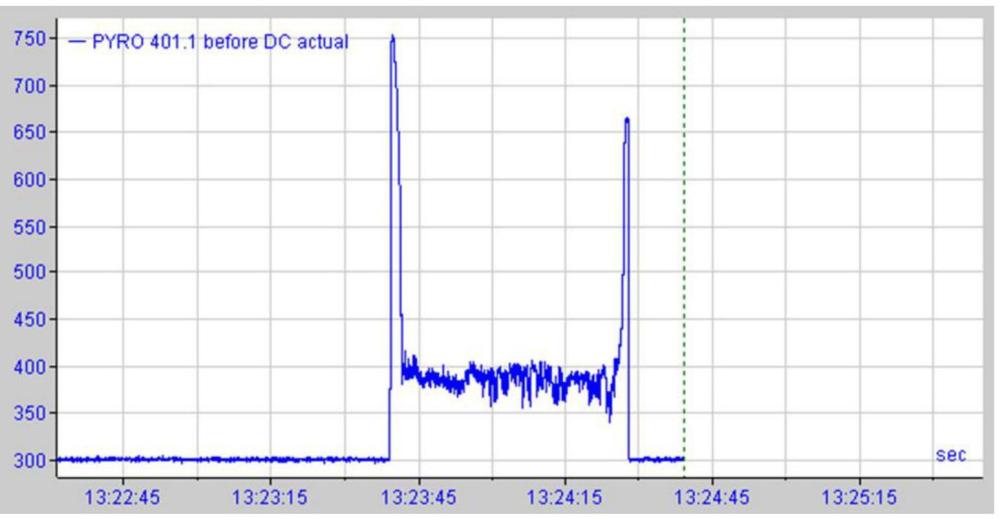
12、进一步的是,上述稳定控制方法中,钢卷中间部分为除钢卷头部3m和尾部3m的部分,卷取时控制钢卷头部3m和尾部3m的卷取温度为600℃~750℃。
13、进一步的是,上述稳定控制方法中,针状铁素体型厚规格管线钢为x80管线钢,其显微组织为针状铁素体,厚度为15mm~25mm。
14、本发明的有益效果是:
15、(1)本发明针对针状铁素体型管线钢卷取温度低、层流冷却水量大,进而导致层流冷却难以稳定控制的难题,从精准控制轧制温度、分段控制轧制速度、固化层流冷却开水模型等角度,系统地解决了高钢级管线钢卷取温度稳定控制的问题。
16、(2)高钢级管线钢制备工艺的稳定控制,提高了管线钢性能均匀性,有利于提高天然气管道的安全性能。
技术特征:
1.针状铁素体型厚规格管线钢低卷取温度的稳定控制方法,其特征在于:通过优化精轧和层流冷却的工艺,将钢卷中间部分的卷取温度稳定控制在380±20℃进行卷取,制备得到针状铁素体型厚规格管线钢,具体为:
2.根据权利要求1所述的针状铁素体型厚规格管线钢低卷取温度的稳定控制方法,其特征在于:精轧工序中,累积变形量足够时,控制精轧末机架的变形量为4%~6%。
3.根据权利要求1所述的针状铁素体型厚规格管线钢低卷取温度的稳定控制方法,其特征在于:精轧工序中,控制钢卷后半部分的轧制速度大于钢卷前半部分的轧制速度。
4.根据权利要求3所述的针状铁素体型厚规格管线钢低卷取温度的稳定控制方法,其特征在于:钢卷前半部分精轧出口速度为2.0m/s~2.2m/s,钢卷后半部分精轧出口速度为2.2m/s~2.4m/s。
5.根据权利要求1所述的针状铁素体型厚规格管线钢低卷取温度的稳定控制方法,其特征在于:层流冷却工序中,控制前第1组~第6组上下集管全部开启;
6.根据权利要求1所述的针状铁素体型厚规格管线钢低卷取温度的稳定控制方法,其特征在于:层流冷却工序中,控制层流冷却水温度为28℃~32℃。
7.根据权利要求5所述的针状铁素体型厚规格管线钢低卷取温度的稳定控制方法,其特征在于:在第6组集管后测温,得到层流冷却中间点温度为430~470℃。
8.根据权利要求1所述的针状铁素体型厚规格管线钢低卷取温度的稳定控制方法,其特征在于:层流冷却工序中,通过控制侧喷水将钢板表面积水完全吹扫干净;
9.根据权利要求1所述的针状铁素体型厚规格管线钢低卷取温度的稳定控制方法,其特征在于:钢卷中间部分为除钢卷头部3m和尾部3m的部分,卷取时控制钢卷头部3m和尾部3m的卷取温度为600℃~750℃。
10.根据权利要求1所述的针状铁素体型厚规格管线钢低卷取温度的稳定控制方法,其特征在于:所述针状铁素体型厚规格管线钢为x80管线钢,其显微组织为针状铁素体,厚度为15mm~25mm。
技术总结
本发明公开了一种针状铁素体型厚规格管线钢低卷取温度的稳定控制方法,属于冶金技术领域。所述稳定控制方法为:通过优化精轧和层流冷却的工艺,将钢卷中间部分的卷取温度稳定控制在380±20℃进行卷取,制备得到针状铁素体型厚规格管线钢,具体为:精轧工序控制开轧温度为910±10℃,终轧温度为795±15℃;层流冷却工序采用前段集中冷却并固化开水模式,通过控制上下集管的冷却喷嘴数量将其分为强冷段和常规冷却段进行冷却。采用本发明的稳定控制方法可有效解决难以控制高钢级管线钢在较低温度下进行卷取时的温度稳定性的问题,提高了管线钢性能均匀性。
技术研发人员:熊雪刚,任守斌,唐进,陈述,张开华,刘一博
受保护的技术使用者:攀钢集团攀枝花钢铁研究院有限公司
技术研发日:
技术公布日:2024/12/5
- 还没有人留言评论。精彩留言会获得点赞!