石英舟架焊接装置的制作方法
本发明涉及焊接设备,具体涉及石英舟架焊接装置。
背景技术:
1、如图1和图2所示,石英舟架1主要包括四块竖板和若干连接杆11,竖板和连接杆11的材质均为石英,四块竖板包括两块相对设置的短竖板12和两块相对设置的长竖板13,四块竖板用于依次连接形成矩形框式结构,所述连接杆11用于连接两块长竖板13。现有石英舟架生产过程多为人工焊接(火焰加热熔融),人工焊接存在稳定和效率的问题,严重影响石英舟架生产加工效率和品质稳定性。
技术实现思路
1、本发明针对上述问题,提出了一种石英舟架焊接装置。
2、本发明采取的技术方案如下:
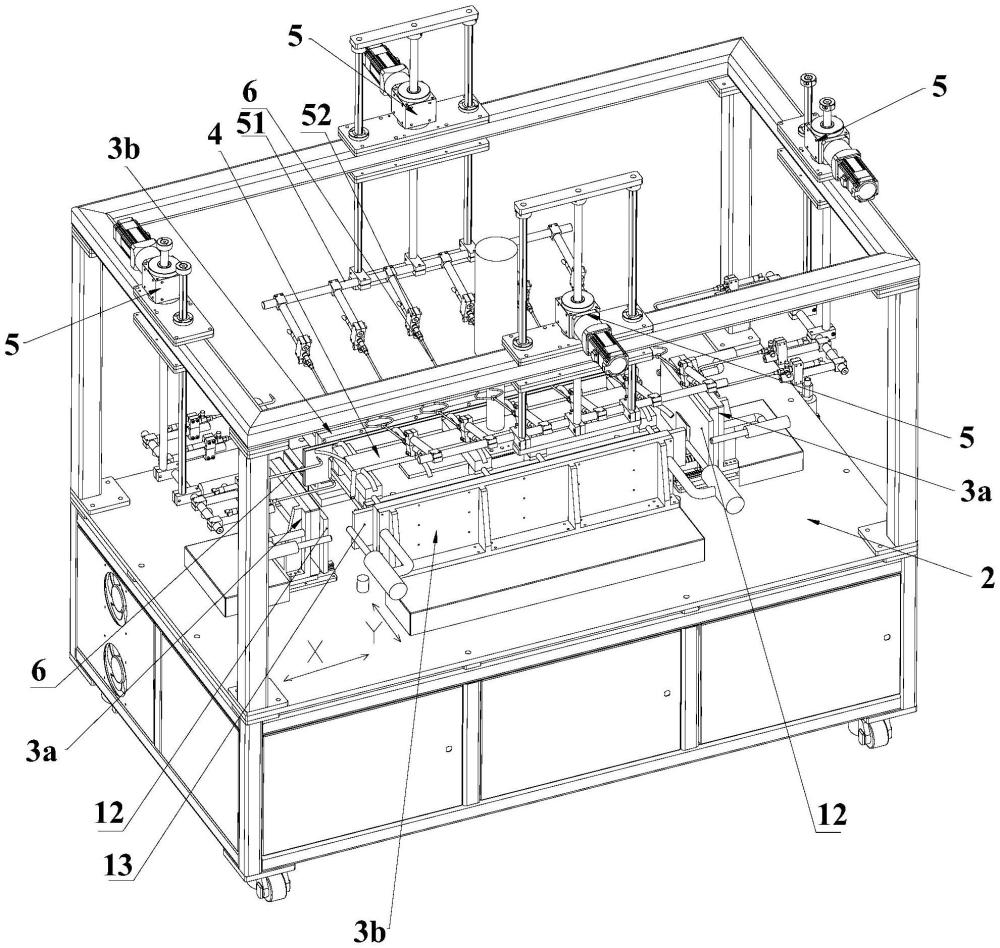
3、一种石英舟架焊接装置,石英舟架包括四块竖板和若干连接杆,四块竖板包括两块相对设置的短竖板和两块相对设置的长竖板,四块竖板用于依次连接形成矩形框式结构,所述连接杆用于连接两块长竖板,石英舟架焊接装置包括:
4、机架;
5、两个相对设置第一移动定位机构,所述第一移动定位机构用于限定短竖板并带动短竖板朝x方向移动;
6、两个相对设置第二移动定位机构,所述第二移动定位机构用于限定长竖板并带动长竖板朝y方向移动,y方向垂直于x方向;
7、连接杆定位组件,位于两个第二移动定位机构之间,用于定位连接杆;
8、四个升降装置,分别设置在所述机架四侧,所述升降装置具有能够上下升降的安装架;以及
9、火焰焊枪,固定在所述安装架上;
10、其中,所述第一移动定位机构和第二移动定位机构均包括:
11、移动架,能够相对机架进行移动,所述移动架的一面为限位面;
12、驱动组件,用于驱动所述移动架移动;
13、l形限位板,l形限位板具有水平部分和竖直部分,所述水平部分固定在所述移动架的限位面上,l形限位板和限位面相互配合用于限定竖板,使竖板竖立并与限位面贴靠;
14、两个伸缩组件,分别设置在所示移动架的两侧,伸缩组件的活动杆伸出时能够与竖板的左右两个侧边相互配合,限定竖板的左右位置,伸缩组件的活动杆缩回时,活动杆远离竖板,伸缩组件不会影响火焰焊枪的焊接操作。
15、本申请的移动定位机构通过l形限位板和限位面的设置能够使竖板保持竖直状态,通过两个伸缩组件能够限定竖板的左右位置,即能够快速方便的实现竖板的精确定位,无需在竖板上专门设置定位结构;通过驱动组件能够带动移动架移动,从而实现短竖板和长竖板之间相互靠拢,实现连接杆夹持在两个长竖板之间,通过升降装置能够带动安装架上下移动,从而可以带动安装架上的火焰焊枪上下移动,结合移动定位机构的水平移动,能够实现自动焊接功能。
16、于本发明其中一实施例中,所述竖直部分上端靠近限位面的部件具有导向结构,所述导向结构为斜面或曲面。
17、设置导向结构方便将竖板卡入l形限位板上。
18、于本发明其中一实施例中,所述火焰焊枪通过夹持组件固定在所述安装架上。
19、于本发明其中一实施例中,所述驱动组件包括:
20、滑轨,固定在机架上;
21、移动座,滑动设置在滑杆上,移动座上具有螺纹孔,所述移动架固定在移动座上;
22、丝杆,转动设置在机架上,所述丝杆穿过所述螺纹孔且与螺纹孔啮合;
23、电机,用于驱动丝杆转动,从而带动移动座在滑轨上移动。
24、于本发明其中一实施例中,所述水平部分上安装有压力传感器。
25、通过压力传感器能够感知竖板是否放置到位,保证焊接质量。
26、于本发明其中一实施例中,所述连接杆定位组件包括:
27、多个间隔设置的定位座,定位座固定在机架上,所述定位座上具有供所述连接杆嵌入的第一定位槽;
28、压板,设置在所述定位座的上方,所述压板的下表面具有与所述第一定位槽相对应的第二定位槽,所述连接杆限定在第一定位槽和第二定位槽之间,且连接杆的两端均凸出所述定位座和所述压板。
29、于本发明其中一实施例中,所述连接杆定位组件还包括:
30、连接架,与各压板固定;
31、升降元件,用于带动连接架上下移动。
32、通过升降元件能够实现同步带动多个压板移动,操作效率高。
33、于本发明其中一实施例中,所述连接架上安装有喷气管,所述喷气管用于对焊接好的石英舟架进行吹风冷却。
34、通过风冷能够增加冷却速度。
35、于本发明其中一实施例中,所述喷气管分为两组,第一组喷气管朝向连接杆和长竖板的连接区域,第二组喷气管朝向长竖板和短竖板的连接区域。
36、于本发明其中一实施例中,还包括设置在机架上的顶升组件,所述顶升组件有四组,分别与石英舟架的四个角相对应,所述顶升组件用于在焊接完成后将整个石英舟架向上顶起。
37、通过顶升组件能够将焊接完成后将整个石英舟架向上顶起,同时升降元件带动连接架和连接架上的喷气管上移,这样能够实现更高效的空气流通,提供风冷效率。
38、本实施例石英舟架焊接装置的一种具体操作方式:
39、伸缩组件的活动杆伸出,伸缩组件的活动杆、限位面、l形限位板的水平部分和l形限位板的竖直部分形成精确限定竖板位置的限位空间,将两块短竖板分别放置在两个第一移动定位机构的限位空间上,将两块长竖板分别放置在两个第二移动定位机构的限位空间上;
40、连接架处于高位,将连接杆放入定位座的第一定位槽中,升降元件工作,带动连接架下移,使压板的第二定位槽覆盖在对应的连接杆上;
41、伸缩组件的活动杆缩回,驱动组件工作,带动短竖板和长竖板之间相互靠拢,实现连接杆夹持在两个长竖板之间;
42、火焰焊枪喷火,通过升降装置带动安装架上下移动,使火焰焊枪上下移动,对待焊接处进行焊接,期间可以结合驱动组件的动作,实现联动操作,进行更精确的火焰焊接操作;
43、焊接完成后,升降元件带动连接架和喷气管上移,然后四组顶升组件工作,将焊接完成后的石英舟架向上顶起,通过喷气管向焊接区域吹风,进行风冷。
44、本发明的有益效果是:本申请的移动定位机构通过l形限位板和限位面的设置能够使竖板保持竖直状态,通过两个伸缩组件能够限定竖板的左右位置,即能够快速方便的实现竖板的精确定位,无需在竖板上专门设置定位结构;通过驱动组件能够带动移动架移动,从而实现短竖板和长竖板之间相互靠拢,实现连接杆夹持在两个长竖板之间,通过升降装置能够带动安装架上下移动,从而可以带动安装架上的火焰焊枪上下移动,结合移动定位机构的水平移动,能够实现自动焊接功能。
技术特征:
1.一种石英舟架焊接装置,石英舟架包括四块竖板和若干连接杆,四块竖板包括两块相对设置的短竖板和两块相对设置的长竖板,四块竖板用于依次连接形成矩形框式结构,所述连接杆用于连接两块长竖板,其特征在于,石英舟架焊接装置包括:
2.如权利要求1所述的石英舟架焊接装置,其特征在于,所述竖直部分上端靠近限位面的部件具有导向结构,所述导向结构为斜面或曲面。
3.如权利要求1所述的石英舟架焊接装置,其特征在于,所述火焰焊枪通过夹持组件固定在所述安装架上。
4.如权利要求1所述的石英舟架焊接装置,其特征在于,所述驱动组件包括:
5.如权利要求1所述的石英舟架焊接装置,其特征在于,所述水平部分上安装有压力传感器。
6.如权利要求1所述的石英舟架焊接装置,其特征在于,所述连接杆定位组件包括:
7.如权利要求6所述的石英舟架焊接装置,其特征在于,所述连接杆定位组件还包括:
8.如权利要求7所述的石英舟架焊接装置,其特征在于,所述连接架上安装有喷气管,所述喷气管用于对焊接好的石英舟架进行吹风冷却。
9.如权利要求8所述的石英舟架焊接装置,其特征在于,所述喷气管分为两组,第一组喷气管朝向连接杆和长竖板的连接区域,第二组喷气管朝向长竖板和短竖板的连接区域。
10.如权利要求9所述的石英舟架焊接装置,其特征在于,还包括设置在机架上的顶升组件,所述顶升组件有四组,分别与石英舟架的四个角相对应,所述顶升组件用于在焊接完成后将整个石英舟架向上顶起。
技术总结
本申请公开了一种石英舟架焊接装置,包括:机架;两个第一移动定位机构;两个第二移动定位机构;连接杆定位组件,用于定位连接杆;四个升降装置,具有能够上下升降的安装架;火焰焊枪,固定在安装架上;其中,移动定位机构包括:移动架,一面为限位面;驱动组件;L形限位板;两个伸缩组件,分别设置在所示移动架的两侧。本申请的移动定位机构通过L形限位板和限位面的设置能够使竖板保持竖直状态,通过两个伸缩组件能够限定竖板的左右位置,即能够快速方便的实现竖板的精确定位,通过升降装置能够带动安装架上下移动,从而可以带动安装架上的火焰焊枪上下移动,实现自动焊接功能。
技术研发人员:丁鼎,耿健
受保护的技术使用者:杭州睿昇半导体科技有限公司
技术研发日:
技术公布日:2024/12/19
- 还没有人留言评论。精彩留言会获得点赞!