一种大曲率半径弯管内壁堆焊装置的制作方法
本发明涉及弯管加工领域,特别是涉及一种大曲率半径弯管内壁堆焊装置。
背景技术:
1、传统的大曲率半径弯管焊接方式为,将弯管分割成几段,内壁堆焊好后再将各段焊接起来,这样焊接出来的弯管容易变形,管道接缝处容易泄露,耐压等级下降,还存在焊接效率低的问题。
技术实现思路
1、为解决以上技术问题,本发明提供一种大曲率半径弯管内壁堆焊装置,避免出现弯管容易变形、管道接缝处容易泄露以及耐压等级下降的问题,提高了焊接效率。
2、为实现上述目的,本发明提供了如下方案:
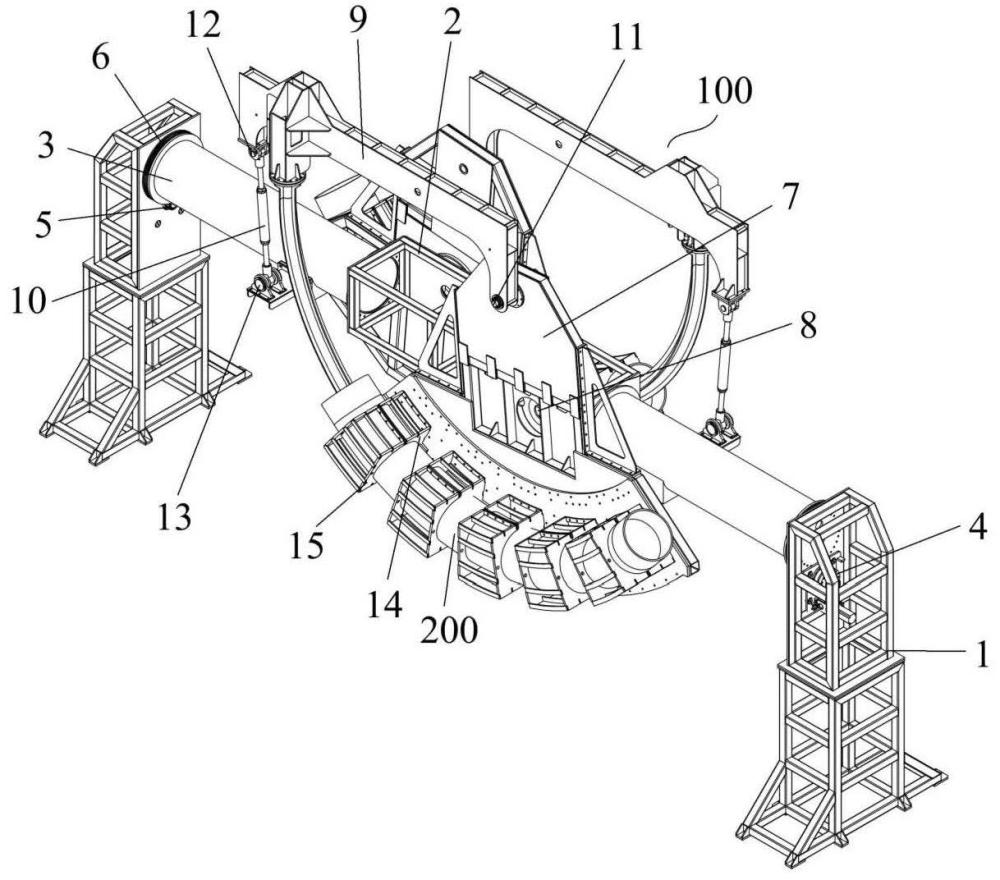
3、本发明提供一种大曲率半径弯管内壁堆焊装置,包括机架、第一旋转驱动机构、变位工作台和回转堆焊机构,所述变位工作台转动安装于所述机架上,所述第一旋转驱动机构用于驱动所述变位工作台旋转,所述变位工作台旋转所绕的中心轴线水平设置;所述回转堆焊机构包括第二旋转驱动部件、回转基座、工件固定夹具、连接架、连接杆和焊枪,所述第二旋转驱动部件设置于所述变位工作台上,并用于驱动所述回转基座旋转,所述回转基座旋转所绕的中心轴线与所述变位工作台旋转所绕的中心轴线相垂直,所述连接架的一端铰接于所述回转基座上形成第一铰接点,所述第一铰接点和所述工件固定夹具分别位于所述回转基座的回转中心的两端,所述工件固定夹具用于将弯管工件固定于所述回转基座上,并使得所述弯管工件的圆心与所述第一铰接点重合,所述连接架的另一端与所述连接杆的一端铰接形成第二铰接点,所述连接杆的另一端与所述变位工作台铰接形成第三铰接点,所述第一铰接点、所述第二铰接点、所述第三铰接点和所述回转基座的回转中心构成平行四边形;所述焊枪包括圆弧杆、第三旋转驱动部件、旋转基座和焊接组件,所述圆弧杆的一端与所述连接架连接,所述圆弧杆的圆心与所述第一铰接点重合,所述圆弧杆的另一端设置有所述第三旋转驱动部件,所述第三旋转驱动部件用于驱动所述旋转基座旋转,所述旋转基座旋转所绕的中心轴线与所述圆弧杆的中心圆弧线的端部相切,所述焊接组件设置于所述旋转基座的一侧。
4、优选地,所述回转堆焊机构设置为两个,两个所述回转堆焊机构分别设置于所述变位工作台的前后两侧。
5、优选地,所述变位工作台包括中间架和两个分别设置于所述中间架两端的支撑轴,各所述支撑轴远离所述中间架的一端均转动安装于所述机架上,所述第一旋转驱动机构包括两个第一旋转驱动组件,各所述第一旋转驱动组件均用于驱动一个所述支撑轴转动,所述第二旋转驱动部件设置于所述中间架上,所述连接杆远离所述连接架的一端铰接于一个所述支撑轴上。
6、优选地,所述机架包括两个支撑架,各所述支撑轴远离所述中间架的一端均转动安装于一个所述支撑架上。
7、优选地,所述第一旋转驱动组件包括第一旋转驱动部件、第一主动齿轮和第一从动齿轮,所述第一旋转驱动部件设置于所述支撑架上,所述第一旋转驱动部件用于驱动所述第一主动齿轮转动,所述第一从动齿轮固定套设于所述支撑轴上,所述第一从动齿轮与所述第一主动齿轮相啮合。
8、优选地,所述第一旋转驱动部件为第一旋转电机,所述第一主动齿轮固定套设于所述第一旋转电机的动力输出轴上。
9、优选地,所述第二旋转驱动部件为第二旋转电机,所述回转基座固定套设于所述第二旋转电机的动力输出轴上。
10、优选地,所述焊接组件包括支撑板、摆动驱动部件、自动送丝机、枪头和测距探头,所述支撑板设置于所述旋转基座的一侧,所述摆动驱动部件设置于所述支撑板上,所述摆动驱动部件用于驱动所述自动送丝机旋转,所述自动送丝机旋转所绕的中心轴线与所述旋转基座旋转所绕的中心轴线相垂直,所述枪头设置于所述自动送丝机远离所述旋转基座的一端,所述测距探头设置于所述枪头上。
11、优选地,所述枪头包括枪头基座、枪头本体、进水管和出水管,所述枪头基座设置于所述自动送丝机远离所述旋转基座的一端,所述测距探头设置于所述枪头基座上,所述枪头本体设置于所述枪头基座远离所述自动送丝机的一端,所述枪头基座的侧壁中设置有冷却腔室,所述进水管和所述出水管分别设置于所述枪头基座的两侧,且均与所述冷却腔室连通。
12、优选地,还包括烟气收集管和烟气处理装置,所述烟气处理装置设置于所述变位工作台上,所述烟气收集管的一端与所述烟气处理装置连接,另一端用于伸至所述弯管工件中。
13、本发明相对于现有技术取得了以下技术效果:
14、本发明中的第一旋转驱动机构用于驱动变位工作台旋转,进而能够带动回转堆焊机构旋转,回转堆焊机构包括第二旋转驱动部件、回转基座、工件固定夹具、连接架、连接杆和焊枪,焊枪包括圆弧杆、第三旋转驱动部件、旋转基座和焊接组件。焊接时,先通过第一旋转驱动机构调整好回转堆焊机构的位置,再通过第三旋转驱动部件调整好焊接组件的位置,第二旋转驱动部件驱动回转基座旋转,使得焊接组件与弯管工件产生相对运动,进而通过焊接组件在弯管工件的内壁进行堆焊,使得大曲率半径的弯管工件能够整体堆焊,无需分割大曲率半径的弯管工件,避免出现弯管容易变形、管道接缝处容易泄露以及耐压等级下降的问题,提高了焊接效率。
技术特征:
1.一种大曲率半径弯管内壁堆焊装置,其特征在于,包括机架、第一旋转驱动机构、变位工作台和回转堆焊机构,所述变位工作台转动安装于所述机架上,所述第一旋转驱动机构用于驱动所述变位工作台旋转,所述变位工作台旋转所绕的中心轴线水平设置;所述回转堆焊机构包括第二旋转驱动部件、回转基座、工件固定夹具、连接架、连接杆和焊枪,所述第二旋转驱动部件设置于所述变位工作台上,并用于驱动所述回转基座旋转,所述回转基座旋转所绕的中心轴线与所述变位工作台旋转所绕的中心轴线相垂直,所述连接架的一端铰接于所述回转基座上形成第一铰接点,所述第一铰接点和所述工件固定夹具分别位于所述回转基座的回转中心的两端,所述工件固定夹具用于将弯管工件固定于所述回转基座上,并使得所述弯管工件的圆心与所述第一铰接点重合,所述连接架的另一端与所述连接杆的一端铰接形成第二铰接点,所述连接杆的另一端与所述变位工作台铰接形成第三铰接点,所述第一铰接点、所述第二铰接点、所述第三铰接点和所述回转基座的回转中心构成平行四边形;所述焊枪包括圆弧杆、第三旋转驱动部件、旋转基座和焊接组件,所述圆弧杆的一端与所述连接架连接,所述圆弧杆的圆心与所述第一铰接点重合,所述圆弧杆的另一端设置有所述第三旋转驱动部件,所述第三旋转驱动部件用于驱动所述旋转基座旋转,所述旋转基座旋转所绕的中心轴线与所述圆弧杆的中心圆弧线的端部相切,所述焊接组件设置于所述旋转基座的一侧。
2.根据权利要求1所述的大曲率半径弯管内壁堆焊装置,其特征在于,所述回转堆焊机构设置为两个,两个所述回转堆焊机构分别设置于所述变位工作台的前后两侧。
3.根据权利要求1所述的大曲率半径弯管内壁堆焊装置,其特征在于,所述变位工作台包括中间架和两个分别设置于所述中间架两端的支撑轴,各所述支撑轴远离所述中间架的一端均转动安装于所述机架上,所述第一旋转驱动机构包括两个第一旋转驱动组件,各所述第一旋转驱动组件均用于驱动一个所述支撑轴转动,所述第二旋转驱动部件设置于所述中间架上,所述连接杆远离所述连接架的一端铰接于一个所述支撑轴上。
4.根据权利要求3所述的大曲率半径弯管内壁堆焊装置,其特征在于,所述机架包括两个支撑架,各所述支撑轴远离所述中间架的一端均转动安装于一个所述支撑架上。
5.根据权利要求4所述的大曲率半径弯管内壁堆焊装置,其特征在于,所述第一旋转驱动组件包括第一旋转驱动部件、第一主动齿轮和第一从动齿轮,所述第一旋转驱动部件设置于所述支撑架上,所述第一旋转驱动部件用于驱动所述第一主动齿轮转动,所述第一从动齿轮固定套设于所述支撑轴上,所述第一从动齿轮与所述第一主动齿轮相啮合。
6.根据权利要求5所述的大曲率半径弯管内壁堆焊装置,其特征在于,所述第一旋转驱动部件为第一旋转电机,所述第一主动齿轮固定套设于所述第一旋转电机的动力输出轴上。
7.根据权利要求1所述的大曲率半径弯管内壁堆焊装置,其特征在于,所述第二旋转驱动部件为第二旋转电机,所述回转基座固定套设于所述第二旋转电机的动力输出轴上。
8.根据权利要求1所述的大曲率半径弯管内壁堆焊装置,其特征在于,所述焊接组件包括支撑板、摆动驱动部件、自动送丝机、枪头和测距探头,所述支撑板设置于所述旋转基座的一侧,所述摆动驱动部件设置于所述支撑板上,所述摆动驱动部件用于驱动所述自动送丝机旋转,所述自动送丝机旋转所绕的中心轴线与所述旋转基座旋转所绕的中心轴线相垂直,所述枪头设置于所述自动送丝机远离所述旋转基座的一端,所述测距探头设置于所述枪头上。
9.根据权利要求8所述的大曲率半径弯管内壁堆焊装置,其特征在于,所述枪头包括枪头基座、枪头本体、进水管和出水管,所述枪头基座设置于所述自动送丝机远离所述旋转基座的一端,所述测距探头设置于所述枪头基座上,所述枪头本体设置于所述枪头基座远离所述自动送丝机的一端,所述枪头基座的侧壁中设置有冷却腔室,所述进水管和所述出水管分别设置于所述枪头基座的两侧,且均与所述冷却腔室连通。
10.根据权利要求1所述的大曲率半径弯管内壁堆焊装置,其特征在于,还包括烟气收集管和烟气处理装置,所述烟气处理装置设置于所述变位工作台上,所述烟气收集管的一端与所述烟气处理装置连接,另一端用于伸至所述弯管工件中。
技术总结
本发明公开了一种大曲率半径弯管内壁堆焊装置,涉及弯管加工领域,包括机架、第一旋转驱动机构、变位工作台和回转堆焊机构,第一旋转驱动机构用于驱动变位工作台旋转;回转堆焊机构包括第二旋转驱动部件、回转基座、工件固定夹具、连接架、连接杆和焊枪,第二旋转驱动部件用于驱动回转基座旋转,工件固定夹具用于将弯管工件固定于回转基座上,并使得弯管工件的圆心与第一铰接点重合,第一铰接点、第二铰接点、第三铰接点和回转基座的回转中心构成平行四边形;焊枪包括圆弧杆、第三旋转驱动部件、旋转基座和焊接组件。该大曲率半径弯管内壁堆焊装置能够避免出现弯管容易变形、管道接缝处容易泄露以及耐压等级下降的问题,提高了焊接效率。
技术研发人员:谢战军,苏韬,秦华荣,徐碧臻
受保护的技术使用者:常熟市首誉机械有限公司
技术研发日:
技术公布日:2024/11/28
- 还没有人留言评论。精彩留言会获得点赞!