一种加工多件高精度滑块类零件的加工工艺的制作方法
本发明属于机械加工工艺领域,尤其涉及一种加工多件高精度滑块类零件的加工工艺。
背景技术:
1、滑块类零件在机械运动中需满足导向精度需求、确保配合精度与稳定性、控制负载与振动等多方面的要求。这些要求共同构成了对零件尺寸位置精度的高标准和高要求。如图3所示,滑块材料为tc4,加工中零件初始毛坯为小方块板料,常采用传统的虎钳装夹,虎钳钳口夹持零件两端面,底面垫铁的方式,完成精铣六方作为基准,以同样装夹方式先精铣第一面,后调头加工第二个面,来依次完成零件加工,但第二个面加工时,受尺寸位置精度影响,需要靠人工校正零件上、下两平面平行度误差在0.02mm以内,对操作人员技能水平要求非常高,另外零件夹持力大小、加工过程中的切削力、切削热等,均会引起零件发生变形等问题,常导致零件尺寸位置精度处于极限或者超差状态,造成零件合格率低,很难保证加工质量的一致性,且在滑块弧面加工时中,常采用球头刀具完成弧面加工,因受球头刀具切削速度为零的刀尖顶点、加工弧面时残余高度影响、刀具震动导致刀具急剧磨损等原因,综合导致零件不仅加工效率低、刀具消耗大且操作工人劳动强度非常大,针对这一情况,发明了一种解决加工多件高精度滑块类零件的加工工艺方法。
技术实现思路
1、本发明的目的在于提供一种加工多件高精度滑块类零件的加工工艺,以解决现有滑块类零件加工效率低、定位精准度不高、操作复杂的问题。
2、为了解决以上问题,本发明公开了一种加工多件高精度滑块类零件的加工工艺,包括以下步骤:
3、s1、粗铣物料,得到方块材料;
4、s2、根据加工需求,定义加工要素多的端面为大端面,加工要素少的端面为小端面,首先进行大端面加工;
5、s3、翻转物料将物料放置于第一夹具上,进行小端面加工;
6、s4、将物料放置于第二夹具上,进行精细化处理。精细化处理在此处指对独立弧面结构的加工,也就是需要更换刀具的部分的加工。
7、作为上述技术方案的进一步改进:
8、所述大端面尺寸d1、d2、d3和d4处于同一加工面特征中,同步加工以保证尺寸位置精度的一致性,外形尺寸e2和e4单边预留0.1mm余量。
9、所述第一夹具包括第一夹具体、压板、压板固定螺钉,所述第一夹具体上包括第一工位、第二工位、第三工位和第四工位,所述第一工位、第二工位、第三工位和第四工位上均设置有第一定位螺钉孔,所述第一工位和第二工位上设置有压板和压板固定螺钉。
10、所述小端面加工包括加工外形尺寸e2和e4。
11、所述精细化处理用于加工弧面尺寸e6。
12、所述第二夹具包括第二夹具体、第二定位螺钉孔。
13、所述第一夹具体上设置有第一校准基本面。
14、所述第二夹具体上设置有第一校准基本面。
15、所述小端面加工的坐标系确立在夹具体的中心位置,x方向用对刀仪在平面c位置找正之后偏移一个对刀仪半径值加一个尺寸a1值输入;y方向用对刀仪在平面c1找正之后偏移一个对刀仪半径值加一个尺寸a2输入;z方向坐标建立在夹具上端面c2上,依次完成加工坐标系的确定。
16、所述精细化处理的加工坐标系x方向用对刀仪在平面c4位置找正之后偏移一个尺寸f1后输入;y方向用对刀仪在平面c3找正之后偏移一个对刀仪半径值输入;z方向坐标建立在大端面上,依次完成加工坐标系的确定。
17、与现有技术相比,本发明的有益效果是:
18、本发明的加工多件高精度滑块类零件的加工工艺,程序编辑中,可以合并同一刀具加工轨迹,减少换刀次数及空行程距离,从而缩短单件产品加工时间,提高生产效率,同时该夹具结构简单,操作方便,装夹一次可加工多个产品,能更好保证零件尺寸精度及形位公差,减轻了人工劳动强度,且提高零件合格率100%。可以根据夹具毛坯大小、工件大小及生产节拍自由组合,采用多工位设计对多件工件进行同时加工,将大幅度提高零件尺寸精度和位置精度的一致性,减缓刀具磨损,降低刀具消耗,提高加工效率。解决了现有滑块类零件加工效率低、定位精准度不高、操作复杂的问题。
技术特征:
1.一种加工多件高精度滑块类零件的加工工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的加工多件高精度滑块类零件的加工工艺,其特征在于:所述大端面尺寸d1、d2、d3和d4处于同一加工面特征中,同步加工以保证尺寸位置精度的一致性,外形尺寸e2和e4单边预留0.1mm余量。
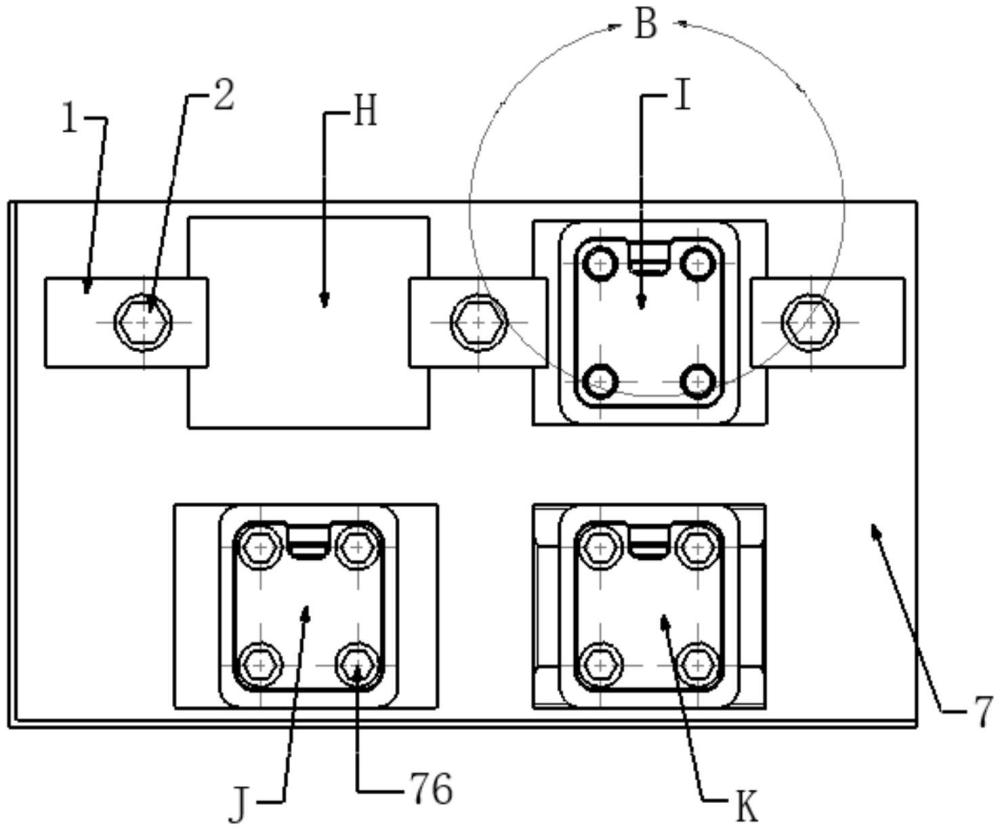
3.根据权利要求2所述的加工多件高精度滑块类零件的加工工艺,其特征在于:所述第一夹具包括第一夹具体(7)、压板(1)、压板固定螺钉(2),所述第一夹具体(7)上包括第一工位h、第二工位i、第三工位j和第四工位k,所述第一工位h、第二工位i、第三工位j和第四工位k上均设置有第一定位螺钉孔(70),所述第一工位h和第二工位i上设置有压板(1)和压板固定螺钉(2)。
4.根据权利要求3所述的加工多件高精度滑块类零件的加工工艺,其特征在于:所述小端面加工包括加工外形尺寸e2和e4。
5.根据权利要求1所述的加工多件高精度滑块类零件的加工工艺,其特征在于:所述精细化处理用于加工弧面尺寸e6。
6.根据权利要求5所述的加工多件高精度滑块类零件的加工工艺,其特征在于:所述第二夹具包括第二夹具体(10)、第二定位螺钉孔(11)。
7.根据权利要求4所述的加工多件高精度滑块类零件的加工工艺,其特征在于:所述第一夹具体(7)上设置有第一校准基本面。
8.根据权利要求6所述的加工多件高精度滑块类零件的加工工艺,其特征在于:所述第二夹具体(10)上设置有第一校准基本面。
9.根据权利要求7所述的加工多件高精度滑块类零件的加工工艺,其特征在于:所述小端面加工的坐标系确立在夹具体(7)的中心位置,x方向用对刀仪在平面c位置找正之后偏移一个对刀仪半径值加一个尺寸a1值输入;y方向用对刀仪在平面c1找正之后偏移一个对刀仪半径值加一个尺寸a2输入;z方向坐标建立在夹具上端面c2上,依次完成加工坐标系的确定。
10.根据权利要求8所述的加工多件高精度滑块类零件的加工工艺,其特征在于:所述精细化处理的加工坐标系x方向用对刀仪在平面c4位置找正之后偏移一个尺寸f1后输入;y方向用对刀仪在平面c3找正之后偏移一个对刀仪半径值输入;z方向坐标建立在大端面上,依次完成加工坐标系的确定。
技术总结
本发明公开了一种加工多件高精度滑块类零件的加工工艺,包括以下步骤:S1、粗铣物料,得到方块材料;S2、根据加工需求,定义加工要素多的端面为大端面,加工要素少的端面为小端面,首先进行大端面加工;S3、翻转物料将物料放置于第一夹具上,进行小端面加工;S4、将物料放置于第二夹具上,进行精细化处理。可以合并同一刀具加工轨迹,减少换刀次数及空行程距离,从而缩短单件产品加工时间,提高生产效率,夹具结构简单,操作方便,装夹一次可加工多个产品,能更好保证零件尺寸精度及形位公差,减轻了人工劳动强度。提高零件位置精度的一致性,减缓刀具磨损,降低刀具消耗。解决了现有滑块类零件加工效率低、定位精准度不高、操作复杂的问题。
技术研发人员:彭小彦,彭湘,周爱国,康育华,赵罡,徐心乐,李晓佳,何亮,王敏辉,卢浩文,姜坤,莫宇翔,伍朝
受保护的技术使用者:江南工业集团有限公司
技术研发日:
技术公布日:2024/12/30
- 还没有人留言评论。精彩留言会获得点赞!