一种汽车门板卡扣自动装配系统的制作方法
本发明涉及汽车内饰件装配装置,具体涉及一种汽车门板卡扣自动装配系统。
背景技术:
1、汽车车门的内饰门板需要通过多个卡扣来与门体的卡槽相配合以完成二者的连接,如附图图1和图2所示,为一种车门门板常用的两种卡扣(卡扣a和卡扣b),在将其装配到门板上时,需要将卡扣的底座滑动卡入到门板的卡槽内。
2、目前,上述工序一般采用人工装配,需要操作者一个一个地将卡扣装配在门板上,由于需要装配两种规格的卡扣,人工装配出错的概率较大,而且,装配效率低,不适合大批量的生产。因此,如何实现两种规格的卡扣的连续上料以及装配,是本领域技术人员亟待解决的问题。
技术实现思路
1、针对现有技术中的缺陷,本发明的目的是提供一种汽车门板卡扣自动装配系统,以实现两种卡扣的自动装配。
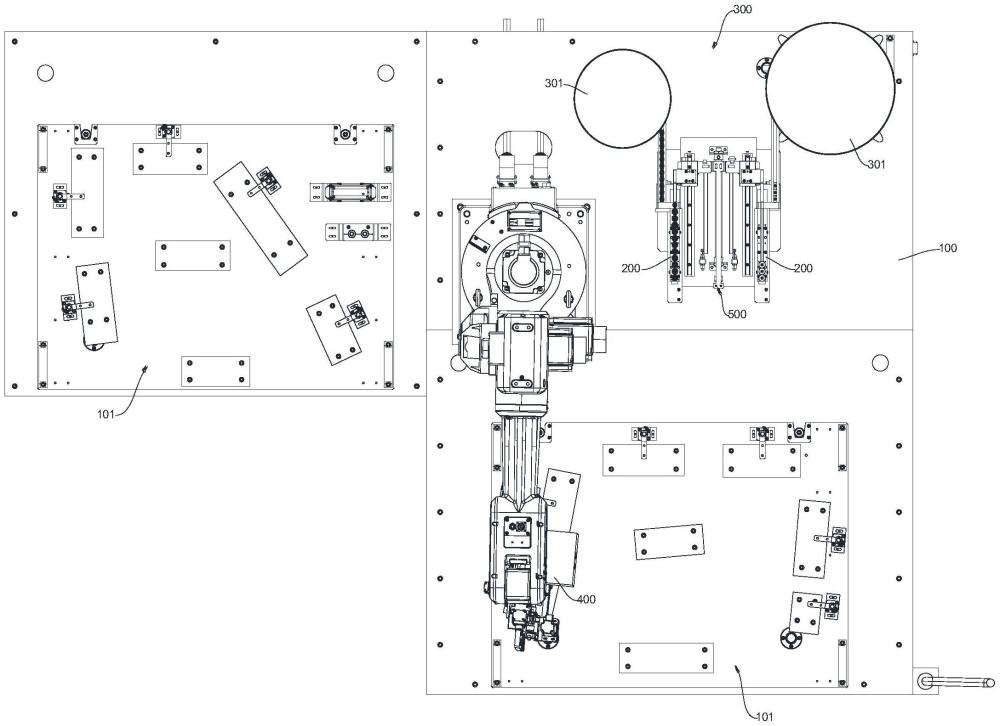
2、为了实现上述目的,本发明提供一种汽车门板卡扣自动装配系统,包括机架,设有两个治具工位;两条平行布置在所述机架上的储料轨道,每条所述储料轨道对应一个所述治具工位;两个供料机构,分别对应两条所述储料轨道,所述供料机构用于向所述储料轨道内输送卡扣;装配机构,包括第一驱动件、装料弹夹和夹取组件,所述第一驱动件设在所述机架上,所述装料弹夹和所述夹取组件均设在所述第一驱动件上,所述装料弹夹可与其中一条所述储料轨道的出料端连接,所述夹取组件可夹取所述装料弹夹内的卡扣,所述第一驱动件用于驱动所述装料弹夹和所述夹取组件移动;以及送料机构,用于将其中一条所述储料轨道内的卡扣输送到装料弹夹内;
3、其中,所述夹取组件包括:两个夹头,所述夹头具有相对的第一端和第二端,所述夹头朝向另一所述夹头的侧壁上设有第一槽、第二槽和第三槽,所述第一槽、所述第二槽和所述第三槽依次连通,所述第一槽的深度大于所述第二槽的深度,所述第三槽贯穿所述第一端的端面,所述第三槽的槽深沿远离所述第二槽的方向逐渐变浅;和第二驱动件,分别连接两个所述夹头的所述第二端,所述第二驱动件用于驱动两个所述夹头做相互靠近或远离动作。
4、优选地,所述第一槽的槽壁呈圆弧面,所述第二槽和所述第三槽的槽壁均呈锥面,所述第一槽的轴线与所述夹头的长度方向相平行,所述第一槽、所述第二槽和所述第三槽的轴线相重合,所述第二槽的槽深沿远离所述第一槽的方向逐渐变深。
5、优选地,所述夹头设有第四槽,所述第四槽与所述第三槽连通并贯穿所述第一端的端面,所述第四槽的槽壁呈锥面,所述第四槽与所述第三槽的轴线相重合,所述第四槽的槽深沿远离所述第三槽的方向逐渐变浅。
6、优选地,两个所述夹头之间具有间隙,所述第一槽与所述第二槽的连接处、所述第二槽与所述第三槽的连接槽、所述第三槽与所述第四槽的连接处为圆弧过渡。
7、优选地,所述储料轨道的两端分别设有第一进料口和第一出料口,所述送料机构包括:底座,设在所述机架上;两个第一推臂,分别对应两条所述储料轨道,所述第一推臂沿平行于所述储料轨道长度方向的方向滑动配合在所述底座上;第三驱动件,设在两条所述储料轨道之间,所述第三驱动件可驱动其中一个所述第一推臂伸入对应的所述第一进料口内,并将该所述储料轨道内的卡扣从所述第一出料口推出;以及两个离合机构,每个所述离合机构对应所述第三驱动件和一个所述第一推臂,所述离合机构用于使所述第三驱动件与所述第一推臂之间连接或断开。
8、优选地,所述离合机构包括:第一连接块,与所述第三驱动件连接;第二连接块,设在所述第一推臂上,所述第二连接块底面的水平高度高于所述第一连接块顶面的水平高度,所述第二连接块上设有插孔;插块,沿竖向滑动配合在所述第一连接块上,所述插孔可插入所述插孔内;以及
9、升降组件,用于驱动所述插块上升插入所述插孔内,并阻止所述插块退出所述插孔,或者用于所述插块下降退出所述插孔;所述升降组件包括限位块和第四驱动件,所述限位块沿竖向升降配合在所述底座上,所述限位块的长度方向与所述储料轨道的长度方向相平行,所述限位块设在所述插块的下方并可顶升所述插块,所述插块可贴靠所述限位块的顶面移动;所述第四驱动件设在所述底座上,所述第四驱动件用于驱动所述限位块做升降动作。
10、优选地,所述第一连接块的底面设有两根第一导杆,所述第一导杆的底部设有第一限位头,所述插块的两侧设有两个支耳,每个所述支耳滑动配合在对应的所述第一导杆上并抵接所述第一限位头;每根所述第一导杆套设有第一弹性件,所述第一弹性件的两端分别抵接所述第一连接块的底面和所述支耳的底面。
11、优选地,所述离合机构还包括安装支架、电磁铁和磁吸件,所述安装支架设在所述底座上,所述电磁铁设在所述安装支架上,所述磁吸件设在所述第二连接块上,所述电磁铁可与所述磁吸件磁性相吸。
12、优选地,所述装配机构还包括支撑架、挡料组件、装配驱动组件、推料组件和让位驱动组件;所述支撑架设在所述第一驱动件上,所述装料弹夹设在所述支撑架上,所述装料弹夹内设有装料槽,所述装料槽的一端设有第二进料口,两个所述夹头设在所述装料槽的上方并靠近所述第二进料口;所述挡料组件用于封堵或打开所述第二进料口,所述装配驱动组件用于驱动所述第二驱动件在所述支撑架上做升降动作,所述推料组件用于推动所述装料槽内的卡扣朝所述第二进料口一方移动,所述让位驱动组件用于驱动所述装料弹夹让位,以避让两个所述夹头的升降动作。
13、优选地,所述让位驱动组件包括底板、第一滑移单元和第五驱动件,所述底板通过所述第一滑移单元滑动配合在所述支撑架上,所述装料弹夹、所述挡料组件和所述推料组件均设在所述底板上,所述底板的滑动方向平行于所述装料槽的长度方向。
14、本发明的有益效果:
15、本发明公开的一种汽车门板卡扣自动装配系统,可实现两种卡扣的连续供料、装料和装配,适用范围广,自动化程度高,而且,比只能装配一种卡扣的工装的装配效率更高,提高了生产效率。同时,也降低了因人工装配所带来的劳动强度大以及装配误差等问题。
技术特征:
1.一种汽车门板卡扣自动装配系统,其特征在于,包括:
2.根据权利要求1所述的汽车门板卡扣自动装配系统,其特征在于,所述第一槽(4033)的槽壁呈圆弧面,所述第二槽(4034)和所述第三槽(4035)的槽壁均呈锥面,所述第一槽(4033)的轴线与所述夹头(4031)的长度方向相平行,所述第一槽(4033)、所述第二槽(4034)和所述第三槽(4035)的轴线相重合,所述第二槽(4034)的槽深沿远离所述第一槽(4033)的方向逐渐变深。
3.根据权利要求2所述的汽车门板卡扣自动装配系统,其特征在于,所述夹头(4031)设有第四槽(4036),所述第四槽(4036)与所述第三槽(4035)连通并贯穿所述第一端的端面,所述第四槽(4036)的槽壁呈锥面,所述第四槽(4036)与所述第三槽(4035)的轴线相重合,所述第四槽(4036)的槽深沿远离所述第三槽(4035)的方向逐渐变浅。
4.根据权利要求3所述的汽车门板卡扣自动装配系统,其特征在于,两个所述夹头(4031)之间具有间隙(4037),所述第一槽(4033)与所述第二槽(4034)的连接处、所述第二槽(4034)与所述第三槽(4035)的连接槽、所述第三槽(4035)与所述第四槽(4036)的连接处为圆弧过渡。
5.根据权利要求1所述的汽车门板卡扣自动装配系统,其特征在于,所述储料轨道(200)的两端分别设有第一进料口和第一出料口,所述送料机构(500)包括:
6.根据权利要求5所述的汽车门板卡扣自动装配系统,其特征在于,所述离合机构包括:
7.根据权利要求6所述的汽车门板卡扣自动装配系统,其特征在于,所述第一连接块(504)的底面设有两根第一导杆(509),所述第一导杆(509)的底部设有第一限位头,所述插块(506)的两侧设有两个支耳,每个所述支耳滑动配合在对应的所述第一导杆(509)上并抵接所述第一限位头;每根所述第一导杆(509)套设有第一弹性件(510),所述第一弹性件(510)的两端分别抵接所述第一连接块(504)的底面和所述支耳的底面。
8.根据权利要求6所述的汽车门板卡扣自动装配系统,其特征在于,所述离合机构还包括安装支架(511连接臂;512)、电磁铁(513)和磁吸件(514),所述安装支架(511连接臂;512)设在所述底座(501)上,所述电磁铁(513)设在所述安装支架(511连接臂;512)上,所述磁吸件(514)设在所述第二连接块(505)上,所述电磁铁(513)可与所述磁吸件(514)磁性相吸。
9.根据权利要求1所述的汽车门板卡扣自动装配系统,其特征在于,所述装配机构(400)还包括支撑架(404)、挡料组件(405)、装配驱动组件(406)、推料组件(407)和让位驱动组件(408);
10.根据权利要求9所述的汽车门板卡扣自动装配系统,其特征在于,所述让位驱动组件(408)包括底板(4081)、第一滑移单元(4082)和第五驱动件(4083),所述底板(4081)通过所述第一滑移单元(4082)滑动配合在所述支撑架(404)上,所述装料弹夹(402)、所述挡料组件(405)和所述推料组件(407)均设在所述底板(4081)上,所述底板(4081)的滑动方向平行于所述装料槽的长度方向。
技术总结
本发明提供了一种汽车门板卡扣自动装配系统,包括机架、两条储料轨道、两个供料机构、装配机构和送料机构。两条储料轨道平行布置在机架上,每个供料机构分别对应一条储料轨道,装料弹夹可与其中一条储料轨道的出料端连接,夹取组件可夹取装料弹夹内的卡扣,送料机构用于将其中一条储料轨道内的卡扣输送到装料弹夹内。该汽车门板卡扣自动装配系统可实现两种卡扣的连续供料、装料和装配,适用范围广,自动化程度高,而且,比只能装配一种卡扣的工装的装配效率更高,提高了生产效率。同时,也降低了因人工装配所带来的劳动强度大以及装配误差等问题。
技术研发人员:姜永生,颜显国,贾斌
受保护的技术使用者:延锋汽车饰件系统重庆有限公司
技术研发日:
技术公布日:2024/12/30
- 还没有人留言评论。精彩留言会获得点赞!