一种精密铸造的减速件壳体自动搬运冲压装置的制作方法
本发明属于精密铸造,具体是一种精密铸造的减速件壳体自动搬运冲压装置。
背景技术:
1、精密铸造技术因其能够生产出复杂形状和高精度的零件而在许多高端制造领域得到广泛应用,其中减速件壳体是关键的机械部件,对其质量和加工精度有着严格的要求,随着市场竞争的加剧和生产效率的追求,传统的人工搬运和简单机械加工方式已不能满足现代制造业对高效率和高精度生产的需求,为了适应这一挑战,精密铸造的减速件壳体自动搬运冲压装置应运而生,该装置结合了自动搬运、机械加工和质量检测等多种先进技术,旨在实现从铸造到加工的全自动化生产流程。通过自动化搬运,可以减少人为搬运过程中可能出现的零件损坏和加工精度损失,同时提高生产效率和降低劳动强度,自动搬运冲压装置通常具备自动识别和抓取零件、精确搬运、集成冲压加工、实时质量检测和人机交互等功能。
2、现有的精密铸造的减速件壳体自动搬运冲压装置大多在对加工件进行冲压成型时,加工件的位置会发生偏移,同时在冲压的过程中,容易因为冲击力而导致装置产生振动,从而对装置的成型效果造成影响,同时在冲压完成后需要工作人员对成型件进行下料,不仅存在安全隐患,还会降低装置的工作效率,因此现提出一种精密铸造的减速件壳体自动搬运冲压装置具有在固定后冲压、在冲压过程中进行缓冲以及便于对成型件进行下料的效果。
技术实现思路
1、为解决上述背景技术中提出大多在对加工件进行冲压成型时,加工件的位置会发生偏移,同时在冲压的过程中,容易因为冲击力而导致装置产生振动,从而对装置的成型效果造成影响,同时在冲压完成后需要工作人员对成型件进行下料,不仅存在安全隐患,还会降低装置工作效率的问题,本发明提供了一种精密铸造的减速件壳体自动搬运冲压装置。
2、为实现上述目的,本发明提供如下技术方案:一种精密铸造的减速件壳体自动搬运冲压装置,包括主体机构,所述主体机构的内部设置有缓冲机构,所述主体机构的上方设置有冲压机构;
3、所述缓冲机构包括下模座,所述下模座的内部开设有四个密封槽,所述下模座的内部开设有通气孔,所述通气孔的内部固定连接有气囊,所述下模座的底部开设有两个排气孔,所述下模座的顶部固定连接有成型块,所述通气孔的内壁通过弹簧与活塞杆之间弹性连接,所述活塞杆的顶部固定连接有缓冲板,所述下模座的顶部固定连接有防撞垫。
4、优选地,所述活塞杆的顶部贯穿密封槽的内壁和防撞垫的底部延伸至防撞垫的上方,所述通气孔与四个密封槽均相通,两个所述排气孔均贯穿下模座和成型块延伸至成型块的上方,所述防撞垫位于缓冲板与下模座之间,所述成型块位于缓冲板的内部,所述缓冲板与成型块之间滑动连接。
5、优选地,所述主体机构包括底座,所述底座的顶部固定连接有上料板,所述底座的顶部固定连接有下料板,所述底座的上方设置有两个自动搬运组件。
6、优选地,两个所述自动搬运组件相互靠近的一侧均固定连接有夹具,两个所述夹具之间卡接有加工件,所述下料板的上方设置有减速件壳体本体。
7、优选地,两个所述夹具分别位于加工件的前后两侧,所述上料板位于下料板的左侧。
8、优选地,所述下模座与底座之间固定连接,所述缓冲板位于上料板与下料板之间,所述加工件的尺寸大于成型块的尺寸,所述加工件的尺寸小于缓冲板的尺寸。
9、优选地,所述冲压机构包括液压缸,所述液压缸的内部滑动连接有第一液压杆,所述液压缸的内部滑动连接有两个第二液压杆,两个所述第二液压杆的底部固定连接有上模座,所述上模座的底部开设有成形槽,所述成形槽的内壁开设有卡槽,所述卡槽的内部卡接有压板。
10、优选地,所述第一液压杆位于两个第二液压杆之间,所述第一液压杆的底部贯穿上模座的顶部延伸至卡槽的内部,所述第一液压杆的底部与压板之间卡接。
11、优选地,所述成形槽的尺寸大于成型块的尺寸,所述上模座位于缓冲板的上方,所述上模座的尺寸与缓冲板的尺寸相适配,所述压板的尺寸与成型块的尺寸相适配。
12、优选地,所述加工件位于压板和成型块之间,所述压板的尺寸和成型块的尺寸均与减速件壳体本体顶部的尺寸相适配。
13、与现有技术相比,本发明的有益效果如下:
14、本发明通过设置排气孔和弹簧配合等结构的配合,进而便利了对成型后的减速件壳体本体进行推出和下料,当上模座上行后,缓冲板会在弹簧弹力和密封槽内部气压的作用下上行,带动成型后的减速件壳体本体上行至成型块的上方,设置排气孔可以在减速件壳体本体上行的过程中平衡减速件壳体本体与成型块之间的气压,同时在对加工件进行冲压之前,先通过第一液压杆下行使压板加工件固定在成型块与压板之间,可以避免上模座对加工件进行冲压时,加工件的位置发生改变从而影响装置成型效果的情况发生;
15、本发明通过设置弹簧和气囊等结构的配合,进而便利了对上模座和缓冲板进行缓冲,在冲压的过程中自动搬运组件会挤压缓冲板,使缓冲板带动活塞杆下行并挤压弹簧,同时压缩密封槽内部的气体,增加密封槽和通气孔内部的气压,通过弹簧的弹力和密封槽内的气压对缓冲板进行缓冲,避免受压后产生振动,影响成型块冲压成型质量的情况发生,同时当上模座挤压缓冲板下行至极限位置时,缓冲板的底部与防撞垫的顶部相抵,对缓冲板进行支撑和二次缓冲,避免缓冲板在惯性的作用下继续下行,同时也能避免缓冲板的底部与下模座的顶部之间相抵产生的噪音和对装置结构造成的影响,而设置气囊可以在缓冲板突然下行时,对密封槽内部的气压进行一定的缓冲和适应作用,避免缓冲板突然下行使密封槽内部气压变化较大,而对下模座内部结构造成影响的情况发生,对装置结构起到保护的作用。
技术特征:
1.一种精密铸造的减速件壳体自动搬运冲压装置,包括主体机构(2),其特征在于:所述主体机构(2)的内部设置有缓冲机构(1),所述主体机构(2)的上方设置有冲压机构(3);
2.根据权利要求1所述的精密铸造的减速件壳体自动搬运冲压装置,其特征在于:所述活塞杆(108)的顶部贯穿密封槽(102)的内壁和防撞垫(110)的底部延伸至防撞垫(110)的上方,所述通气孔(103)与四个密封槽(102)均相通,两个所述排气孔(105)均贯穿下模座(101)和成型块(106)延伸至成型块(106)的上方,所述防撞垫(110)位于缓冲板(109)与下模座(101)之间,所述成型块(106)位于缓冲板(109)的内部,所述缓冲板(109)与成型块(106)之间滑动连接。
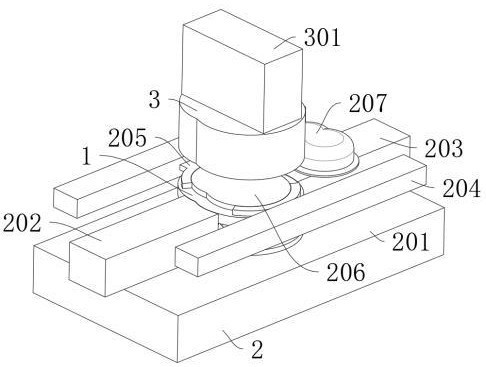
3.根据权利要求1所述的精密铸造的减速件壳体自动搬运冲压装置,其特征在于:所述主体机构(2)包括底座(201),所述底座(201)的顶部固定连接有上料板(202),所述底座(201)的顶部固定连接有下料板(203),所述底座(201)的上方设置有两个自动搬运组件(204)。
4.根据权利要求3所述的精密铸造的减速件壳体自动搬运冲压装置,其特征在于:两个所述自动搬运组件(204)相互靠近的一侧均固定连接有夹具(205),两个所述夹具(205)之间卡接有加工件(206),所述下料板(203)的上方设置有减速件壳体本体(207)。
5.根据权利要求4所述的精密铸造的减速件壳体自动搬运冲压装置,其特征在于:两个所述夹具(205)分别位于加工件(206)的前后两侧,所述上料板(202)位于下料板(203)的左侧。
6.根据权利要求5所述的精密铸造的减速件壳体自动搬运冲压装置,其特征在于:所述下模座(101)与底座(201)之间固定连接,所述缓冲板(109)位于上料板(202)与下料板(203)之间,所述加工件(206)的尺寸大于成型块(106)的尺寸,所述加工件(206)的尺寸小于缓冲板(109)的尺寸。
7.根据权利要求4所述的精密铸造的减速件壳体自动搬运冲压装置,其特征在于:所述冲压机构(3)包括液压缸(301),所述液压缸(301)的内部滑动连接有第一液压杆(302),所述液压缸(301)的内部滑动连接有两个第二液压杆(303),两个所述第二液压杆(303)的底部固定连接有上模座(304),所述上模座(304)的底部开设有成形槽(305),所述成形槽(305)的内壁开设有卡槽(306),所述卡槽(306)的内部卡接有压板(307)。
8.根据权利要求7所述的精密铸造的减速件壳体自动搬运冲压装置,其特征在于:所述第一液压杆(302)位于两个第二液压杆(303)之间,所述第一液压杆(302)的底部贯穿上模座(304)的顶部延伸至卡槽(306)的内部,所述第一液压杆(302)的底部与压板(307)之间卡接。
9.根据权利要求7所述的精密铸造的减速件壳体自动搬运冲压装置,其特征在于:所述成形槽(305)的尺寸大于成型块(106)的尺寸,所述上模座(304)位于缓冲板(109)的上方,所述上模座(304)的尺寸与缓冲板(109)的尺寸相适配,所述压板(307)的尺寸与成型块(106)的尺寸相适配。
10.根据权利要求9所述的精密铸造的减速件壳体自动搬运冲压装置,其特征在于:所述加工件(206)位于压板(307)和成型块(106)之间,所述压板(307)的尺寸和成型块(106)的尺寸均与减速件壳体本体(207)顶部的尺寸相适配。
技术总结
本发明属于精密铸造技术领域,且公开了一种精密铸造的减速件壳体自动搬运冲压装置,包括缓冲机构,所述缓冲机构包括下模座,所述下模座的内部开设有四个密封槽,所述下模座的内部开设有通气孔,所述通气孔的内部固定连接有气囊,所述下模座的底部开设有两个排气孔,所述下模座的顶部固定连接有成型块,所述通气孔的内壁通过弹簧与活塞杆之间弹性连接,所述活塞杆的顶部固定连接有缓冲板,所述下模座的顶部固定连接有防撞垫;本发明通过设置排气孔和弹簧配合等结构的配合,进而便利了对成型后的减速件壳体本体进行推出和下料,当上模座上行后,缓冲板会在弹簧弹力和密封槽内部气压的作用下上行,带动成型后的减速件壳体本体上行至成型块的上方。
技术研发人员:陈武超,邓旭晨,黄耀,唐凯,丛晓东,黄忠,丁道庆
受保护的技术使用者:创卓(上海)实业有限公司
技术研发日:
技术公布日:2025/1/13
- 还没有人留言评论。精彩留言会获得点赞!