一种柱形零件精加工设备的制作方法
本发明涉及自动化加工领域,具体涉及一种柱形零件精加工设备。
背景技术:
1、柱形零件是一种比较常见的汽车零件,大部分柱形零件都会具有一个贯穿的孔以径向后期的装配,如衬套,导向套,限压套等等,这些零件在使用时对其内孔孔径、圆度、端面平整度、两端平行度,高度等尺寸参数均有严格的要求,故而在加工时需要通过各种加工手段来实现零件的精密化加工。
2、通常这类柱形零件是采用卷制成型的加工方式实现,这种方式加工的零件存在两端高度不一致的情况,同时整体高度无法达到高精要求,故而需要后续进行精加工,常规的精加工方法就是进行端部打磨,使得整体高度达到要求,然而端部打磨的方式难以精准控制两端平行度和端面平整度,且端部打磨的效率非常低。
技术实现思路
1、发明目的:本发明为了解决现有技术的不足,提供了一种柱形零件精加工设备,实现柱形零件的高效精加工,使得零件整体高度、端面平整度及两端平行度三个参数同步达到高精度要求。
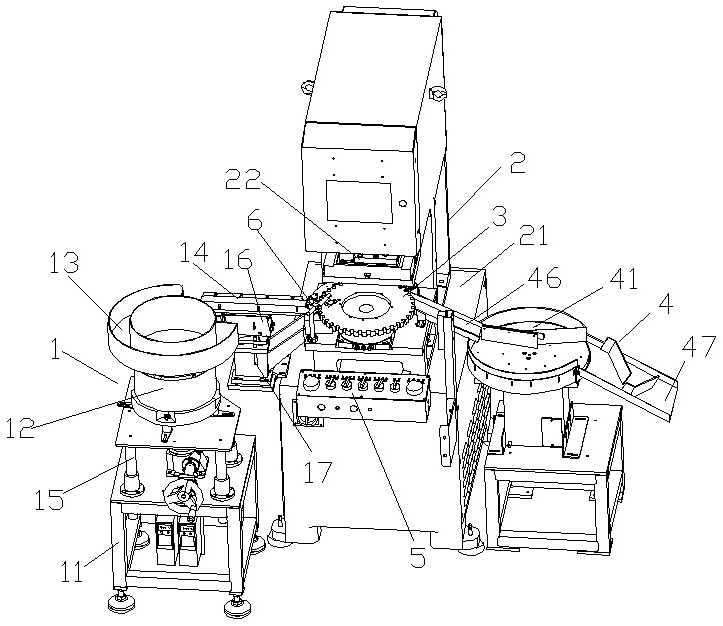
2、本发明采用的技术方案:一种柱形零件精加工设备,包括上料组件、冲压组件、精加工组件、缓冲下料组件及控制组件,其中:
3、所述上料组件具有振动盘,螺旋上料轨道及送料轨道,柱形零件通过振动盘及螺旋上料轨道逐一进入送料轨道,且在送料轨道内呈竖直状态;
4、所述冲压组件具有工作台,以及位于工作台上方的冲头;
5、所述精加工组件包括安装在工作台表面的转盘和支撑座,固定在支撑座表面的弧形挡料板,通过安装板固定在冲头下方的压块,以及位于支撑座与安装板之间的限位件,所述转盘四周等间隔设有容纳柱形零件的弧形槽,弧形挡料板的弧形面贴合转盘的外侧面,转盘通过底部伺服电机驱动旋转,将弧形槽内的柱形零件移送至压块下方进行按压精加工;
6、所述缓冲下料组件包括下料转盘及多级下料轨道。
7、优选地,所述支撑座为弧形结构,位于转盘一侧下方,对进入转盘弧形槽的柱形零件进行下方承载,所述弧形挡料板对进入弧形槽的柱形零件进行侧面限位。
8、优选地,所述送料轨道一端与螺旋上料轨道连接,另一端延伸至支撑座表面贴合转盘侧壁,使得送料轨道内的柱形零件直接进入弧形槽。
9、优选地,所述工作台上还设有检测头,该检测头正对送料轨道与转盘的贴合处,以检测柱形零件是否进入弧形槽,在零件进入弧形槽后,控制组件控制伺服电机使得转盘旋转一个工位。
10、优选地,所述限位件包括固定在安装板背面的上限位柱和固定在支撑座表面的下限位柱,所述压块随冲头下降而冲压柱形零件,同时通过所述上限位柱与下限位柱限制压块的下压行程。
11、优选地,所述下料转盘通过底部的电机驱动旋转,所述下料转盘四周设有侧挡板,表面设有橡胶缓冲层,侧挡板上开设有下料口,同时下料转盘内设有延伸至下料口的导向挡板。
12、优选地,所述多级下料轨道包括第一下料轨道和第二下料轨道,其中第一下料轨道倾斜设置,上端延伸至转盘侧边下方位于支撑座端部,下端延伸至下料转盘处,所述第二下料轨道上端位于下料口处。
13、优选地,所述第二下料轨道表面设有多组交替倾斜布局缓冲挡板。
14、优选地,所述缓冲挡板表面设有缓冲层。
15、有益效果:本发明所揭示的一种柱形零件精加工设备,具有如下效果:
16、采用转盘配合冲压组件的结构实现连续式精加工处理,转盘的旋转配合自动上下料有效提高了加工效率;
17、利用转盘弧形槽,弧形挡料板及支撑座实现对柱形零件整体的包裹承托,压块下压配合上下限位柱可以实现零件高度尺寸的高精加工,同时下压加工还可以保证零件端面的平整度和两端的平行度;
18、采用下料转盘、多级下料轨道以及下料轨道内的多组交替布局的缓冲挡板结构,有效实现零件的分散、缓冲下料,避免下料冲击或碰撞造成的表面瑕疵。
技术特征:
1.一种柱形零件精加工设备,其特征在于:包括上料组件、冲压组件、精加工组件、缓冲下料组件及控制组件,其中:
2.根据权利要求1所述的一种柱形零件精加工设备,其特征在于:所述支撑座为弧形结构,位于转盘一侧下方,对进入转盘弧形槽的柱形零件进行下方承载,所述弧形挡料板对进入弧形槽的柱形零件进行侧面限位。
3.根据权利要求1所述的一种柱形零件精加工设备,其特征在于:所述送料轨道一端与螺旋上料轨道连接,另一端延伸至支撑座表面贴合转盘侧壁,使得送料轨道内的柱形零件直接进入弧形槽。
4.根据权利要求1所述的一种柱形零件精加工设备,其特征在于:所述工作台上还设有检测头,该检测头正对送料轨道与转盘的贴合处,以检测柱形零件是否进入弧形槽,在零件进入弧形槽后,控制组件控制伺服电机使得转盘旋转一个工位。
5.根据权利要求1所述的一种柱形零件精加工设备,其特征在于:所述限位件包括固定在安装板背面的上限位柱和固定在支撑座表面的下限位柱,所述压块随冲头下降而冲压柱形零件,同时通过所述上限位柱与下限位柱限制压块的下压行程。
6.根据权利要求1所述的一种柱形零件精加工设备,其特征在于:所述下料转盘通过底部的电机驱动旋转,所述下料转盘四周设有侧挡板,表面设有橡胶缓冲层,侧挡板上开设有下料口,同时下料转盘内设有延伸至下料口的导向挡板。
7.根据权利要求6所述的一种柱形零件精加工设备,其特征在于:所述多级下料轨道包括第一下料轨道和第二下料轨道,其中第一下料轨道倾斜设置,上端延伸至转盘侧边下方位于支撑座端部,下端延伸至下料转盘处,所述第二下料轨道上端位于下料口处。
8.根据权利要求7所述的一种柱形零件精加工设备,其特征在于:所述第二下料轨道表面设有多组交替倾斜布局缓冲挡板。
9.根据权利要求8所述的一种柱形零件精加工设备,其特征在于:所述缓冲挡板表面设有缓冲层。
技术总结
本发明公开了一种柱形零件精加工设备,包括上料组件、冲压组件、精加工组件及缓冲下料组件,其中上料组件实现柱形零件呈竖直状态的逐一送料,所述冲压组件具有工作台,以及位于工作台上方的冲头,所述精加工组件包括安装在工作台表面的转盘和支撑座,固定在支撑座表面的弧形挡料板,通过安装板固定在冲头下方的压块,以及位于支撑座与安装板之间的限位件,所述转盘四周等间隔设有容纳柱形零件的弧形槽,弧形挡料板的弧形面贴合转盘的外侧面,转盘通过底部伺服电机驱动旋转,将弧形槽内的柱形零件移送至压块下方进行按压精加工,所述缓冲下料组件包括下料转盘及多级下料轨道。本发明实现柱形零件的高效精加工,使得零件整体高度、端面平整度及两端平行度三个参数同步达到高精度要求。
技术研发人员:孙飞虎,周顾波,徐爱明
受保护的技术使用者:江苏易实精密科技股份有限公司
技术研发日:
技术公布日:2025/2/10
- 还没有人留言评论。精彩留言会获得点赞!