一种基于往复振动送丝的K4002镍基高温合金MPAW平板堆焊工艺
本发明提出的一种基于往复振动送丝的k4002镍基高温合金mpaw平板堆焊工艺。属于增材制造,适用于航空发动机叶片修复过程。
背景技术:
1、在航空发动机中,涡轮转子叶片长期处于高温燃气,腐蚀及各种应力之下,易在服役过程中产生疲劳热裂纹,小面积表面损伤疲劳断裂等缺陷,且制造涡轮叶片的材料大多为铸造镍基高温合金,合金化程度高,精铸率非常低,成品叶片大多含有缩松缩孔等铸造缺陷。为了满足发动机使用要求修复叶片所需成本仅为更换新叶片的20%,更契合现代制造业因为竞争日趋激烈对降低成本越来越高的要求。故实现高效,优质的发动机叶片修复已成为航空航天领域各大企业关注的重要环节。
2、目前主流的航空发动机叶片修复手段为焊接修复,其分为激光焊接修复,电弧焊接修复,电子束焊接修复。激光焊接修复的精度高,但其能源效率低,成本高昂;电子束焊接修复受制于高真空环境这一工艺要求,电弧焊接修复熔敷效率高,成本低,工艺自由度高,但其热输入较大修复质量较差。
3、针对上述问题,微束等离子焊接技术在航空发动机修复领域得到广泛关注。微束等离子焊是电弧焊的一种改良技术,其通过在钨极和喷嘴或工件之间施加足够电压使气体电离形成自由电弧,在喷嘴,冷气流和磁场的压缩作用下,形成气体充分电离,能量密度高的等离子弧进行焊接修复,在电弧焊接的优势上提高能量密度降低热输入。但微束等离子工艺参数多且复杂,工艺参数对焊接成型的影响尚未明了,在k4002等难焊合金的修复过程易出现驼峰,宽窄不平等焊接缺陷,熔覆层宽高比往往较小,难以进行实际构件修复。
4、目前,k4002等难焊合金微束等离子修复过程尚未得到较好的优化,一定程度上也制约了mpaw在航空发动机叶片修复领域的发展。
技术实现思路
1、鉴于背景技术的局限性,本发明提出了一种基于往复振动送丝的k4002镍基高温合金mpaw平板堆焊工艺,能够在不改变焊接工艺的前提下,解决k4002铸造镍基高温合金修复焊缝成型差的问题,获得有效、连续且均匀的焊缝成形,具有可靠性高、灵活性好等优点。
2、本发明的技术方案为:
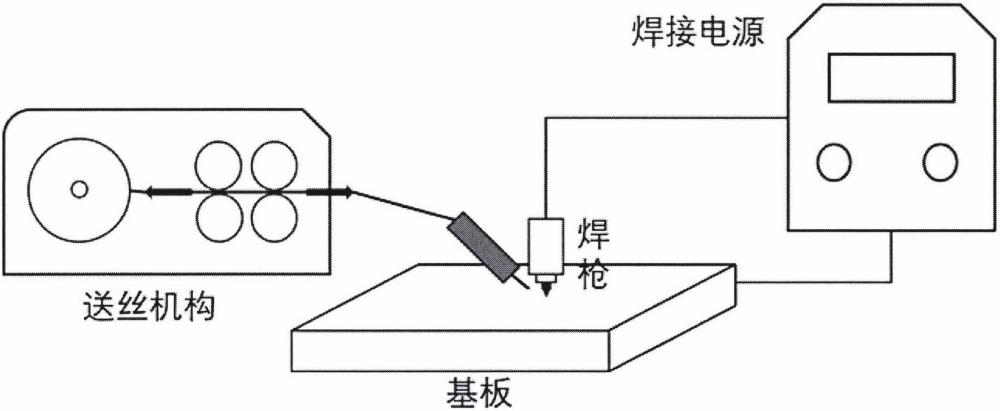
3、一种基于往复振动送丝的k4002镍基高温合金mpaw平板堆焊工艺,采用厚度为40mm的k4002铸造镍基高温合金为基板,焊丝使用hgh3113焊丝;采用mpaw电弧作为焊接热源,焊接电流为50a,焊接电压为16v,焊接速度为0.12m/min,焊丝直径为1.1mm,喷嘴直径为1.8mm,焊丝距喷嘴3mm,保护气体为纯氩气,流量为12l/min。
4、进一步地,所述的往复振动送丝通过伊达-tigspeed oscillation drive 45hotwire自动送丝机实现,送丝振动频率设置为16hz。以使焊丝振动从而使熔滴滴落,将动能传递给熔池。
5、进一步地,所采用的mpaw设备为伊达microplasma105.数字化焊机,自动焊接机为顶端hcd500-8。
6、进一步地,焊接过程中的具体焊接参数通过焊机进行直接设置,具体焊枪姿态和焊接路径通过调节自动焊接机进行设置。
7、进一步地,加入往复振动送丝的同时适当调节焊接参数以保证焊接热输入及焊缝金属填充量的稳定。
8、进一步地,焊接完成后,对焊缝宏观成形以及横截面金相形貌进行制样、拍摄。
9、本发明的有益效果为:首先,使用往复振动的形式进行送丝可以赋予焊丝一种额外的过渡动力,焊丝熔化后形成的熔滴经往复抽动振荡主动脱离焊丝进入熔池,焊丝抽动振荡的动能通过熔滴传递到熔池之中对熔池产生强力的搅拌作用,均匀化熔池,改善了焊接冶金效果,使气孔,杂质等逸出,有助于焊缝良好成型,提高焊缝性能。其次,镍基高温合金采用传统连续送丝易导致大液滴进入熔池进而导致焊缝不牢固和焊缝表面不对称,振动送丝可以在熔滴尺寸较小的情况下利用前后振动的动能使较小熔滴脱离焊丝进入熔池,避免了大液滴的形成。因此,该工艺对含cr和mo多,熔融相表面张力高的镍基高温合金能够有效提高焊缝成型过程稳定性和焊缝质量,减少焊接缺陷。
技术特征:
1.一种基于往复振动送丝的k4002镍基高温合金mpaw平板堆焊工艺,其特征在于:采用hgh3113焊丝作为填充金属对k4002镍基高温合金平板进行单层单道堆焊;采用微束等离子弧作为焊接热源,焊丝直径为1.1mm,喷嘴直径为1.8mm,钨极内缩2mm,焊丝距喷嘴3mm,焊接电流为50a,焊接电压为16v,焊接速度为0.12m/min,保护气为纯氩气,流量为12l/min,送丝角度为0°,焊枪方向与试板垂直。
2.根据权利要求1所述的一种基于往复振动送丝的k4002镍基高温合金mpaw平板堆焊工艺,其特征在于:通过引入往复振动送丝,对焊丝施加机械振动促进小熔滴过渡并对熔池进行振动搅拌,改变熔池形态和行为,从而提升焊接熔敷效率,送丝速度为0.4m/min,振动频率为16hz时,焊道熔覆性好,表面光滑,宽度均匀,无明显焊接缺陷。
技术总结
本发明公开了一种基于往复振动送丝的K4002镍基高温合金MPAW平板堆焊工艺,适用于增材再制造领域。该工艺针对K4002高温合金堆焊焊道宽高比小,易产生焊接缺陷,难以获得成型良好的焊道,在保证PAW较低成本,高适用性的前提下,通过引入振动送丝,搭配合理的焊接速度及焊接电流,获得较好的熔滴过渡效果的同时改善了焊道形貌,实现了难焊镍基高温合金平板堆焊过程,焊道连续性与均匀性良好,焊缝宽高比适中,焊趾处过渡平滑,无明显焊接缺陷。该工艺能够显著提高难焊镍基高温合金堆焊成型效果。本发明对于促进MPAW工艺在镍基高温合金航空航天构件增材修复领域的应用与发展具有重要意义。
技术研发人员:魏艳红,孔英杰,金洪西,王猛,刘璇
受保护的技术使用者:南京航空航天大学无锡研究院
技术研发日:
技术公布日:2024/12/30
- 还没有人留言评论。精彩留言会获得点赞!