一种环型机匣外型面电解加工工装的制作方法
本发明涉及航空发动机机匣电解加工,具体涉及一种环型机匣外型面电解加工工装。
背景技术:
1、随着航空发动机技术的不断进步,各类高温合金材料在发动机制造领域得到了广泛应用。机匣是发动机的重要组成零件之一,是整个发动机的基座也是发动机的主要承力部件,机匣零件通常由高温合金等难切削材料制成,且尺寸大、壁厚薄,导致其表面复杂型腔结构一直是加工过程的重要难题。
2、电解加工技术作为一种特种加工技术,是利用电化学原理,通过非接触的方式将阴极工具端面上形状“拷贝”至工件表面,因其加工过程不产生切削应力、不受被加工材料限制且加工成本低、加工效率高等一系列优势,已在各类难切削材料加工中得到了应用。然而,电解加工技术与传统机械加工技术存在的本质性差异,也造成其在技术传承上无法直接套用传统机械加工已有的成熟经验,在加工阴极结构、装夹结构及使用材料等方面都面临着新的探索和挑战。
3、在高温合金机匣电解加工中,常见的加工方式是采用分块式加工阴极对环型零件进行分度加工,电解液流动方式通常采用正流式,因此电解液作为重要的加工介质,保证加工间隙的流场状态对电解加工过程的稳定性有着重要的意义。
技术实现思路
1、为解决上述技术问题,本发明提供一种环型机匣外型面电解加工工装;具体技术方案如下:
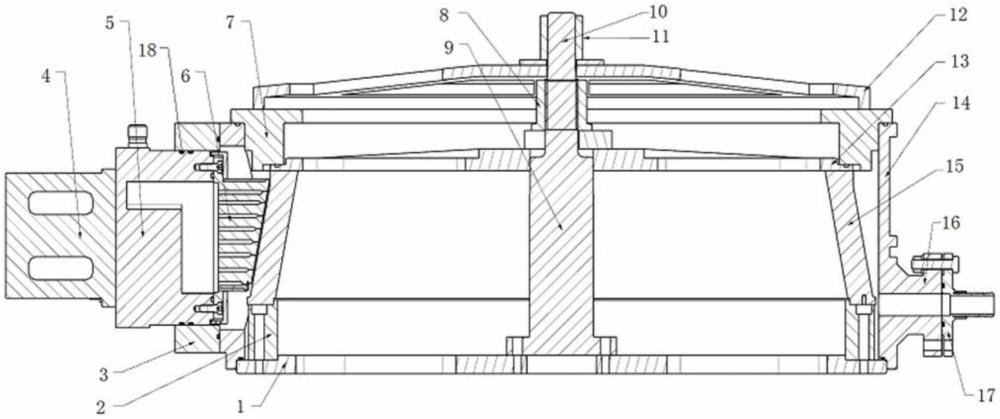
2、一种环型机匣外型面电解加工工装,包括底座、增高垫环、密封外套、连接座、进液筒、工具阴极、上盖板、螺杆、压板螺杆、压板、金属压板和封水筒;
3、所述增高垫环通过螺钉安装在底座上;底座固定设备转台上;
4、所述连接座一侧连接进液筒,工具阴极连接在进液筒上,并由螺钉固定;
5、所述连接座的另一侧连接在机床设备的x进给轴上,工具阴极下端型面接触增高垫环进行z向对刀;
6、所述封水筒套接在底座上,且封水筒下端的止口卡在底座上;
7、所述密封外套设置在进液筒与工具阴极的连接处,并固定在封水筒侧壁;且密封外套在首次安装时不紧固,以防出现干涉碰撞;
8、所述封水筒为带有一个加工窗口的圆筒,用于工具阴极通过窗口进行加工,封水筒设置在底座上,通过下端设置的止口和橡胶密封圈对其相对位置进行固定和密封;
9、将加工零件设置在增高垫环上端,其金属压板穿过螺杆设置在加工零件的上端面,通过在伸出的螺杆上设置螺帽对加工零件进行压紧固定;
10、所述上盖板穿过螺杆螺帽安装在金属压板上,压板穿过螺杆安装在上盖板上,再通过压板螺杆和压板螺帽进行压固定。
11、所述的一种环型机匣外型面电解加工工装,其优选方案为,根据零件的加工余量及特征要求,并结合后续机加工艺衔接,制定待加工零件工位分度及工具阴极的分块数量。
12、所述的一种环型机匣外型面电解加工工装,其优选方案为,所述工具阴极型面的设计依据电解加工工艺中cosφ算法,对零件最终尺寸轮廓进行偏置,得到工具阴极的型面轮廓,阴极的分度大小需结合加工设备电源承载上限;机匣电解加工中,工具阴极的电流密度通常为25~100a/cm2;因采用电解正流式加工,型面上均布有出水缝,出液缝的排布方式结合流场数字仿真技术,分析各工具阴极在间隙流道内电解液流速的分布特点;其出液缝内部连接有缓冲型腔,用以保证电解液在出口的均匀性。
13、所述的一种环型机匣外型面电解加工工装,其优选方案为,所述进液筒为圆形腔体,四周设有若干密封橡胶圈,密封胶圈用于工具阴极伸入窗口后的密封;进液口沿进液筒外壁三面设置;且一面设有两个进液口;
14、所述工具阴极通过机床的运动轴边加工边前进,加工过程中能够自由伸入到封水筒并实现密封效果。
15、所述的一种环型机匣外型面电解加工工装,其优选方案为,所述工具阴极的加工主体型面选用不锈钢材质,非加工型面的区域选择peek材料并进行了绝缘处理,其工具阴极的安装板上设有电极绝缘罩。
16、所述的一种环型机匣外型面电解加工工装,其优选方案为,通过塞尺在封水筒的内外两侧检查进液筒的四周间隙,保持进液筒在密封外套内的间隙一致。
17、所述的一种环型机匣外型面电解加工工装,其优选方案为,所述封水筒外部安装有出口法兰,且出口法兰上的可调节出水口与封水筒侧壁上设置的排水孔贯通;其可调节出水口用于将积累的电解产物排除封水筒,实现通过调节水量来改变间隙流道背压。
18、所述的一种环型机匣外型面电解加工工装,其优选方案为,所述封水筒选取树脂材料并采用3d打印技术制造。
19、所述的一种环型机匣外型面电解加工工装,其优选方案为,所述工具阴极的加工主体型面为工具阴极的左面、右面和前面,非加工型面为工具阴极的上面、下面和工具阴极的安装板。
20、一种环型机匣外型面电解加工工装的工作原理:采用工具阴极与零件间的电解液流场从自由散射状态变为收敛态,提升电解加工间隙流道的流场状态,进而提高加工过程稳定性。
21、当需要更换工位时,松开最上端的压板螺帽及压板螺杆,工具阴极回退至加工初始位置,保留工具阴极及进液筒在加工窗口内,此时封水筒不会随着零件而转动,依据待加工零件的工艺设计的分度安排零件旋转至相应工位角度,再锁压板螺帽及压板螺杆,即可进行下一个工位的加工;如果需要更换工具阴极,可在上述旋转分度完成后,再将工具阴极整体退出密封外套,更换工具阴极后,再进行加工。
22、有益效果
23、与现有技术相比,本发明具有如下有益技术效果:
24、本发明的阴极封水工装是在零件毛坯的传统机械加工工装基础上,通过设计增加封水筒等外部构件,并设计了工具阴极的密封配合结构,使整个结构满足加工进给及更换工位时的应用场景,通过控制加工区域电解液流动,可以大幅改善机匣电解加工中,加工阴极和零件因流场不稳定而造成的短路打火、间隙流道电解液的分布不均匀的问题,提升了零件在电解加工过程中良好的导电性,满足了机匣电解成形加工工艺的要求,有效提高了电解加工零件的合格率,缩短了加工周期,大幅降低了加工成本,又保证了机匣电解加工工程化应用的可靠性。
技术特征:
1.一种环型机匣外型面电解加工工装,其特征在于:包括底座、增高垫环、密封外套、连接座、进液筒、工具阴极、上盖板、螺杆、压板螺杆、压板、金属压板和封水筒;
2.根据权利要求1所述的一种环型机匣外型面电解加工工装,其特征在于:根据零件的加工余量及特征要求,并结合后续机加工艺衔接,制定待加工零件工位分度及工具阴极的分块数量。
3.根据权利要求1所述的一种环型机匣外型面电解加工工装,其特征在于:所述工具阴极型面的设计依据电解加工工艺中cosφ算法,对零件最终尺寸轮廓进行偏置,得到工具阴极的型面轮廓,阴极的分度大小需结合加工设备电源承载上限;机匣电解加工中,工具阴极的电流密度通常为25~100a/cm2;因采用电解正流式加工,型面上均布有出水缝,出液缝的排布方式结合流场数字仿真技术,分析各工具阴极在间隙流道内电解液流速的分布特点;其出液缝内部连接有缓冲型腔,用以保证电解液在出口的均匀性。
4.根据权利要求1所述的一种环型机匣外型面电解加工工装,其特征在于:所述进液筒为圆形腔体,四周设有若干密封橡胶圈,密封胶圈用于工具阴极伸入窗口后的密封;进液口沿进液筒外壁三面设置;且一面设有两个进液口;
5.根据权利要求1所述的一种环型机匣外型面电解加工工装,其特征在于:所述工具阴极的加工主体型面选用不锈钢材质,非加工型面的区域选择peek材料并进行了绝缘处理,其工具阴极的安装板上设有电极绝缘罩。
6.根据权利要求1所述的一种环型机匣外型面电解加工工装,其特征在于:通过塞尺在封水筒的内外两侧检查进液筒的四周间隙,保持进液筒在密封外套内的间隙一致。
7.根据权利要求1所述的一种环型机匣外型面电解加工工装,其特征在于:所述封水筒外部安装有出口法兰,且出口法兰上设置的可调节出水口与封水筒侧壁上设置的排水孔贯通;其出口法兰用于将积累的电解产物排除封水筒,实现通过调节水量来改变间隙流道背压。
8.根据权利要求1所述的一种环型机匣外型面电解加工工装,其特征在于:所述封水筒选取树脂材料并采用3d打印技术制造。
9.根据权利要求1所述的一种环型机匣外型面电解加工工装,其特征在于:所述工具阴极的加工主体型面为工具阴极的左面、右面和前面,非加工型面为工具阴极的上面、下面和工具阴极的安装板。
技术总结
本发明涉及一种环型机匣外型面电解加工工装,增高垫环安装在底座上;底座固定设备转台上;连接座一侧连接进液筒,工具阴极连接在进液筒上;连接座的另一侧连接在机床设备的X进给轴上,工具阴极下端型面接触增高垫环进行Z向对刀;封水筒套接在底座上,密封外套设置在进液筒与工具阴极的连接处,并固定在封水筒侧壁;且密封外套在首次安装时不紧固,以防出现干涉碰撞;安装加工零件于增高垫环上,并用金属压板和螺杆螺帽固定,放置上盖板及压板,再用压板螺杆、压板螺帽压紧;本发明的技术方案能有效提高了电解加工零件的合格率,缩短了加工周期,大幅降低了加工成本。
技术研发人员:陈东,刘海波,袁昊,翟璐璐,林驰
受保护的技术使用者:中国航发沈阳黎明航空发动机有限责任公司
技术研发日:
技术公布日:2025/2/20
- 还没有人留言评论。精彩留言会获得点赞!