一种圆柱形真空吸盘工装夹具的制作方法
本发明属于工装夹具,具体涉及一种圆柱形真空吸盘工装夹具。
背景技术:
1、板类零件在数控加工过程中应用广泛,其在加工时需要通过对应的夹具将其夹持固定在工作台上进行后续加工,目前一般是通过真空吸盘对板类零件进行装夹,以节省零件的装夹辅助时间,并减少了板类零件的变形,有效保证了加工质量,提高了生产效率。
2、但是,目前的真空吸盘夹具一般都是六面体形状,其在装夹圆形零件中存在以下问题:(1)密封条不能按照零件的最大外圆轮廓安装,导致吸附力下降,零件装夹不牢固;(2)密封条的安装位置不容易确定且安装密封条的辅助时间延长。
技术实现思路
1、针对现有技术的以上缺陷或改进需求中的一种或者多种,本发明提供了一种圆柱形真空吸盘工装夹具,能够解决圆形零件在真空吸盘上的装夹问题,保证密封条能够安装到圆形零件的最大外形轮廓,保证零件装夹牢固。
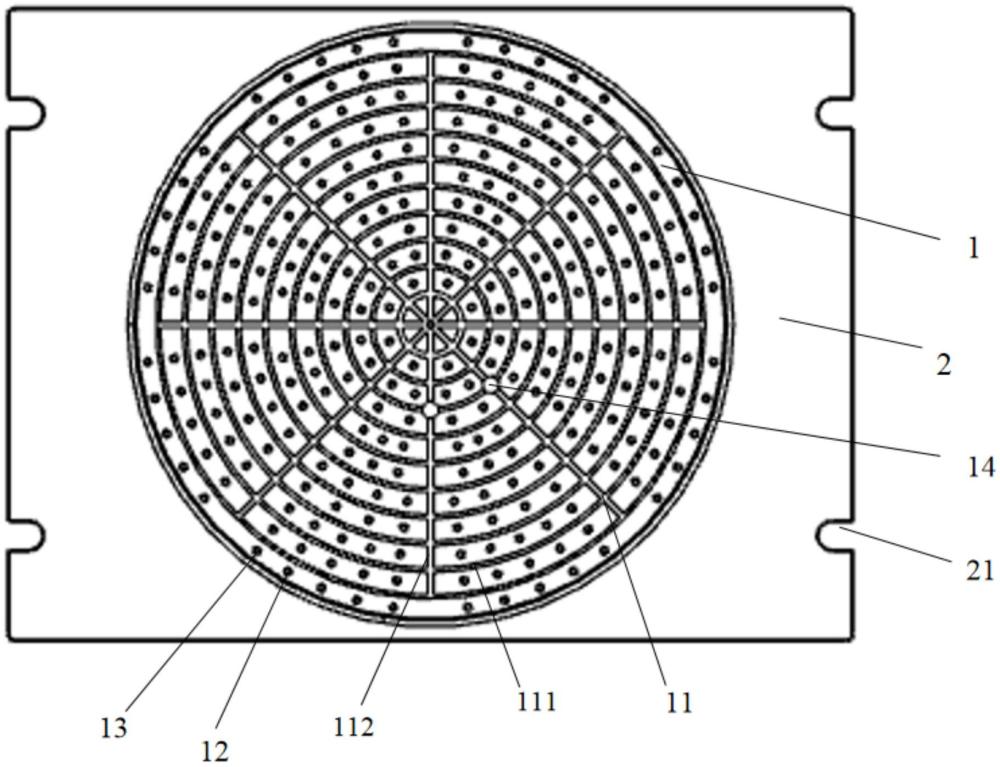
2、为实现上述目的,本发明提供一种圆柱形真空吸盘工装夹具,其包括圆柱形吸盘和密封条;
3、所述圆柱形吸盘上设置有密封槽,所述密封槽包括圆形密封槽和径向密封槽,所述圆形密封槽沿所述圆柱形吸盘的径向间隔并同心设置为多个,多个所述圆形密封槽通过径向密封槽连通;
4、所述密封槽内沿环向设置多个吸气孔,并在所述圆柱形吸盘的侧壁上对应每个所述吸气孔设置进气孔,所述吸气孔和所述进气孔通过设置在所述圆柱形吸盘内部的通气孔连通;
5、所述密封条设置在零件对应的最大直径的所述圆形密封槽内,对该所述圆形密封槽进行密封。
6、作为本发明的进一步改进,所述径向密封槽设置为多个,并在所述圆柱形吸盘上呈米字形分布。
7、作为本发明的进一步改进,所述吸气孔设置在所述圆形密封槽与所述径向密封槽交叉的位置。
8、作为本发明的进一步改进,所述吸气孔设置在靠近所述圆柱形吸盘圆心的位置。
9、作为本发明的进一步改进,还包括多个连接孔,多个所述连接孔分布在每个所述圆形密封槽的外侧,以配合连接件和压板辅助压紧零件。
10、作为本发明的进一步改进,还包括多个定位孔,多个所述定位孔分布在每个所述圆形密封槽的外侧,且所述连接孔和所述定位孔沿所述圆形密封槽的外侧依次间隔分布。
11、作为本发明的进一步改进,所述吸气孔为螺纹孔,并在螺纹孔内安装有铜滤网排气帽。
12、作为本发明的进一步改进,还包括基座,所述基座为长方形,所述圆柱形吸盘设置在所述基座上,并在所述基座上设置可与机床工作台连接的多个腰圆槽。
13、上述改进技术特征只要彼此之间未构成冲突就可以相互组合。
14、总体而言,通过本发明所构思的以上技术方案与现有技术相比,具有的有益效果包括:
15、(1)本发明的圆柱形真空吸盘工装夹具,其通过在圆柱形吸盘上沿径向同心设置多个圆形密封槽,以根据不同零件的尺寸选择对应的圆形密封槽通过密封条进行密封,使得形成的负压吸附空间能够扩展到零件的最大外形轮廓,增大了对零件的吸附性,保证了零件装夹的吸附安全性和可靠性,提高了加工效率。
16、(2)本发明的圆柱形真空吸盘工装夹具,其通过将径向密封槽呈米字形设置为多个,并将吸气孔设置在圆形密封槽和径向密封槽交叉的位置,以提高各密封槽与吸气孔之间的通气性,提高吸气孔的吸气效率,缩短对零件的负压吸附装夹时间。
17、(3)本发明的圆柱形真空吸盘工装夹具,其结构简单、通用性强、制造成本低、工作效率高,达到了很好的使用效果,具有较好的应用前景和推广价值。
技术特征:
1.一种圆柱形真空吸盘工装夹具,其特征在于,包括圆柱形吸盘和密封条;
2.根据权利要求1所述的圆柱形真空吸盘工装夹具,其特征在于,所述径向密封槽设置为多个,并在所述圆柱形吸盘上呈米字形分布。
3.根据权利要求2所述的圆柱形真空吸盘工装夹具,其特征在于,所述吸气孔设置在所述圆形密封槽与所述径向密封槽交叉的位置。
4.根据权利要求3所述的圆柱形真空吸盘工装夹具,其特征在于,所述吸气孔设置在靠近所述圆柱形吸盘圆心的位置。
5.根据权利要求1所述的圆柱形真空吸盘工装夹具,其特征在于,还包括多个连接孔,多个所述连接孔分布在每个所述圆形密封槽的外侧,以配合连接件和压板辅助压紧零件。
6.根据权利要求5所述的圆柱形真空吸盘工装夹具,其特征在于,还包括多个定位孔,多个所述定位孔分布在每个所述圆形密封槽的外侧,且所述连接孔和所述定位孔沿所述圆形密封槽的外侧依次间隔分布。
7.根据权利要求1所述的圆柱形真空吸盘工装夹具,其特征在于,所述吸气孔为螺纹孔,并在螺纹孔内安装有铜滤网排气帽。
8.根据权利要求1~6中任一项所述的圆柱形真空吸盘工装夹具,其特征在于,还包括基座,所述基座为长方形,所述圆柱形吸盘设置在所述基座上,并在所述基座上设置可与机床工作台连接的多个腰圆槽。
技术总结
本发明公开了一种圆柱形真空吸盘工装夹具,属于工装夹具技术领域,包括圆柱形吸盘和密封条,其通过在圆柱形吸盘上沿径向同心设置多个圆形密封槽,以根据不同零件的尺寸选择对应的圆形密封槽通过密封条进行密封,使得形成的负压吸附空间能够扩展到零件的最大外形轮廓,增大了对零件的吸附性,保证了零件装夹的吸附安全性和可靠性,提高了加工效率。本发明的圆柱形真空吸盘工装夹具,其结构简单、通用性强、制造成本低、工作效率高,达到了很好的使用效果,具有较好的应用前景和推广价值。
技术研发人员:周墩明,秦晓红,徐家品,孙勇刚,周羽,魏茂珍,何旭
受保护的技术使用者:武汉船舶通信研究所(中国船舶集团有限公司第七二二研究所)
技术研发日:
技术公布日:2025/1/16
- 还没有人留言评论。精彩留言会获得点赞!