一种覆铜板边缘切撕机构及其方法与流程
本发明涉及覆铜板,尤其是一种覆铜板边缘切撕机构及其方法,应用在覆铜板的加工制造过程。
背景技术:
1、加工时铜箔会突出基板边缘,需要对边缘进行切撕,边缘切撕是覆铜板加工中的一个重要环节,现在覆铜板边缘铜箔裁切工作过程为:首先,人工上料,放置于非金属平面上,人工测量切割尺寸,再用塑料长板压住裁切边缘,人工沿长板撕掉铜箔边缘。但上述裁切存在以下缺点:
2、1、在裁切前,人工裁量,无相对基准,测量误差较大,导致撕边精度较低;
3、2、人工压住长板,沿边缘直接撕掉,无前置预划线,导致在撕边过程中可能断掉,导致撕边后可能呈现锯齿形,质量较差;
4、3、人工撕边,空间限制,同时只能撕一边,且动作较多,导致效率较低,裁切质量不稳定,裁切尺寸相差较大。
技术实现思路
1、本发明要解决的技术问题是:为了解决上述背景技术中的现有技术存在的问题,提供一种采用相机定位,激光切割,自动化机构撕断的方法,稳定保证裁切尺寸、裁切质量,且极大提高裁切效率的覆铜板边缘切撕机构及其方法。
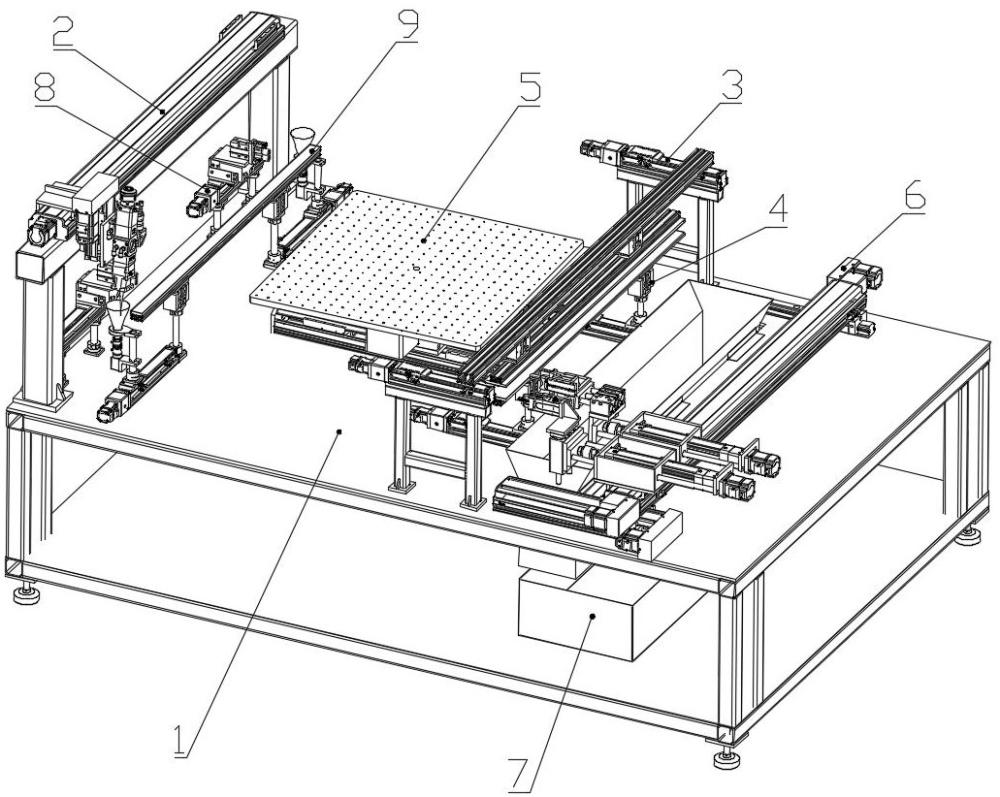
2、本发明解决其技术问题所采用的技术方案是:一种覆铜板边缘切撕机构,包括真空平台组件,所述的真空平台组件的工作板面上安装有激光切割组件,安装在真空平台组件的工作板的一端,用以通过激光对铜箔表面进行预切割,形成切割线;上部压料组件,安装在真空平台组件的工作板的另一端,与激光切割组件相对设置;底部支撑组件,与上部压料组件配合,上下夹持经激光预切割后的覆铜板;真空调节组件,用以承接、并旋转各规格的待加工的覆铜板,安装在激光切割组件与上部压料组件之间的真空平台组件的工作板上;相机移载组件,采用相机对覆铜板中铝板进行定位,找出铝板边缘,确认裁切位置;长边撕边组件,安装在上部压料组件的右侧,用以撕掉经激光预切割后边缘;废料盒,安装在长边撕边组件的下方,用以收集废边。
3、进一步的,长边撕边组件包括撕边移载组件、与撕边移载组件平行设置的滑轨,所述撕边移载组件与滑轨上架设有双工位同步组件上并列安装有夹紧提升组件和撕边排废组件。
4、进一步的,夹紧提升组件包括第一安装座,所述第一安装座上安装有第一长边推杆组件,第一长边推杆组件的伸出端安装有夹紧升降气缸,夹紧升降气缸的输出端安装有夹紧夹爪,夹紧夹爪的一侧边安装有第一推料治具。
5、进一步的,撕边排废组件包括第二安装座,所述第二安装座上安装有第二长边推杆组件,第二长边推杆组件的伸出端安装有撕边气缸,撕边气缸的伸出端并列安装有撕边夹爪和拨杆,撕边夹爪的一侧安装有第二推料治具。
6、进一步的,激光切割组件包括支架,所述支架上安装有激光驱动模组,激光驱动模组上安装有激光电缸组件,激光电缸组件与激光驱动模组之间垂直设置,激光电缸组件上安装有激光头。
7、进一步的,上部压料组件包括两压料支架,两压料支架上均安装有压料移载驱动组件,两压料移载驱动组件上架设有压料横梁,压料横梁的底面上安装有压料升降气缸,压料升降气缸的升缩端安装有第二绝缘件。
8、进一步的,底部支撑组件包括安装在真空平台组件的工作板面上的对称设置的底部移载驱动组件,每个底部移载驱动组件上均安装有支撑柱,支撑柱的顶部安装有底部支撑升降气缸,底部支撑升降气缸上架设有第三绝缘件。
9、进一步的,相机移载组件包括对称设置的相机移载单元,两相机移载单元之间安装有绝缘组件,绝缘组件位于激光切割组件中激光头的下方;每个相机移载单元均包括相机移载驱动组件,所述相机移载驱动组件上安装有相机光源组件,相机光源组件与绝缘组件之间错位设置。
10、进一步的,还包括侧边捋平组件,侧边捋平组件安装在真空平台组件的工作板面上,侧边捋平组件的工作端朝向真空调节组件,用以对覆铜板边缘上的铜箔进行捋平;所述侧边捋平组件包括导向支座,所述导向支座上安装有捋平位移驱动件,捋平位移驱动件上安装有与其垂直设置的滑台气缸,滑台气缸上安装有捋平夹爪,捋平夹爪的开口朝向真空调节组件。
11、一种覆铜板边缘切撕方法,包括上述所述的覆铜板边缘切撕机构,具体步骤如下:
12、步骤1:通过上一工序的移载装置将覆铜板放置在真空调节组件上,真空调节组件通过真空吸附覆铜板,同时,覆铜板的待加工的边缘在相机光源组件中相机拍摄的幅面内;
13、步骤2:相机移载组件中相机光源组件对覆铜板中铝板的边缘进行定位,对称设置的两个相机移载组件中相机光源组件同时动作,完成覆铜板中铝板边缘的定位,从而确定覆铜板裁切位置;或,相机移载单元为单组;
14、步骤3:激光切割组件为两轴激光切割组件,因此,真空调节组件中真空位移模组带动覆铜板裁切的位置位移至激光切割组件中激光头的正下方,摆正,同时也位于绝缘组件的上方,绝缘组件上升并托住覆铜板;
15、步骤4:激光切割组件动作,激光预切割铜箔,形成切割线,并控制切割深度,不能损伤覆铜板中铝板;
16、步骤5:完成激光预切割铜箔后,上述各组件均回到初始位置;
17、步骤6:真空调节组件将覆铜板进行旋转,旋转90°后,重复上述步骤,直至将经过步骤4预切割的侧边旋转至上部压料组件与底部支撑组件之间;
18、步骤7:上部压料组件与底部支撑组件相对位移,上部压料组件与底部支撑组件夹持覆铜板,且要靠近切割线内侧夹持;
19、步骤8:夹紧提升组件动作后,夹紧夹爪位移至覆铜板的端头部,夹紧夹爪闭合,夹持铜箔边缘后提起,撕开一部分,从而形成三角镂空区;
20、步骤9:撕边排废组件中撕边气缸动作,将撕边排废组件中拨杆到位并插入三角镂空区,同时,撕边夹爪呈张开状态,且提起的铜箔位于撕边夹爪张开的夹持口内;
21、步骤10:双工位同步组件驱动撕边排废组件位移,拨杆将铜箔从铝板上分开,直至位置至覆铜板的尾部,撕边夹爪闭合,将铜箔尾部夹紧,此时,铜箔的端头部和尾部均呈夹持状态;
22、步骤11:双工位同步组件位移至废料盒的上方,将铜箔与铝板分开,完成整板撕边;
23、步骤12:夹紧夹爪和撕边夹爪张开,第一推料治具和第二推料治具同时动作,将夹紧夹爪和撕边夹爪中被步骤11撕掉的废边推出,并掉入到废料盒中,完成覆铜板一侧边的边缘切撕,剩余侧边按上述步骤如此往复。
24、本发明的有益效果:本发明采用相机移载组件中相机对覆铜板中铝板定位,找出铝板边缘,确认裁切位置,然后激光切割组件进行激光预切割铜箔,控制切割深度,不能损伤铝板(基板),之后再上部压料组件和底部支撑组件上下定位夹住基板,夹紧提升组件夹取铜箔边缘后提起,撕开一部分,最后撕边移载组件插入后向前推动拨杆,完成整板撕边,无须人工裁量,具有基准,保证裁切尺寸、裁切质量,且极大提高裁切效率。
技术特征:
1.一种覆铜板边缘切撕机构,其特征在于:包括真空平台组件(1),所述的真空平台组件(1)的工作板面上安装有激光切割组件(2),安装在真空平台组件(1)的工作板的一端,用以通过激光对铜箔表面进行预切割,形成切割线;
2.根据权利要求1所述的一种覆铜板边缘切撕机构,其特征在于:所述的长边撕边组件(6)包括撕边移载组件(61)、与撕边移载组件(61)平行设置的滑轨(62),所述撕边移载组件(61)与滑轨(62)上架设有双工位同步组件(63)上并列安装有夹紧提升组件(64)和撕边排废组件(65)。
3.根据权利要求2所述的一种覆铜板边缘切撕机构,其特征在于:所述的夹紧提升组件(64)包括第一安装座(641),所述第一安装座(641)上安装有第一长边推杆组件(642),第一长边推杆组件(642)的伸出端安装有夹紧升降气缸(643),夹紧升降气缸(643)的输出端安装有夹紧夹爪(644),夹紧夹爪(644)的一侧边安装有第一推料治具(645)。
4.根据权利要求2所述的一种覆铜板边缘切撕机构,其特征在于:所述的撕边排废组件(65)包括第二安装座(651),所述第二安装座(651)上安装有第二长边推杆组件(652),第二长边推杆组件(652)的伸出端安装有撕边气缸(653),撕边气缸(653)的伸出端并列安装有撕边夹爪(654)和拨杆(655),撕边夹爪(654)的一侧安装有第二推料治具(656)。
5.根据权利要求1所述的一种覆铜板边缘切撕机构,其特征在于:所述的激光切割组件(2)包括支架(21),所述支架(21)上安装有激光驱动模组(22),激光驱动模组(22)上安装有激光电缸组件(23),激光电缸组件(23)与激光驱动模组(22)之间垂直设置,激光电缸组件(23)上安装有激光头(24)。
6.根据权利要求1所述的一种覆铜板边缘切撕机构,其特征在于:所述的上部压料组件(3)包括两压料支架(31),两压料支架(31)上均安装有压料移载驱动组件(32),两压料移载驱动组件(32)上架设有压料横梁(33),压料横梁(33)的底面上安装有压料升降气缸(34),压料升降气缸(34)的升缩端安装有第二绝缘件(35)。
7.根据权利要求1所述的一种覆铜板边缘切撕机构,其特征在于:所述的底部支撑组件(4)包括安装在真空平台组件(1)的工作板面上的对称设置的底部移载驱动组件(41),每个底部移载驱动组件(41)上均安装有支撑柱(42),支撑柱(42)的顶部安装有底部支撑升降气缸(43),底部支撑升降气缸(43)上架设有第三绝缘件(44)。
8.根据权利要求1所述的一种覆铜板边缘切撕机构,其特征在于:所述的相机移载组件(9)包括对称设置的相机移载单元,两相机移载单元之间安装有绝缘组件,绝缘组件位于激光切割组件(2)中激光头(24)的下方;
9.根据权利要求1所述的一种覆铜板边缘切撕机构,其特征在于:还包括侧边捋平组件(8),侧边捋平组件(8)安装在真空平台组件(1)的工作板面上,侧边捋平组件(8)的工作端朝向真空调节组件(5),用以对覆铜板边缘上的铜箔进行捋平;
10.一种覆铜板边缘切撕方法,包括如权利要求1~9任一项所述的覆铜板边缘切撕机构,其特征在于:具体步骤如下:
技术总结
本发明涉及覆铜板技术领域,尤其是一种覆铜板边缘切撕机构及其方法。激光切割组件安装在真空平台组件的工作板的一端;上部压料组件安装在真空平台组件的工作板的另一端;底部支撑组件与上部压料组件配合;真空调节组件安装在激光切割组件与上部压料组件之间的真空平台组件的工作板上;相机移载组件安装在上部压料组件的右侧。采用相机对铝板定位,确认裁切位置,激光切割组件进行预切割,控制切割深度,不能损伤铝板,之后再上部压料组件和底部支撑组件上下定位夹住基板,夹紧提升组件夹取铜箔边缘后提起,撕开一部分,最后撕边移载组件插入后向前推动拨杆,完成整板撕边,无须人工裁量,具有基准,保证裁切尺寸、裁切质量,且极大提高裁切效率。
技术研发人员:运侠伦,卫小鹏,赵亮,倪淼
受保护的技术使用者:无锡超通智能制造技术研究院有限公司
技术研发日:
技术公布日:2025/1/16
- 还没有人留言评论。精彩留言会获得点赞!