一种自动制孔找法向实现方法与流程
本发明属于飞机装配,尤其涉及其工艺设计部分,提供一种自动制孔、自动钻铆找法向实现方法。
背景技术:
1、飞机装配过程中的自动制孔、自动钻铆工艺方法已大面积使用,其中,制孔前需要设备找到待制孔中心处的法向。找法向常见方法之一是使用光线法找到孔中心位置法向,即设备工作头上安装光线发射接收器,设备工作头首先移动到钻孔位置进行钻孔前的准备,再移动到找法向位置,光线发射器发出正交的两条光线,照射到待钻孔表面,并反射回到接收器,设备计算机计算出孔中心的法向数值,设备获取法向数值,按数值调整设备工作头位置,最后设备工作头再移动到钻孔位置进行钻孔工作。
2、现有技术实现过程中,需要设备工作头由钻孔位置移动到找法向位置进行找法向并调整后,再移动回钻孔位置进行钻孔。
技术实现思路
1、针对现有技术实现过程,本专利发明提供了一种装配紧固件孔自动钻孔找法向方法,是一种装配紧固件孔自动钻孔找法向方法,实现过程中不需要设备工作头在每个待加工孔的钻孔位置与找法向位置之间移动,仅需测量一次法向即可完成相同产品的加工。
2、本发明采用的技术方案为:
3、一种自动制孔找法向实现方法,所述的实现方法包括:存贮已获取到法向数据的文件及数控加工实现程序,存贮已获取到法向数据的文件内包括加工孔标识符、孔位置、法向。数控设备加工实现程序包括加工孔标识符、加工孔位置及每个加工孔功能代码,钻孔功能代码可以是重复引用的功能模块形式也可是其它形式。功能代码具备读取已存贮法向数据文件内容的功能。本方法实现的具体步骤如下:
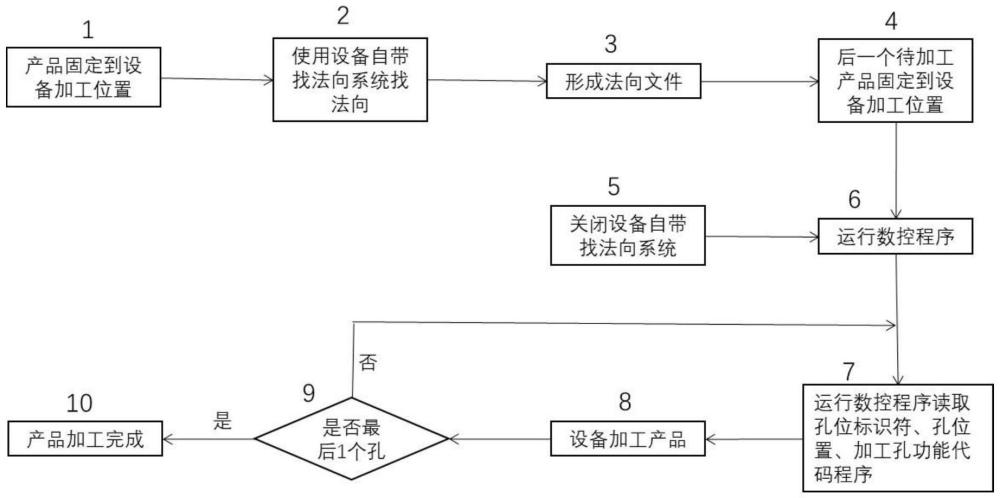
4、第一步:通过加工第一个产品获取产品每个加工孔的孔标识符、孔位置、孔法向值,此文件后续简称法向文件。具体的:
5、产品固定到设备加工位置,采用设备自动找法向功能获取每加工一个孔的法向,将此孔标识符、孔位置及孔法向值记录到文件内。
6、第二步:后一个加工产品固定到设备加工位置,数控设备运行加工实现程序,将设备的工作头移动到第一个待钻孔加工位置,在此位置补尝法向后,进行钻孔动作,最终完成此孔加工。具体的:
7、第二个加工产品与第一个加工产品相同,加工方法相同,即固定到设备加工相同位置,使用相同加工实现程序。本步骤关闭自动找法向设备。加工实现程序包括每个加工孔标识符、每个加工孔位置及每个加工孔功能代码。每个加工孔功能代码前设置此加工孔标识符、加工孔位置。加工孔功能代码根据前面设置的加工孔标识符或者加工孔位置在法向文件内获取到待加工孔的法向数值。设备自动制此孔或自动钻铆此孔过程为:数控设备执行程序中的此孔标识符、孔位置信息,将设备工作头移动到待加工孔位置,设备继续运行加工孔功能代码,根据查找到的法向数值修正工作头位置,最后进行此孔的加工。本步骤关闭自动找法向设备。
8、第三步:设备按程序继续制下一个孔,即设备执行加工实现程序,包括程序内下一个待加工孔的标识符、位置,将设备工作头移动到此加工孔位置,设备执行加工孔功能代码,获取法向并调整工作头位置,最后进行此孔的加工,并完成此孔加工。本步骤关闭自动找法向设备。
9、第四步:重复第三步内容,完成产品全部孔加工,即完成此产品自动钻孔及自动钻铆工作。
10、第五步:将此产品移出设备加工区域,将下一个待加工的相同产品移入设备加工区域进行加工,执行第二步。
11、本发明的有益效果为:
12、本发明提供的自动制孔、自动钻铆找法向实现方法,通过一架份产品获取到产品法向,并记录产品法向到文件内,后续产品钻孔找法向时,通过读取法向文件内的法向数据,实现法向的获取,并移动工作头到法向文件的提供的法向位置,从而设备工作头不需移动到找法向位置,不需要开启找法向相关功能测量产品法向。
技术特征:
1.一种自动制孔找法向实现方法,其特征在于,所述的实现方法包括以下步骤:
2.根据权利要求1所述的一种自动制孔找法向实现方法,其特征在于,所述的第一步具体为:将产品固定到设备加工位置,采用设备自动找法向功能获取每加工一个孔的法向,将此孔标识符、孔位置及孔法向值记录到文件内。
3.根据权利要求1所述的一种自动制孔找法向实现方法,其特征在于,所述的第二步具体为:第二个加工产品与第一个加工产品相同,加工方法相同,即固定到设备加工相同位置,使用相同加工实现程序。
4.根据权利要求3所述的一种自动制孔找法向实现方法,其特征在于,所述的加工实现程序包括每个加工孔标识符、每个加工孔位置及每个加工孔功能代码;每个加工孔功能代码前设置此加工孔标识符、加工孔位置;加工孔功能代码根据设置的加工孔标识符或者加工孔位置在法向文件内获取到待加工孔的法向数值;设备自动制此孔或自动钻铆此孔过程为:数控设备执行程序中的此孔标识符、孔位置信息,将设备工作头移动到待加工孔位置,设备继续运行加工孔功能代码,根据查找到的法向数值修正工作头位置,最后进行此孔的加工。
技术总结
本发明用于飞机装配领域,提供一种自动制孔找法向实现方法,所述的实现方法通过一架份产品获取到产品法向,并记录产品法向到文件内,后续产品钻孔找法向时,通过读取文件内的法向数据,实现程序运算找法向。本发明提供的方法在实现过程中,设备工作头不需移动到找法向位置。
技术研发人员:王超,贾景超,李余金,石长奭,管祥宇
受保护的技术使用者:中航沈飞民用飞机有限责任公司
技术研发日:
技术公布日:2025/2/20
- 还没有人留言评论。精彩留言会获得点赞!