一种用于方盖的提手焊接装置的制作方法
本发明涉及铁容器的盖体装配,特别涉及一种用于方盖的提手焊接装置。
背景技术:
1、在现有技术中,金属容器广泛应用于化工液体、食品等包装,而为了方便提取这些金属容器,需要在方盖上装配提手、提耳并对提耳焊接于方盖上。现有的操作是使用人工对提手与提耳进行装配完毕后使用设备压紧于顶盖上,再进行焊接,其存在触电安全隐患,且工作效率低,生产成本高,因此不能满足现实生产需求。
技术实现思路
1、本发明所要解决的技术问题在于,提供一种用于方盖的提手焊接装置。
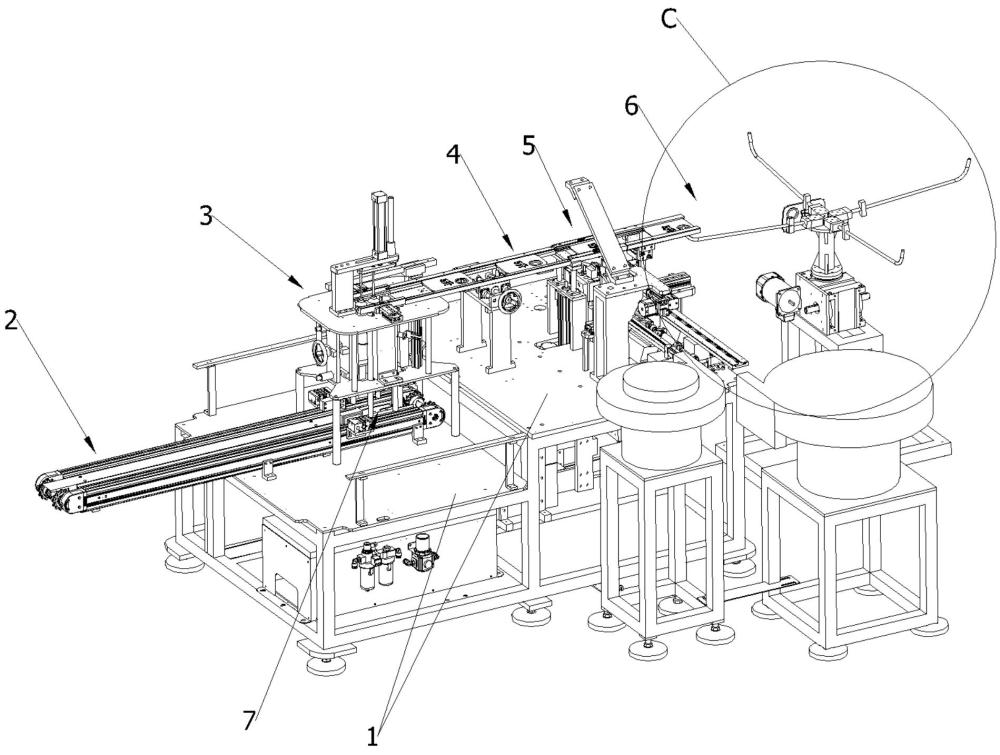
2、为达到上述目的,本发明公开了一种用于方盖的提手焊接装置,包括供盖装置、暂存装置、传送装置、成型装置和出料装置,所述暂存装置、所述成型装置、所述出料装置分别沿方盖的传送方向排列设置于所述供盖装置末端的上方。
3、所述暂存装置包括暂存框架、吸盖模块和暂存承接模块,所述暂存框架固定设置于所述供盖装置末端的上方,所述暂存框架内设置有暂存通道,所述供盖装置内的末端与所述暂存通道的入料口之间设置有物料中转装置,所述暂存承接模块设置于所述暂存通道的上方,所述吸盖模块设置于所述暂存承接模块的上方,所述供盖装置用于将方盖向前输送,通过所述物料中转装置将方盖举起至所述暂存通道内,所述暂存通道的四周设置有电磁铁块,所述电磁铁块用于将方盖磁吸于所述暂存通道内,所述吸盖模块用于将吸取所述暂存通道内的方盖并吸放于所述暂存承接模块上。
4、所述传送装置包括传送导向板和推料模块,一对所述传送导向板对称设置,且其之间形成导向通道,所述导向通道与所述暂存承接模块和所述成型装置相导通,所述推料模块设置于所述导向通道的上方用于推动所述暂存承接模块、所述导向通道、所述成型装置内的方盖依次向前移动,方盖在所述成型装置中完成焊接工作,所述出料装置用于承接从所述成型装置输出的方盖。
5、进一步的,所述暂存通道内的两侧设置有第一导向柱,所述第一导向柱的底端穿过所述暂存通道的入料处设置于所述供盖装置的上方,所述暂存通道的入料处的一侧设置有第二导向柱,所述第二导向柱的底端与所述第一导向柱的底端平齐,所述第一导向柱和所述第二导向柱之间形成拦截位。
6、进一步的,所述供盖装置两侧沿方盖的输送方向的上方分别设置有拦截块,所述拦截块的侧面向所述供盖装置的中心凸出设置有凸出部,当方盖进入拦截位内时,所述拦截块由气缸驱动向所述供盖装置的中心移动以拦截所述供盖装置上前序部分的方盖。
7、进一步的,所述吸盖模块包括吸盖支撑架、吸盖动力模块和吸盘,所述吸盖支撑架固定设置于所述暂存框架的顶部,所述吸盖动力模块固定设置于吸盖支撑架上,所述吸盘活动设置于所述暂存通道的上方,所述吸盖动力模块驱动所述吸盘活动设置于暂存通道内或所述暂存承接模块的上方。
8、进一步的,所述暂存承接模块包括一对承接条和承接动力模块,一对所述承接条对称的活动设置于所述暂存通道上的两侧,所述承接条上设置有台阶部,方盖底部的两侧分别支撑于一对所述承接条的所述台阶部。
9、一对所述承接条的所述台阶部之间形成承接位,所述承接动力模块驱动所述承接条相近或相远动作,以使所述吸盖模块吸取所述暂存通道内方盖至所述承接位上,并根据方盖的宽度调节所述承接位的宽度。
10、进一步的,所述传送导向板的内侧面向内设置有导向凹槽,所述导向凹槽与所述传送导向板的两侧相导通,一对所述传送导向板的所述导向凹槽之间形成所述导向通道,所述导向通道与所述承接位相导通,当方盖设置于所述导向通道内时,方盖的两侧支撑于所述导向凹槽上。
11、进一步的,所述成型装置包括焊接承载模块、焊接模块和提手供给模块,所述焊接承载模块可升降的设置于所述导向通道的末端,所述焊接模块设置于所述焊接承载模块的下方,所述提手供给模块设置于所述焊接模块的外侧,所述焊接模块用于将待焊接的提手输送至所述焊接模块上,所述焊接模块用于将提手焊接至位于所述焊接承载模块中的方盖上;
12、所述焊接模块包括焊接活动座、焊接旋转驱动装置、一对焊接电极和下压模块,所述焊接活动座活动设置于所述焊接承载模块的下方,一对所述焊接电极间隔的设置于所述焊接活动座上,一对所述焊接电极之间形成提手容置通道,所述下压模块与所述焊接电极上下相对,所述焊接活动座由焊接旋转驱动装置驱动做平面旋转。
13、进一步的,所述焊接承载模块包括承载支撑架、一对承载板和承载动力模块,所述承载支撑架固定设置于所述导向通道的末端,一对所述承载板对称的活动设置用于所述承载支撑架的上方,所述承载动力模块固定设置于所述承载支撑架上,所述承载动力模块驱动所述承载板与所述导向通道平齐承接方盖,并驱动其向下动作使方盖与所述焊接模块上的提手接触进行焊接,焊接后所述承载动力模块驱动所述承载板复位,以使所述推料模块将焊接完成的方盖推送至所述出料装置中。
14、进一步的,所述出料装置包括出料承接模块和收料模块,所述出料承接模块、所述收料模块自所述成型装置起沿方盖的传送方向依次设置;
15、所述出料承接模块包括出料承接架、一对出料承接板和出料动力模块,所述出料承接架固定设置于所述成型装置的外侧,所述出料动力模块固定设置于所述出料承接架上,一对所述出料承接板对称的活动设置于所述出料承接架的上方,且其与所述导向通道相平齐;
16、所述收料模块包括收料支撑架、收料旋转模块和若干收料杆,所述收料支撑架固定设置于所述焊接承载模块的外侧,所述收料旋转模块固设于所述收料支撑架上,所述收料旋转模块的旋转端上设置有收料连接座,若干所述收料杆环形阵列于所述收料连接座上,所述收料旋转模块驱动所述收料杆的端部移动至位于一对所述出料承接板之间的方盖下方,所述出料动力模块驱动一对所述出料承接板做相远动作,以使方盖上圆孔穿设于所述收料杆上。
17、进一步的,所述收料杆的端部向上沿伸设置有弧形部,方盖上的圆孔经所述弧形部导向挂载于所述收料杆上,所述收料杆外周的另一端设置有限位块。
18、相比于现有技术,本发明的有益效果在于:实现全自动的方盖、提手输送及其焊接组装,具有自动程度高、速度快、焊接效果好等优点。
19、巧妙的利用电磁铁块与方盖材质的物理现象使方盖悬浮于暂存通道内,方盖无论是进入或取出暂存通道时,其四周边缘均不会与暂存框架发生摩擦进一步保证方盖的外观质量,同时暂存装置结构简便化使得生产成本、维护成本降低。
20、通过设置出料装置实现对全自动的方盖收集、整理,具有整体结构简便、效果稳定且占地面积小生产成本低的优点。
技术特征:
1.一种用于方盖的提手焊接装置,其特征在于,包括供盖装置(2)、暂存装置(3)、传送装置(4)、成型装置(5)和出料装置(6),所述暂存装置(3)、所述成型装置(5)、所述出料装置(6)分别沿方盖的传送方向排列设置于所述供盖装置(2)末端的上方;
2.根据权利要求1所述的用于方盖的提手焊接装置,其特征在于,所述暂存通道(311)内的两侧设置有第一导向柱(35),所述第一导向柱(35)的底端穿过所述暂存通道(311)的入料处设置于所述供盖装置(2)的上方,所述暂存通道(311)的入料处的一侧设置有第二导向柱(36),所述第二导向柱(36)的底端与所述第一导向柱(35)的底端平齐,所述第一导向柱(35)和所述第二导向柱(36)之间形成拦截位(37)。
3.根据权利要求2所述的用于方盖的提手焊接装置,其特征在于,所述供盖装置(2)两侧沿方盖的输送方向的上方分别设置有拦截块(23),所述拦截块(23)的侧面向所述供盖装置(2)的中心凸出设置有凸出部,当方盖进入拦截位(37)内时,所述拦截块(23)由气缸驱动向所述供盖装置(2)的中心移动以拦截所述供盖装置(2)上前序部分的方盖。
4.根据权利要求1所述的用于方盖的提手焊接装置,其特征在于,所述吸盖模块(32)包括吸盖支撑架(321)、吸盖动力模块(322)和吸盘(324),所述吸盖支撑架(321)固定设置于所述暂存框架(31)的顶部,所述吸盖动力模块(322)固定设置于吸盖支撑架(321)上,所述吸盘(324)活动设置于所述暂存通道(311)的上方,所述吸盖动力模块(322)驱动所述吸盘(324)活动设置于暂存通道(311)内或所述暂存承接模块(33)的上方。
5.根据权利要求4所述的用于方盖的提手焊接装置,其特征在于,所述暂存承接模块(33)包括一对承接条(331)和承接动力模块(332),一对所述承接条(331)对称的活动设置于所述暂存通道(311)上的两侧,所述承接条(331)上设置有台阶部(331-1),方盖底部的两侧分别支撑于一对所述承接条(331)的所述台阶部(331-1);
6.根据权利要求5所述的用于方盖的提手焊接装置,其特征在于,所述传送导向板(42)的内侧面向内设置有导向凹槽(421),所述导向凹槽(421)与所述传送导向板(42)的两侧相导通,一对所述传送导向板(42)的所述导向凹槽(421)之间形成所述导向通道(44),所述导向通道(44)与所述承接位相导通,当方盖设置于所述导向通道(44)内时,方盖的两侧支撑于所述导向凹槽(421)上。
7.根据权利要求1所述的用于方盖的提手焊接装置,其特征在于,所述成型装置(5)包括焊接承载模块(51)、焊接模块(52)和提手供给模块(53),所述焊接承载模块(51)可升降的设置于所述导向通道(44)的末端,所述焊接模块(52)设置于所述焊接承载模块(51)的下方,所述提手供给模块(53)设置于所述焊接模块(52)的外侧,所述焊接模块(52)用于将待焊接的提手输送至所述焊接模块(52)上,所述焊接模块(52)用于将提手焊接至位于所述焊接承载模块(51)中的方盖上;
8.根据权利要求7所述的用于方盖的提手焊接装置,其特征在于,所述焊接承载模块(51)包括承载支撑架(511)、一对承载板(512)和承载动力模块,所述承载支撑架(511)固定设置于所述导向通道(44)的末端,一对所述承载板(512)对称的活动设置用于所述承载支撑架(511)的上方,所述承载动力模块固定设置于所述承载支撑架(511)上,所述承载动力模块驱动所述承载板(512)与所述导向通道(44)平齐承接方盖,并驱动其向下动作使方盖与所述焊接模块(52)上的提手接触进行焊接,焊接后所述承载动力模块驱动所述承载板(512)复位,以使所述推料模块(43)将焊接完成的方盖推送至所述出料装置(6)中。
9.根据权利要求1所述的用于方盖的提手焊接装置,其特征在于,所述出料装置(6)包括出料承接模块(61)和收料模块(62),所述出料承接模块(61)、所述收料模块(62)自所述成型装置(5)起沿方盖的传送方向依次设置;
10.根据权利要求9所述的用于方盖的提手焊接装置,其特征在于,所述收料杆(623)的端部向上沿伸设置有弧形部(623-1),方盖上的圆孔经所述弧形部(623-1)导向挂载于所述收料杆(623)上,所述收料杆(623)外周的另一端设置有限位块(623-2)。
技术总结
本发明公开了一种用于方盖的提手焊接装置,包括供盖装置、暂存装置、传送装置、成型装置和出料装置,暂存装置、成型装置、出料装置分别沿方盖的传送方向排列设置于供盖装置末端的上方,传送装置包括传送导向板和推料模块,传送导向板对称设置,且其之间形成导向通道,推料模块设置于导向通道的上方用于推动暂存承接模块、导向通道、成型装置内的方盖依次向前移动,方盖在成型装置中完成焊接工作,出料装置用于承接从成型装置输出的方盖。本发明实现全自动的方盖、提手输送及其焊接组装,具有自动程度高、速度快、焊接效果好等优点。
技术研发人员:黄旭彬,邓英沂,林秋宇,王双喜,钟桂生
受保护的技术使用者:广东旭日电器设备有限公司
技术研发日:
技术公布日:2024/12/17
- 还没有人留言评论。精彩留言会获得点赞!