一种汽车板件连续冲压装置的制作方法
本发明涉及汽车板件冲压,尤其是涉及一种汽车板件连续冲压装置。
背景技术:
1、目前汽车钣金件多是通过冲压完成加工;随着汽车工业水平的发展,对汽车钣金件冲压生产效率提出更高要求,通过提高汽车钣金件冲压效率来提升生产效率,降低成本,提高市场竞争力。
2、如专利cn219616528u公开了一种汽车钣金制件连续冲压模具,包括下模座和上模座,所述下模座上端通过支柱连接有冲压台,冲压台上设有滑轨,滑轨上滑动设有固定座,固定座内固定有汽车钣金制件用定模板;但定模板尺寸有限,限制了连续生产的数量。
技术实现思路
1、针对现有技术不足,本发明提供一种汽车板件连续冲压装置,其可实现整卷板件连续冲压,大幅提高了生产效率。
2、为了解决上述技术问题,本发明所采用的技术方案为:
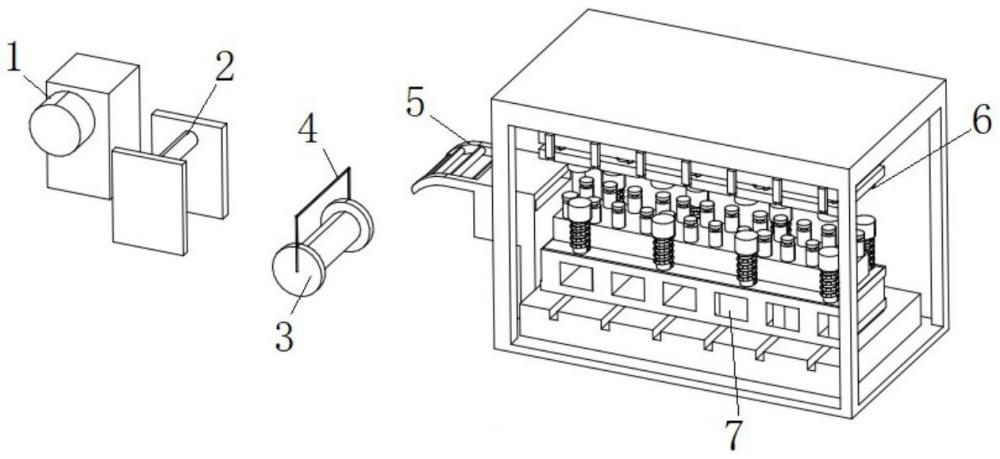
3、该汽车板件连续冲压装置,包括钣金冲压设备,还包括钢板放卷设备、用于托住放卷板件的托辊结构以及用于将板件导入钣金冲压设备的导向辊结构,所述钢板放卷设备、托辊结构、导向辊结构以及钣金冲压设备按照生产运行方向依次联动设置。
4、进一步的:
5、所述钢板放卷设备包括底座和设在底座上的转动辊,底座上在转动辊的四周设有安全挡架。
6、所述托辊结构包括支架和托辊,所述支架包括一对竖板,托辊设在一对竖板之间。
7、所述托辊结构和导向辊结构之间设有下压板件的摆重结构。
8、所述钣金冲压设备包括机架和设在机架内的冲压单元,机架为框架结构。
9、所述钣件的宽度小于一对竖板之间的间距。
10、所述摆重结构的上方设有倒u型吊杆,板件从吊杆内穿过。
11、所述摆重结构的下部设有弹性元件。
12、所述导向辊结构设在机架上,导向辊结构包括一组上辊和一组下辊,板件从上辊和下辊之间通过。
13、本发明与现有技术相比,具有以下优点:
14、该汽车板件连续冲压装置结构设计合理,钢板放卷设备、托辊结构、导向辊结构以及钣金冲压设备依次联动设置,可以实现整卷板件放卷后的连续冲压,大幅提高了生产效率,降低了生产成本。
技术特征:
1.一种汽车板件连续冲压装置,包括钣金冲压设备,其特征在于:还包括钢板放卷设备、用于托住放卷板件的托辊结构以及用于将板件导入钣金冲压设备的导向辊结构,所述钢板放卷设备、托辊结构、导向辊结构以及钣金冲压设备按照生产运行方向依次联动设置。
2.如权利要求1所述汽车板件连续冲压装置,其特征在于:所述钢板放卷设备包括底座和设在底座上的转动辊,底座上在转动辊的四周设有安全挡架。
3.如权利要求1所述汽车板件连续冲压装置,其特征在于:所述托辊结构包括支架和托辊,所述支架包括一对竖板,托辊设在一对竖板之间。
4.如权利要求1所述汽车板件连续冲压装置,其特征在于:所述托辊结构和导向辊结构之间设有下压板件的摆重结构。
5.如权利要求1所述汽车板件连续冲压装置,其特征在于:所述钣金冲压设备包括机架和设在机架内的冲压单元,机架为框架结构。
6.如权利要求3所述汽车板件连续冲压装置,其特征在于:所述钣件的宽度小于一对竖板之间的间距。
7.如权利要求4所述汽车板件连续冲压装置,其特征在于:所述摆重结构的上方设有倒u型吊杆,板件从吊杆内穿过。
8.如权利要求4所述汽车板件连续冲压装置,其特征在于:所述摆重结构的下部设有弹性元件。
9.如权利要求5所述汽车板件连续冲压装置,其特征在于:所述导向辊结构设在机架上,导向辊结构包括一组上辊和一组下辊,板件从上辊和下辊之间通过。
技术总结
本发明公开了一种汽车板件连续冲压装置,包括钣金冲压设备,还包括钢板放卷设备、用于托住放卷板件的托辊结构以及用于将板件导入钣金冲压设备的导向辊结构,所述钢板放卷设备、托辊结构、导向辊结构以及钣金冲压设备按照生产运行方向依次联动设置。该汽车板件连续冲压装置结构设计合理,钢板放卷设备、托辊结构、导向辊结构以及钣金冲压设备依次联动设置,可以实现整卷板件放卷后的连续冲压,大幅提高了生产效率,降低了生产成本。
技术研发人员:芮道志,曹前荣,奚光胜,王世寐
受保护的技术使用者:安徽华星消防设备(集团)有限公司
技术研发日:
技术公布日:2025/2/20
- 还没有人留言评论。精彩留言会获得点赞!