一种陀螺仪挠性接头周向通槽线切割加工方法与流程
本发明属于异性零件加工,尤其涉及一种陀螺仪挠性接头周向通槽线切割加工方法。
背景技术:
1、
2、挠性接头是一种无摩擦的弹性支承,主要用于支撑挠性陀螺仪的接头转子,接头转子借助挠性接头与驱动轴相连,一方面传递驱动电机的转矩带动转子绕自转轴高速锁紧,另一方面又允许转子绕着垂直于自转轴的两个正交轴方向转动。挠性接头(图5所示)具有形状尺寸小、结构复杂、加工精度要求高的特点。其中,挠性接头周向具有的结构不规则且位置十字交错设置的两条通槽需要通过线切割加工,而现有线切割设备无法完成。
技术实现思路
1、
2、本发明提供及一种陀螺仪挠性接头周向通槽线切割加工方法,以克服现有技术不足。
3、本发明所采用的技术方案是:一种陀螺仪挠性接头周向通槽线切割加工方法,
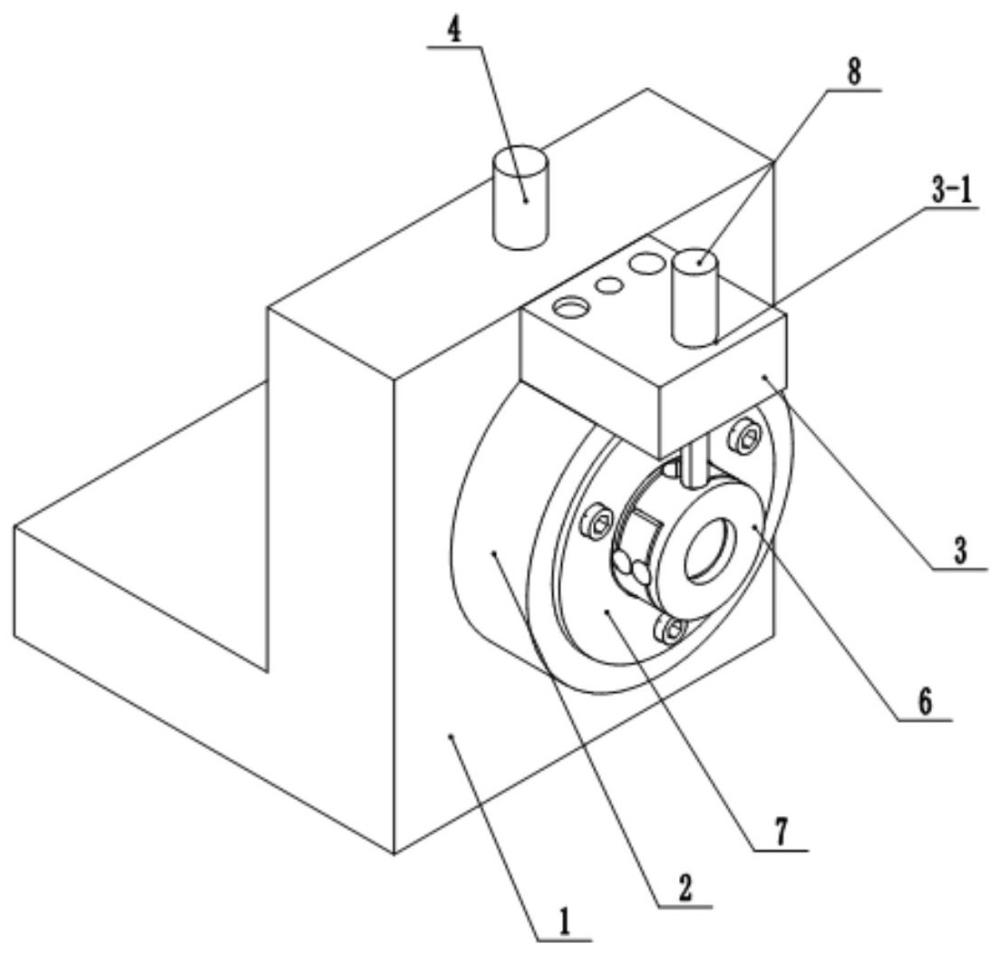
4、第一步,制作工装,所述工装包括l型固定座、定位座,所述定位座由同轴布置的外螺纹段、圆柱定位段、圆柱定位台构成,所述圆柱定位段沿径向均布有两对定位孔一、两对定位孔二,且定位孔一的轴线与定位孔二的轴线呈夹角α交叉布局;所述圆柱定位台外端中央同轴具有圆台,所述圆柱定位台外周上具有定位面,且所述定位面与任意一个定位孔一的轴线平行或垂直;所述定位面上设置有可拆卸的定位块,所述定位块外端竖直设有销孔二;
5、所述l型固定座的竖直段水平设有安装孔、竖直设有销孔一,且所述销孔一贯穿所述竖直段顶部及所述安装孔;
6、所述圆柱定位段插装在安装孔中,销钉一穿过销孔一后插装在定位孔一中,所述外螺纹段穿过所述竖直段后与紧固螺母螺纹连接,将定位座与l型固定座固定在一起;
7、第二步,将所述工装放置在线切割设备工作台上,并通过压板压紧l型固定座水平段;
8、第三步,将挠性接头具有法兰边的一端套装在圆台上,将销钉二穿过销孔二后插装在挠性接头上远离法兰边的其中一个颈向孔中,完成挠性接头分度定位,然后通过固定在圆柱定位台上的法兰套装在所述法兰边外侧将挠性接头压装在定位座外端,使挠性接头的内端面与定位座外端面紧贴;
9、第四步,将销钉二拔出,并将定位块从定位面上卸掉;
10、第五步,调整线切割设备工作台至切割位置,将线切割丝从待切割的第一条通槽的工艺孔中穿过,进行a区域切割,a区域切割完成后,将销钉一拔出、松开紧固螺母,并将定位座第一次逆时针旋转90º+α角度后,再将销钉一穿过销孔一后插在定位孔二中,再次锁紧紧固螺母将定位座与l型固定座固定在一起,然后进行b区域切割,b区域切割完成后形成第一条通槽;
11、第六步,第一条通槽切割完成后,将线切割丝取出,然后将销钉一拔出、松开紧固螺母,将定位座顺时针旋转α角度后,再将销钉一穿过销孔一后插装在定位孔一中,再次锁紧紧固螺母将定位座与l型固定座固定在一起,将线切割丝从待切割的第二条通槽的工艺孔中穿过,进行c区域切割,c区域切割完成后,将销钉一拔出、并松开紧固螺母,将定位座逆时针旋转90º+α角度后,再将销钉一穿过销孔一插在定位孔二中,再次锁紧紧固螺母将定位座与l型固定座固定,进行d区域切割,d区域切割完成后形成第二条通槽。
12、所述夹角α为22.7°。
13、所述圆柱定位台外端中央同轴具有圆柱,且圆柱外围具有环形凹槽,所述圆台同轴位于所述圆柱的端面中央;所述法兰沉在环形凹槽中并通过螺栓与所述圆柱定位台固定连接。
14、相较于现有技术,本发明具有的有益效果:
15、本发明通过设计一种专用工装,将挠性接头通过定位座定位并通过转动定位座,实现了挠性接头周向结构不规则且位置十字交错的两条通槽线切割加工,且结构简单、操作方便,既保证了产品质量,又降低加工难度、提高了生产效率。
技术特征:
1.一种陀螺仪挠性接头周向通槽线切割加工方法,其特征在于:
2.根据权利要求1所述的陀螺仪挠性接头周向通槽线切割加工方法,其特征在于:所述夹角α为22.7°。
3.根据权利要求1所述的陀螺仪挠性接头周向通槽线切割加工方法,其特征在于:所述圆柱定位台(2-1)外端中央同轴具有圆柱(2-6),且圆柱(2-6)外围具有环形凹槽(2-7),所述圆台(2-4)同轴位于所述圆柱(2-6)的端面中央;所述法兰(7)沉在环形凹槽(2-7)中并通过螺栓与所述圆柱定位台(2-1)固定连接。
技术总结
一种陀螺仪挠性接头周向通槽线切割加工方法,将工装放置在线切割设备工作台上,并通过压板压紧L型固定座水平段;将挠性接头套装在圆台上,将销钉二穿过销孔二后插在挠性接头外端任意一个颈向孔中,通过法兰将挠性接头压装在定位座外端,使挠性接头的内端面与定位座外端面紧贴;四拔出销钉二、拆掉定位块,完成A区域切割,将定位座第一次逆时针旋转90º+α角度后,再将销钉一插在定位孔二中,再次将定位座与L型固定座固定,完成B区域切割后形成第一条通槽;将定位座顺时针旋转α角度后,将销钉插装在定位孔一中,完成C区域切割后,将定位座逆时针旋转90º+α角度后,将销钉插在定位孔二中,完成D区域切割形成第二条通槽。
技术研发人员:菅悦,刘海军,巩宝儒,王杰,宋少东,王应明,杨啸,赵鑫
受保护的技术使用者:陕西航天时代导航设备有限公司
技术研发日:
技术公布日:2025/1/6
- 还没有人留言评论。精彩留言会获得点赞!